无菌药品附录的灭菌要求+邓海根
- 格式:ppt
- 大小:5.69 MB
- 文档页数:28
附录1:无菌药品第一章范围第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括注射剂、眼用制剂、无菌软膏剂、无菌混悬剂等。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第三条悬浮粒子、浮游菌、沉降菌和表面微生物等测试方法应按照相关标准执行。
第二章原则第四条无菌药品的生产须满足其质量和预定用途的要求,应最大限度降低微生物、各种微粒和热原的污染。
生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验。
第五条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第六条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,如采用机械连续传输物料时,应采用正压气流保护并监测压差。
物料准备、产品配制和灌装或分装等操作必须在洁净区内分区(室)进行。
第七条应按所需环境的特点确定无菌药品洁净生产区的级别。
每一步生产操作的环境都应达到适当的动态洁净度标准,以尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
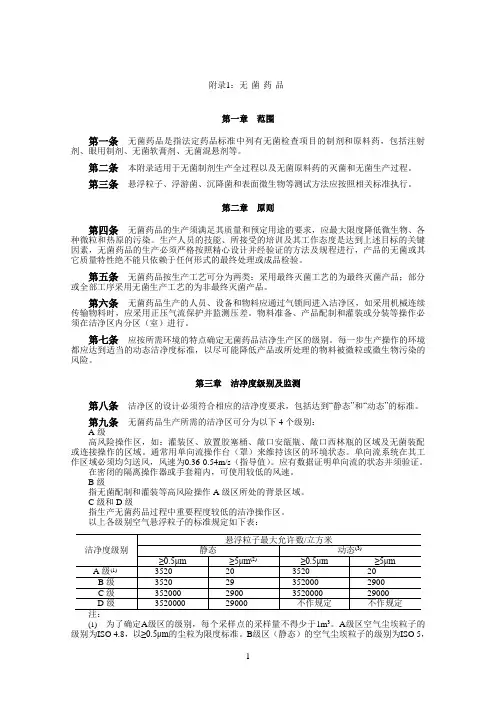
第三章洁净度级别及监测第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:A级高风险操作区,如:灌装区、放置胶塞桶、敞口安瓿瓶、敞口西林瓶的区域及无菌装配或连接操作的区域。
通常用层流操作台(罩)来维持该区的环境状态。
层流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。
应有数据证明层流的状态并须验证。
在密闭的隔离操作器或手套箱内,可使用单向流或较低的风速。
B级指无菌配制和灌装等高风险操作A级区所处的背景区域。
C级和D级指生产无菌药品过程中重要程度较低的洁净操作区。
以上各级别空气悬浮粒子的标准规定如下表:注:(1)为了确定A级区的级别,每个采样点的采样量不得少于1m3。
(一)中国GMP2010版附录1无菌药品•第六十三条任何灭菌工艺在投入使用前,必须采用物理检测手段和生物指示剂,验证其对产品或物品的适用性及所有部位达到了灭菌效果。
•第六十四条应当定期对灭菌工艺的有效性进行再验证(每年至少一次)。
设备重大变更后,须进行再验证。
应当保存再验证记录。
•第六十六条应当通过验证确认灭菌设备腔室内待灭菌产品和物品的装载方式。
•第七十条热力灭菌通常有湿热灭菌和干热灭菌,应当符合以下要求:(1)在验证和生产过程中,用于监测或记录的温度探头与用于控制的温度探头应当分别设置,设置的位置应当通过验证确定。
每次灭菌均应记录灭菌过程的时间-温度曲线。
采用自控和监测系统的,应当经过验证,保证符合关键工艺的要求。
自控和监测系统应当能够记录系统以及工艺运行过程中出现的故障,并有操作人员监控。
应当定期将独立的温度显示器的读数与灭菌过程中记录获得的图谱进行对照。
(2)可使用化学或生物指示剂监控灭菌工艺,但不得替代物理测试。
(3)应当监测每种装载方式所需升温时间,且从所有被灭菌产品或物品达到设定的灭菌温度后开始计算灭菌时间。
(4)应当有措施防止已灭菌产品或物品在冷却过程中被污染。
除非能证明生产过程中可剔除任何渗漏的产品或物品,任何与产品或物品相接触的冷却用介质(液体或气体)应当经过灭菌或除菌处理。
•七十一条湿热灭菌应当符合以下要求:(1)湿热灭菌工艺监测的参数应当包括灭菌时间、温度或压力。
腔室底部装有排水口的灭菌柜,必要时应当测定并记录该点在灭菌全过程中的温度数据。
灭菌工艺中包括抽真空操作的,应当定期对腔室作检漏测试。
(2)除已密封的产品外,被灭菌物品应当用合适的材料适当包扎,所用材料及包扎方式应当有利于空气排放、蒸汽穿透并在灭菌后能防止污染。
在规定的温度和时间内,被灭菌物品所有部位均应与灭菌介质充分接触。
•第七十二条干热灭菌符合以下要求:(1)干热灭菌时,灭菌柜腔室内的空气应当循环并保持正压,阻止非无菌空气进入。
附录1:无菌药品第一章范围第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第二章原则第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。
