光学冷加工基础知识教育资料
- 格式:ppt
- 大小:4.18 MB
- 文档页数:37

光学冷加工工艺手册
《光学冷加工工艺手册》
光学冷加工是一种高度精密的加工方法,广泛应用于光学元件的生产过程中。
为了提高生产效率和产品质量,制定一本《光学冷加工工艺手册》对于光学行业的从业人员来说具有重要的指导意义。
本手册以系统性、实用性为原则,涵盖了光学冷加工的各个环节和关键技术。
首先,手册详细介绍了光学冷加工的基本概念和原理,包括冷加工的定义、冷加工与传统加工的比较、冷加工的优势等。
通过对光学冷加工的理论知识的介绍,读者可以更好地了解冷加工的基本原理和工艺特点。
其次,手册重点讲解了冷加工工艺的具体步骤和操作技巧。
在光学冷加工过程中,各种设备和工具的使用和操作技巧非常重要。
本手册通过详细的图文讲解,将这些技术变得更加易于理解和掌握。
同时,手册还介绍了各类光学冷加工工艺的要点和注意事项,帮助读者在实际操作中避免一些常见的错误。
此外,手册还涵盖了光学冷加工过程中的质量控制和技术改进的内容。
在光学元件的生产过程中,确保产品质量是至关重要的。
本手册将介绍质量控制的方法和技巧,如何通过改进工艺和使用先进设备来提升产品的质量水平,从而满足市场的需求。
最后,手册还介绍了光学冷加工实例和应用案例,并提供了一些实用的参考资料和数据。
这些案例和资料的介绍,将帮助读者更好地了解光学冷加工的实际应用和市场需求,为其在实际操作中提供更好的参考。
总之,《光学冷加工工艺手册》是一本对于光学行业从业人员来说具有非常实用价值的工具书。
通过学习本手册,读者可以掌握光学冷加工的基本原理和技术要点,提高加工效率和产品质量,为光学行业的发展做出更大的贡献。
光学冷加工的基础介绍摘要:本文介绍了光学冷加工的含义、特点并简单介绍了相关的一些产品,机器及其图形,本文详细论述了光学冷加工的加工过程(以球面透镜的加工为例)以及当前我国光学冷加工所存在的问题和提出了发展对策,并指出光学冷加工工艺对社会的重要性。
关键词:光学冷加工,球形透镜,毛坯加工,抛光。
Abstract: This article describes the meaning and the characteristics of the optical cold Processing, introducing a number of related products, machinery and graphics, briefly. The paper also discusses the process cold optics in details (spherical lens processing as an example),and refers to the questions in our country ’s optical cold Processing, Including the method of development, the importance of the optical cold Processing technology is also pointed out.一、光学冷加工的含义光学仪器制造已是一门古老的工程技术,照相机、望远镜及其显微镜等各种光学仪器中的光学零件(透镜,棱镜等)在加工过程中,不产生高温及高温反映或高温现象而又可以达到通过高温热加工的加工效果就称为“光学冷加工”。
