汽车发动机装配工艺卡
- 格式:ppt
- 大小:520.00 KB
- 文档页数:7

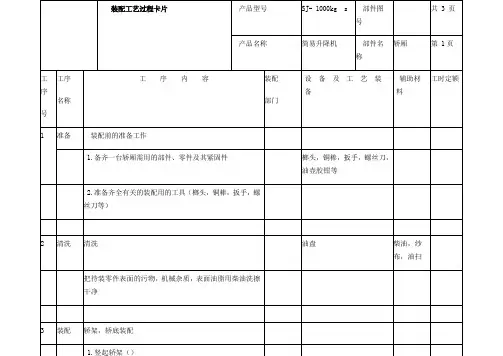
工步号工内容及技术1 根据当日的生产计划领取壳体,按照《壳体清洗作业指导书》要求清洗壳体。
2 根据当日的生产计划领取齿轴盖、缸盖,按照《齿轴盖、缸盖清洗作业指导书》清洗齿轴盖、缸盖。
注意事项:1、装调速阀时,首先将调速阀轻轻旋入调速阀螺纹孔内,保证螺纹副啮合后,再用电动螺丝刀旋紧;、所有密封圈在装配时不允许有扭曲现象;、紧定螺丝须旋到底,有利于厌氧胶有效固化,残留在表面的厌氧胶要擦干净,小时后进行下道工序。
分级时塞规表面要擦干净,试装时保证塞规与壳体缸孔间隙在之间运行自如,无卡滞现象。
工步内容及技术要用不同等级的孔用塞规将装好调速阀的壳体进行分级试装,托盘上,摆放要整齐,并标识清楚。
注意事项:铆钢球时呈十字型铆压,保证铆合尺寸比钢球小0.5-1mm,钢球不易脱出,且在活塞阀孔内转动灵活。
工步内容及技术要求将不锈钢150目的网上滤片平整的装入活塞阀座孔端,将阀座用专用工具敲入阀座孔内,压紧网式滤片。
φ5钢球装入阀孔内,用专用冲头打钢球,以提高活塞阀孔倒角部位的表面粗糙度;将活塞放在平台上,然后用柴油灌入装有钢球的活塞阀孔内,保证历时无渗漏后,用专用工具以适当的力度铆合阀座孔端面。
铆好转入活塞精磨组。
根据壳体级别对活塞组件进行配磨。
工步容及技术将活塞组件以垂直方向放入网式铁框内摆好,放入专用清洗机进口端,轴、活塞清洗作业指导书》进行清洗。
将弹簧以垂直方向放入网工铁框内摆好,放入专用清洗机进口端,清洗机参数及清将齿轴放在专用工位器具上,放入专用清洗机进口端,具体按照《齿轴、活塞清洗将清洗好的齿轴在汽油中浸泡,汽油液面不要高于齿轴方榫端,保证上端螺纹孔无工步1缸盖要装在弹簧端,齿轴盖可装在任意一端,但要统一,要适当;装齿轴时经过密封圈时要轻轻推入齿轴盖,不可用力,防止密封圈损坯。
工步内容及技术要求按螺纹密封胶说明书将胶调好后,将密封胶连续均匀地涂抹在齿轴盖组件、缸盖组件上,然后将齿轴盖组件、缸盖组件用专用扳手旋入壳体齿轴孔、缸孔的一端。

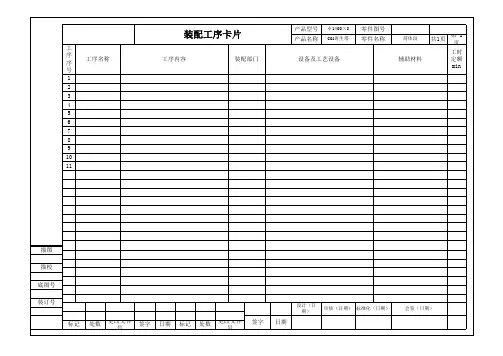

装配工艺流程卡
《装配工艺流程卡》
装配工艺流程卡是指在装配生产中用来记录和指导装配工艺流程的一种重要工具。
它通过文字、图表、表格等方式详细描述了产品的装配工艺流程、装配工序、装配顺序、装配方法和相关质量要求等信息,是装配工艺管理的重要文件。
装配工艺流程卡的制作是为了规范和标准化装配操作,确保产品质量、提高生产效率。
它可以帮助装配工人清晰地了解每个装配环节的操作步骤、操作要点、注意事项以及相关质量标准,从而有效地避免装配过程中出现的错误和质量问题。
装配工艺流程卡的内容一般包括:产品名称、图号、规格、工艺顺序、主要工序和工艺要求等。
在制作过程中,需要与工艺、质量、生产部门等相关部门进行充分沟通和确认,确保装配工艺流程卡的准确性和可操作性。
通过装配工艺流程卡的使用,可以帮助企业实现标准化生产,提高产品质量,降低成本,提高生产效率。
同时,它也是企业进行装配工艺改进和优化的重要依据,可以帮助企业不断改进装配工艺流程,适应市场需求的变化。
总之,装配工艺流程卡在装配生产中具有非常重要的作用,它是规范、指导和改进装配工艺流程的利器,有利于企业提高产品质量、降低成本、提高生产效率,是装配工艺管理的重要工具。