生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。
第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。
第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。
第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。
每一步生产操作的环境都应当达到适当的动态洁净度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
第三章洁净度级别及监测第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。
单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。
应当有数据证明单向流的状态并经过验证。
在密闭的隔离操作器或手套箱内,可使用较低的风速。
B级:指无菌配制和灌装等高风险操作A级洁净区所处的背景区域。
C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。
以上各级别空气悬浮粒子的标准规定如下表:注:(1)为确认A级洁净区的级别,每个采样点的采样量不得少于1立方米。
附录1:无菌药品第一章范围第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括注射剂、眼用制剂、无菌软膏剂、无菌混悬剂等。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第三条悬浮粒子、浮游菌、沉降菌和表面微生物等测试方法应按照相关标准执行。
第二章原则第四条无菌药品的生产须满足其质量和预定用途的要求,应最大限度降低微生物、各种微粒和热原的污染。
生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验。
第五条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第六条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,如采用机械连续传输物料时,应采用正压气流保护并监测压差。
物料准备、产品配制和灌装或分装等操作必须在洁净区内分区(室)进行。
第七条应按所需环境的特点确定无菌药品洁净生产区的级别。
每一步生产操作的环境都应达到适当的动态洁净度标准,以尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
第三章洁净度级别及监测第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:A级高风险操作区,如:灌装区、放置胶塞桶、敞口安瓿瓶、敞口西林瓶的区域及无菌装配或连接操作的区域。
通常用单向流操作台(罩)来维持该区的环境状态。
单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。
应有数据证明单向流的状态并须验证。
在密闭的隔离操作器或手套箱内,可使用较低的风速。
B级指无菌配制和灌装等高风险操作A级区所处的背景区域。
C级和D级指生产无菌药品过程中重要程度较低的洁净操作区。
以上各级别空气悬浮粒子的标准规定如下表:(1)为了确定A级区的级别,每个采样点的采样量不得少于1m3。
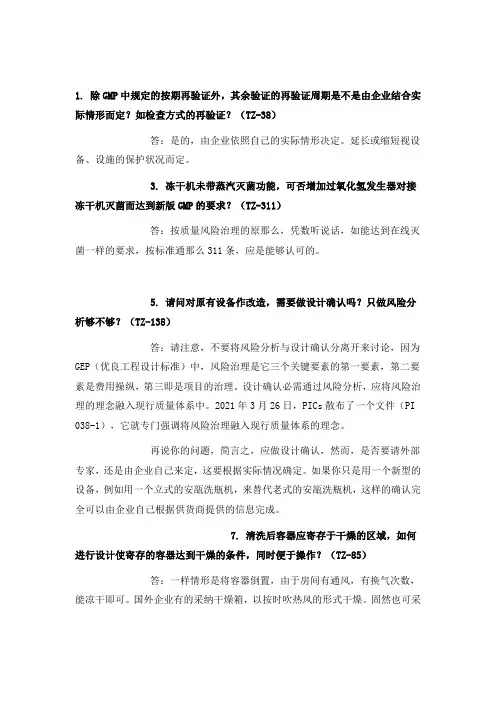
1. 除GMP中规定的按期再验证外,其余验证的再验证周期是不是由企业结合实际情形而定?如检查方式的再验证?(TZ-38)答:是的,由企业依照自己的实际情形决定。
延长或缩短视设备、设施的保护状况而定。
3. 冻干机未带蒸汽灭菌功能,可否增加过氧化氢发生器对接冻干机灭菌而达到新版GMP的要求?(TZ-311)答:按质量风险治理的原那么,凭数听说话,如能达到在线灭菌一样的要求,按标准通那么311条,应是能够认可的。
5. 请问对原有设备作改造,需要做设计确认吗?只做风险分析够不够?(TZ-138)答:请注意,不要将风险分析与设计确认分离开来讨论,因为GEP(优良工程设计标准)中,风险治理是它三个关键要素的第一要素,第二要素是费用操纵,第三即是项目的治理。