下面是几种光学冷加工的产品:二、光学冷加工的特点1、光学冷加工与一般的机械加工有根本的区别,这些差别是由被加工材料的性能特殊及零件要求特别高的精度和光洁度所决定的.由于零件是以玻璃为原材料,它具有很高的硬度和脆性,因此,必须用比玻璃还硬的金刚砂或金刚钻来加工玻璃。
光学零件加工入门教育教材(试用)承认:胡君剑作成:邢德华一、光学加工的意义①什么是光学零件由光学材料制成的,用于光学仪器光学系统的元器件叫光学零件。
光学材料一般有:光学玻璃、光学塑料、光学晶体等。
我公司目前主要是生产光学玻璃制成的光学零件。
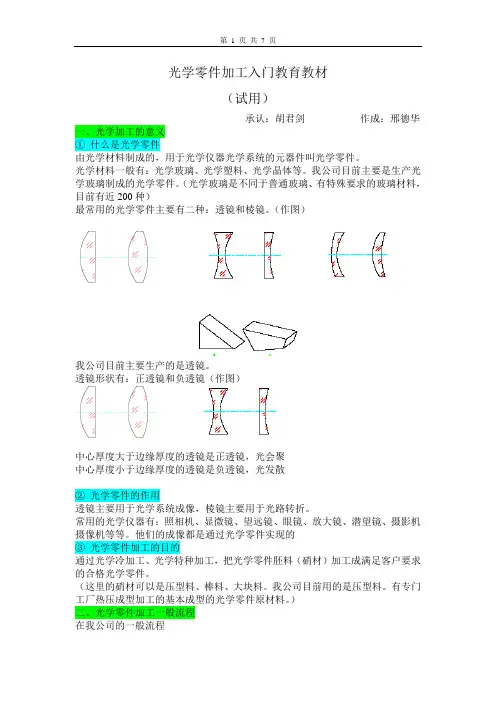
(光学玻璃是不同于普通玻璃、有特殊要求的玻璃材料,目前有近200种)最常用的光学零件主要有二种:透镜和棱镜。
(作图)我公司目前主要生产的是透镜。
透镜形状有:正透镜和负透镜(作图)中心厚度大于边缘厚度的透镜是正透镜,光会聚中心厚度小于边缘厚度的透镜是负透镜,光发散②光学零件的作用透镜主要用于光学系统成像,棱镜主要用于光路转折。
常用的光学仪器有:照相机、显微镜、望远镜、眼镜、放大镜、潜望镜、摄影机摄像机等等。
他们的成像都是通过光学零件实现的③光学零件加工的目的通过光学冷加工、光学特种加工,把光学零件胚料(硝材)加工成满足客户要求的合格光学零件。
(这里的硝材可以是压型料、棒料、大块料。
我公司目前用的是压型料。
有专门工厂热压成型加工的基本成型的光学零件原材料。
)二、光学零件加工一般流程在我公司的一般流程主工序荒折-----砂挂-----研磨-----芯取-----镀膜-----粘合-----涂墨-----组立辅助工序上盘、下盘、清洗、洗净㈠主工序①荒折(铣磨)CG:就是把镜片加工成一定形状,寸法(尺寸)和外观要求的工序本公司光学加工的第一道工序,加工模式类似于金加工中铣切加工,完成镜片成型(球面曲率、面型、镜片中心厚度、外观)如图所示●透镜胚料夹持在主轴上,夹持的方法可以是真空吸附也可以是弹片夹持,我公司大部分采用弹片夹持。
主轴是转动的(低速)●图标是立式的,实际加工中有立式的,也有卧式的,在我公司是卧式的。
●铣磨是用砂轮来加工的,砂轮是金刚石环形砂轮,用规定大小的人造金刚石颗粒与铜、镍等金属或陶瓷混合压型、烧结而成的。
●砂轮高速旋转,斜向推进镜片,对镜片进行磨削,铣出一个球面●调整砂轮的角度,确定球面的曲率●调整砂轮的方向,确定凸面或凹面●调整砂轮推进量,确定磨削量(镜片中心厚度)●用油冷却液。
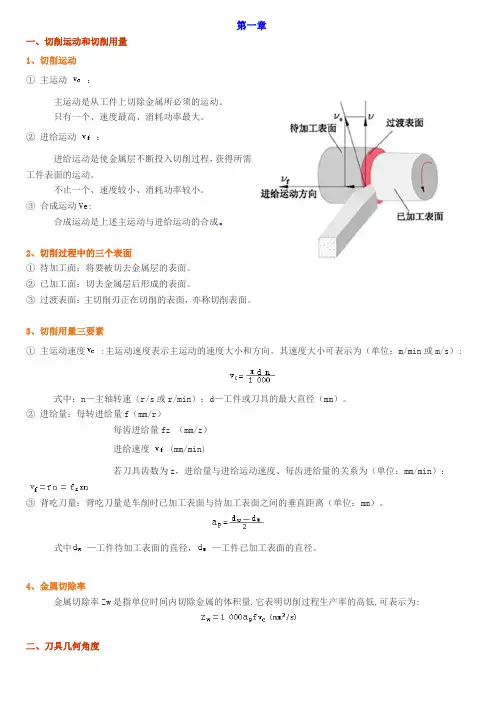
第一章一、切削运动和切削用量1、切削运动①主运动:主运动是从工件上切除金属所必须的运动。
只有一个、速度最高、消耗功率最大。
②进给运动:进给运动是使金属层不断投入切削过程,获得所需工件表面的运动。
不止一个、速度较小、消耗功率较小。