目录目录绪论 (1)第1章连杆的介绍 (3)1.1 连杆的作用 (3)1.2 连杆的材料 (3)1.3 连杆的结构及特点 (3)1.4 连杆盖与连杆体的配合 (4)1.5 连杆大头与连杆轴承 (4)1.6 连杆毛坯 (4)第2章连杆的制造工艺 (5)2.1 连杆结构 (5)2.2 连杆的制造工艺过程分析 (5)2.2.1 连杆的主要技术要求 (5)2.2.2 连杆的材料和毛坯 (6)2.2.3 连杆的机械加工工艺过程 (6)2.3 连杆加工工艺设计应考虑的问题 (7)2.3.1 工序安排 (7)2.3.2 定位基准 (7)2.3.3 夹具使用及夹紧方法 (8)2.3.4 确定加工余量 (8)2.4 连杆加工工艺过程 (9)2.4.1 连杆两端面的加工 (9)2.4.2 连杆大头孔的加工 (9)2.4.3 连杆小头孔的加工 (10)2.4.4 螺栓孔加工 (10)2.4.5 结合面的加工 (10)2.4.6 定位凸台的加工 (10)2.4.7 贴合面的加工 (11)2.4.8 定位锁口槽(定位舌)的加工 (11)2.4.9 钳工加工 (11)第3章连杆加工设备布置 (17)3.1 机械加工设备布置应注意的问题 (17)xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx3.2 制造系统中生产物流设计与设备布局 (17)3.3 机械加工设备布置综述 (18)第4章与连杆配合使用的零件 (21)4.1 连杆轴瓦 (21)4.2 连杆螺栓 (21)第5章连杆的检验 (23)5.1 连杆的检验阶段 (23)5.2 连杆检验类型 (23)5.3 连杆盖的检验 (23)5.4 连杆体的检验 (24)5.5 连杆的检验 (24)5.6 分组入库 (24)结论 (25)致谢 (27)参考文献 (29)绪论绪论毕业设计是我们在学校的最后的一门课程,也是对四年所学内容一次综合的应用。
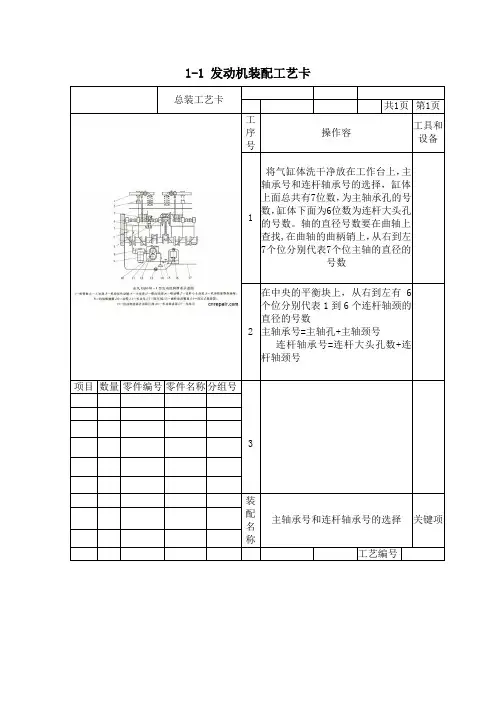
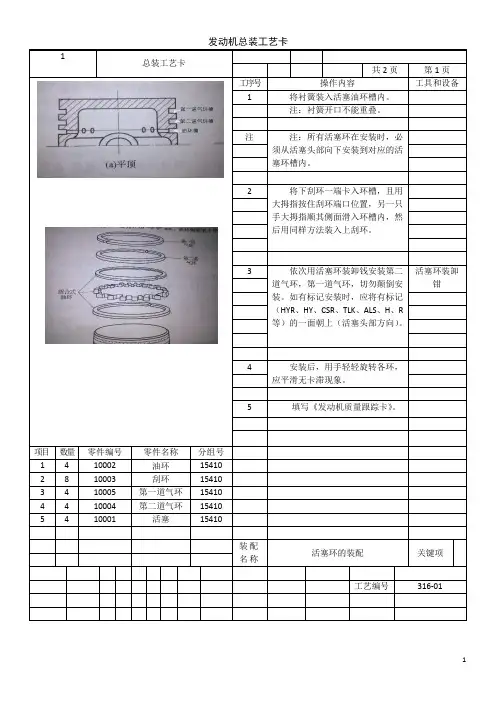
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
NT855发动机装配工艺作业指导书 (2) 引言NT855发动机是一种内燃机,它广泛应用于大型车辆和机械设备中。
发动机的装配过程极其关键,因为它直接关系到发动机的性能和寿命。
因此,在NT855发动机的生产线上,装配工艺尤为重要。
为了确保NT855发动机的装配质量,本指导书的目的是为装配工人提供一个详细的装配过程说明,并附带一些技巧和提示。
前提要求在进行NT855发动机的装配工作之前,工作人员需要具备以下知识和技能:•了解NT855发动机的结构和工作原理;•了解NT855发动机各部件之间的关系和连接方式;•拥有机械方面的技能和经验;•熟练掌握基本的工具使用方法;•掌握NT855发动机安装和调试的基本知识;如果你没有上述条件,请先去学习相关的技术和知识。
装配过程第一步:准备工作在开始组装NT855发动机之前,请做好以下准备工作:1.确保工作区域干燥、整洁、光线充足;2.准备好所需的机械工具、备件、润滑油等;3.将NT855发动机的各个部件分类,并归置到指定的位置;4.根据工艺流程图,查看发动机的装配顺序和要求,熟悉装配过程并了解每个工作环节的注意事项和技巧。