设计确认必需通过风险分析,应将风险治理的理念融入现行质量体系中。
2021年3月26日,PICs散布了一个文件(PI 038-1),它就专门强调将风险治理融入现行质量体系的理念。
再说你的问题,简言之,应做设计确认,然而,是否要请外部专家,还是由企业自己来定,这要根据实际情况确定。
如果你只是用一个新型的设备,例如用一个立式的安瓿洗瓶机,来替代老式的安瓿洗瓶机,这样的确认完全可以由企业自己根据供货商提供的信息完成。
7. 清洗后容器应寄存于干燥的区域,如何进行设计使寄存的容器达到干燥的条件,同时便于操作?(TZ-85)答:一样情形是将容器倒置,由于房间有通风,有换气次数,能凉干即可。
国外企业有的采纳干燥箱,以按时吹热风的形式干燥。
固然也可采纳带干燥程序的脉动真空柜,洗好后,大体不寄存了,没必要再过量考虑干燥区的地址及条件。
8. 灭菌柜验证进程中,必然要求每一个品种,每一个规格都单独做验证吗?(TZ-138)答:估量提问的人是想问:产品灭菌工艺的验证,是不是需要做每一个品种,每一个规格均为3批?当你对不同灭菌柜的工作原理明白得后,你就可不能提出如此的问题。
对过热水喷淋灭菌柜而言,如是玻瓶,最大及最小规格可能做三批,中间规格可能只做一批,然后作风险评估。
附录1:无菌药品第一章范围第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第二章原则第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。
生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。
第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。
第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。
第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。
每一步生产操作的环境都应当达到适当的动态洁净度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
第三章洁净度级别及监测第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。
单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。
应当有数据证明单向流的状态并经过验证。
在密闭的隔离操作器或手套箱内,可使用较低的风速。
B级:指无菌配制和灌装等高风险操作A级洁净区所处的背景区域。
C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。
以上各级别空气悬浮粒子的标准规定如下表:注:(1)为确认A级洁净区的级别,每个采样点的采样量不得少于1立方米。
欧盟/WHO无菌药品见闻--兼谈企业的质量定位及风险评估wuxidenghaigen@DH 2011-09-08 BJ目录•WHO的GMP信息•欧洲GMP见闻•培训信息•我国无菌药品的若干问题WHO-GMP•WHO总部所在地•世界卫生组织(繁体字)•World HealthOrganization(大写字)WHO 大楼对面的铜像药品监管需要WHO 来协调发展中国家的标准新版WHO 技术报告961•Technical Report Series•WHO Expert committee on Specifications for pharmaceutical preparations•第45号技术报告•WHO-2010年10月28在日内瓦印刷,计428页WHO 药品制剂标准专家委员会GMP相关的内容•第45号技术报告增加二部分内容–监管指南Regulatory guidance–命名法、术语及数据库•附录由原来的7个增加到15个,包括:–Annex 2 药品微生物实验室规范–Annex 7 药品生产的技术转移–Annex 9 热不稳定产品贮运指南(冷链)–Annex 14 药品生产企业主档案起草指南–……•WHO的标准在发展,我国有落伍的风险从数据看GMP定位及定向-1•进入第三世界的药品市场,准入的基本条件是WHO的GMP。
•WHO疫苗主管部门的官员对预确认作了简介•今年上半年WHO网上公布的资料:可向第三世界供抗艾滋病、防治结核病以及疟疾药品清单,我国有240品种,但只有7个列入WHO的清单,约占3%。