③合成运动Ve:合成运动是上述主运动与进给运动的合成。
2、切削过程中的三个表面①待加工面:将要被切去金属层的表面。
②已加工面:切去金属层后形成的表面。
③过渡表面:主切削刃正在切削的表面,亦称切削表面。
3、切削用量三要素①主运动速度:主运动速度表示主运动的速度大小和方向。
其速度大小可表示为(单位:m/min或m/s):式中:n—主轴转速(r/s或r/min);d—工件或刀具的最大直径(mm)。
②进给量:每转进给量f(mm/r)每齿进给量fz (mm/z)进给速度(mm/min)若刀具齿数为z,进给量与进给运动速度、每齿进给量的关系为(单位:mm/min ):③背吃刀量:背吃刀量是车削时已加工表面与待加工表面之间的垂直距离(单位:mm)。
式中—工件待加工表面的直径,—工件已加工表面的直径。
4、金属切除率金属切除率Zw是指单位时间内切除金属的体积量.它表明切削过程生产率的高低,可表示为: 二、刀具几何角度1、车刀的基本组成2、刀具切削角度的参考平面和参考系---过切削刃上选定点 设:选定点与工件中心等高,进给运动速度V f =0(1)参考平面 基面P γ: P γ⊥Vc 、 ∥刀具安装面(车刀) 切削平面•Ps: 与 S 相切 且 ⊥P γ(2)测量平面正交平面Po: Po ⊥P γ、⊥Ps 法平面Pn :Pn ⊥S假定工作平面P f :P f ⊥ Pr 、∥f 背平面Pp :Pp ⊥ Pr 、∥a P(3)参考系正交平面参考系: Pr -Ps -Po 法平面参考系:Pr -Ps -Pn假定工作平面和背平面参考系:Pr -P f -P P如图一、图二所示3、刀具标注角度(1)正交平面参考系的刀具标注角度 ① 在正交平面上测量前角γo = ∠A γ与 Pr :A γ在Pr 之上——>负,A γ在Pr 之下——>正 (如图)后角αo =∠Aα与Ps (一般无负值)(如图)②在基面上测量主偏角Κr =∠“S 在基面上的投影”与副偏角Κr′=∠“S ′在基面上的投影”与“的反向”③在切削平面上测量刃倾角λs = ∠S与Pγ:刀尖最高——>正,刀尖最低——>负(如图)副切削平面Ps′:与S′相切且⊥Pγ副正交平面Po′: 过S′且⊥Pγ和⊥Ps′在副正交平面上测量的作图动画如下:(效果图如右图所示)。
一.光学加工基础知识(一)光学玻璃基本知识1.基本分类和概念光学材料分类:光学玻璃、光学晶体、光学塑料三类。
玻璃的定义:不论化学成分和固化温度范围如何,一切由熔体过冷却所得的无定形体,由于粘度逐渐增加而具有固体的机械性质的,均称为玻璃。
光学玻璃分为冕牌K和火石F两大类,火石玻璃比冕牌玻璃具有较大的折射率nd和较小的色散系数vd。
2.光学玻璃熔制过程将配合料经过高温加热,形成均匀的,高品质的,并符合成型要求的玻璃液的过程,称玻璃的熔制。
大致可分为以下几个阶段。
(1).加料过程-----硅酸盐的形成(2).熔化过程-----玻璃形成(3).澄清过程-----消除气泡(4).均化过程------消除条纹(5).降温过程-------调节粘度(6).出料成型过程总之,玻璃熔制的每个阶段各有其特点,同时,它们又是彼此互相密切了解和相互影响的.在实际熔制中,常常是同时或交错进行的,这主要取决于熔制的工艺制度和玻璃窑炉结构特点。