第二步:拆卸发动机在拆卸发动机时,需按照以下步骤进行:1.拆下发动机的正时齿轮、摇臂、排气管等部件;2.拆下发动机的气缸盖、气门、活塞等部件;3.清理拆卸下来的各个组件,确保没有杂质或磨损;4.对已拆卸的部件进行检查和测试,检查是否有磨损、裂纹等情况,并采取相应的措施。
第三步:检修和更换部件对已拆卸下来的部件进行检查后,如发现有损坏、磨损、老化等情况,则需要进行更换。
更换部件时,需严格按照以下要求进行:1.更换的部件必须与原部件相同,包括型号、规格等;2.更换的部件必须是具有可靠质量的合格产品;3.更换部件之前,需清洗干净并涂上润滑油,确保装配时顺利进行。
第四步:装配发动机在装配发动机时,应按照以下步骤进行:1.安装气缸套、活塞等部件;2.安装曲轴、连杆等部件;3.安装正时齿轮、摇臂、气门等部件;4.检查所有部件是否按照工艺要求正确安装,确保装配质量。
汽车发动机装配线工艺流程缸体底面朝下—→缸体、曲轴、凸轮轴投料、清洗、吹风、柴油机型号、标号打印—→缸体翻转180°后,打号确认—→缸体翻转后缸体底面朝上—→松瓦盖、卸瓦盖、安装上下轴瓦片、安装活塞冷却喷嘴、插入凸轮轴打入键、安装凸轮轴止推片、吊放曲轴、打入键—→打入前端销、打入前端主油道碗型塞、安装前端双头螺栓、装右端丝堵、安装主轴承盖及曲轴止推片并拧紧—→打入后端销,打入后端主油道碗型塞、装后油封座、装机油泵、装齿轮冷却喷嘴(安装增压器回油接头)—→缸孔涂油、装入活塞、装连杆盖、拧紧连杆螺栓、内装件检查—→安装柴油机前端板、安装凸轮轴齿轮、安装惰轮轴、惰轮、安装曲轴齿轮、安装前盖板(包括前盖板涂胶)—→安装机滤器总成、油底壳涂胶、安装油底壳并拧紧—→内装件确认、安装油尺套管、安装减振器、安装挺柱、柴油机型号、编号托印、记入发动机记录表—→连杆打号、分解、清洗后的连杆安装连杆瓦、活塞重量分组、活塞加热、装活塞销、装活塞环缸体翻转180°缸体上面朝上—→安装后端板、打入曲轴后端衬套、安装飞轮、安装离合器片及压盘、安装机滤座及机滤、安装发电机支架—→安装机冷器、安装水泵总成、安装真空泵总成、安装真空泵润滑油管、安装喷油泵总成—→安装喷油泵总成、安装供油角测量工具、调整供油提前角、安装喷油泵后端螺钉、安装喷油泵齿轮、安装VE泵回油接头、选择缸盖垫、安装缸盖垫—→吊装缸盖、拧紧缸盖螺栓—→安装摇臂总成、调整气门间隙、摇臂轴注油—→检测气门间隙、安装呼吸器、这、安装摇臂罩总成、安装喷油器总成、安装小回油管总成—→安装发电机总成、安装V型皮带、安装排气管、安装排气管隔热罩、安装暖风水管接头—→安装高压油管、拧紧节温器螺栓、喷油泵前罩盖涂胶、拧紧、安装进气管—→安装T/C排气丝对、安装排气管接管用丝对、安装T/C(增压器)、安装T/C回油软管、安装T/C进油管、安装T/C进水管、回水管、装真空泵管、安装排气管接管、装前侧挡板、后侧挡板、装排气支承—→装EGR阀、装进气接管及防护罩、装呼吸器、装呼吸器软管、安装EGR管装油尺、装怠速提升装置、安装油压接头、水路试漏、外观检查—→油系试漏、加注机油、外观检查发动机装配线及线上单机专用设备:清洗机、打号机、总成装配输送线、单层自由辊道、双层柔性机动滚道托盘、缸体缸盖输送车、升降机、翻转机、涂胶机、组合式螺栓拧紧机、轴承外环振动压装机、油封压装机、间隙测量机、导向拧紧装置、发动机密封性能检验机、活塞加热机、总成综合性能试验台、扭矩校准仪、气动扳手、装配线计算机控制系统、吊装式LED大屏幕显示装置、单轴气动定扭矩扳手、电动单梁悬挂起重机。