•如跟不上WHO的发展,就有法规及丢失市场的风险,这一块市场可能被印度及其它国家占领。
•这大体上体现我国制药业的GMP水平及努力方向。
从数据看GMP定位及定向-2•应当肯定,我国GMP文本上向国际化迈出了一大步,然而体系、人员素质、装备,离国际化还有相当距离,这是社会主义初级阶段决定的。
•认为我国标准高于WHO,略低于欧盟标准,这种提法是比较乐观的自我评估--定位不准确。
中国GMP资深专家邓海根和钟光德(两位起草组专家)解读新版GMP几度风雨,几番革新,一个政策的本身,如果与民众安全用药的利益福祉息息相关,那么它的酝酿出台,就必然是一个缜密细致,反复推敲磨练的科学历程。
作为一份风行30年的主流行业媒体,适逢此番GMP重大修订,我们力求多元化对政策关键点进行深刻而专业化地解读。
因此我们策划了“新版GMP全聚焦”与“中国新版GMP编写专家独家访谈”两个系列的专题报道。
出于对政策发布时间与本报出版周期的综合考量,我们此次先行推出独家访谈系列,我们将关注的目光落到了新版GMP起草小组的专家身上。
毫不恭维地说,他们是起草新版GMP的骨干力量,是中国制药工业的智囊,是产业升级的践行者。
我们将直观的呈现他们对新版GMP的理解与思考,与您共同感受专家心目中的产业升级愿景。
本期对邓海根与钟光德两位起草组专家的访谈将作为开篇。
政策发布之后,本报将第一时间启动政策解读性的系列策划“新版GMP全聚焦”,届时将由政策出台的“设计师”——相关官员为您权威讲解政策要点,并汇聚专家、企业届的多种关注与评价,让你我一同感受中国医药主流力量的强国梦想。
邓海根:确保上市药品安全为使命作为中国GMP资深专家,原无锡华瑞制药的质量部负责人邓海根从上个世纪80年代无锡华瑞的建厂开始就在推动中国GMP的历程,在新版GMP即将正式颁布之际,他欣然接受了《医药经济报》的专访。
采访伊始,邓海根向记者详细地阐述了即将出台的新版GMP的修订背景,他对本报记者说,国际上近二三十年内,药品监管标准一体化的趋势明显加速,药品注册是药品质量保证的源头,1990年欧盟、日本、美国创建ICH人用药品技术标准国际协调会,这样,形成了先进工业国的“三驾马车”来决定国际认可的注册申报资料的格式和指导原则。
邓海根认为,我国制药行业吸纳了国际注册的先进经验,正在不断取得进展,至于GMP 与注册,只是药品生命周期的两个不同段阶,两者密不可分,顺应全球经济及时代的发展,走国际化的道路,这是必然的选择。
附录1:无菌药品第一章范围第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括注射剂、眼用制剂、无菌软膏剂、无菌混悬剂等。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第三条悬浮粒子、浮游菌、沉降菌和表面微生物等测试方法应按照相关标准执行。
第二章原则第四条无菌药品的生产须满足其质量和预定用途的要求,应最大限度降低微生物、各种微粒和热原的污染。
生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验。
第五条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第六条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,如采用机械连续传输物料时,应采用正压气流保护并监测压差。
物料准备、产品配制和灌装或分装等操作必须在洁净区内分区(室)进行。
第七条应按所需环境的特点确定无菌药品洁净生产区的级别。
每一步生产操作的环境都应达到适当的动态洁净度标准,以尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
第三章洁净度级别及监测第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:A级高风险操作区,如:灌装区、放置胶塞桶、敞口安瓿瓶、敞口西林瓶的区域及无菌装配或连接操作的区域。
通常用层流操作台(罩)来维持该区的环境状态。
层流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。
应有数据证明层流的状态并须验证。
在密闭的隔离操作器或手套箱内,可使用单向流或较低的风速。
B级指无菌配制和灌装等高风险操作A级区所处的背景区域。
C级和D级指生产无菌药品过程中重要程度较低的洁净操作区。
以上各级别空气悬浮粒子的标准规定如下表:注:(1)为了确定A级区的级别,每个采样点的采样量不得少于1m3。