3.玻璃材料性能指标(1).折射率nd、色散系数vd (2).光学均匀性(3).应力双折射(4).条纹度(5).气泡度(6).光吸收系数(7).抗潮湿、抗酸性能(8).光学玻璃热性能(二)光学理论基础知识1.光学基本理论我们通常把光学分成几何光学、物理光学和量子光学。
(1).几何光学光线的传播遵循三条基本定律:(1.1)光线的直线传播定律,既光在均匀媒质中沿直线方向传播;(1.2)光的独立传播定律;(1.3)反射定律和折射定律。
(2)物理光学从光的波动性出发来研究光在传播过程中所发生的现象的学科,所以也称为波动光学。
它可以比较方便的研究光的干涉、光的衍射、光的偏振,以及光在各向异性的媒质中传插时所表现出的现象。
(3)量子光学。
2.光圈概念(1)光圈:光圈被检表面与参考表面干涉产生的条纹数量N叫光圈。
它分为:高光圈:中心高,空气间隙减小(加压)时,条纹从中心向边缘移。
低光圈:中心低,空气间隙减小(加压)时,条纹从边缘向中心移。
光学冷加工光圈的识别在抛光的过程中,须用光学样板检査工件的面形精度一一光圈•因此,正确的判断光圈的高低程度及局部误塾的性质,对丁•修改工件面形偏差是非常重要的。
所谓高光圈,是指样板与工件中心接触, 低光圈是指样板与工件边缘接触。
并规定:高光圈(凸)为正偏望,低光圈(凹)为负偏差。
1高低光圈的识别(1)按压法根据手持样板按压时干涉条纹移动方向,判断光圈的高低。
低光圈:条纹从边缘向中心收缩。
高光圈:条纹从中心向边缘扩散。
(2)点压法在光圈数少的情况F.可在样板的一侧施加压力,此时的判断为:低光圈:条纹的弯曲中心和移动方向一致。
高光圈:条纹的弯曲中心和移动方向相反。
(3)色庠法在白光卜•观察时,也町按光圈颜色的序列來识别高低光圈,但不能判断光圈数。
低光圈:从中心到边缘的颜色序列为蓝红黄高光圈:从中心到边缘的颜色序列为黄红蓝2光圈的度虽(1)当光圈数N>1时,以有效检验范围内直径方向上最多光圈数的一半來度虽,根据光圈数町以确定空气隙的大小。
用汞灯绿色光作为光源,这时每道圈对应的间隙町近似认为等丁0.25微米,即四逍圈约为1微米。
若采用氨筑激光作为单色光源,则每一圈约为0.316微米.即三道圈近似1微米。
生产上以门然光作为光源,一般以红色光圈计数较为方便,即表而上有几道红色光圈,就为几道光圈。
(2)当光圈数N<1时,对丁•大曲率半径球面或平而,通常以通过直径方向上干涉条纹的弯曲虽(h)相对于条纹的间距(H)的比值(N)来度量,光圈数N=h/H对丁•较小曲率半径的球面,一般是按光斑的大小与颜色的差异來佔算的。
在门然光的照明卜•,当边缘接触,其颜色为灰白色时,则可根抵中间颜色按绿黄到淡黄来确定光圈数。
3象散偏差的识别与度量被检光学表面任两个相互垂直方向上光圈数不等所产生的偏差,被称为象散偏遊4局部偏差的识别与度虽被检光表而在任一方向上光圈的局部不规则的程度,称为局部偏垦光胶上盘简介光胶是利用两个抛光而紧密贴合后分子引力的作用,将零件固定在光学工具上的一种方法。