NC_SST_I分解炉锥部结皮的处理
- 格式:pdf
- 大小:43.19 KB
- 文档页数:1
分解炉频繁结皮原因分析及处理-中国水泥技术网2009-5-23 作者: 瞿学坤刘飞姚公放,义煤集团水泥公司,河南渑池472411我公司5000t/d生产线于2006年6月26日投料试生产,其中分解炉采用喷—旋结合形成复合流场的炉型。
投产后,分解炉频繁结皮严重影响生产。
1 结皮情况每次结皮均在分解炉的4根三风道燃烧器周围并向分解炉锥体延伸,向上可到分解炉直段都有结皮,严重影响窑风入炉,造成分解炉燃烧器出口堵塞,分解炉多处发生过红炉,甚至造成窑系统无法运行而停产。
由于分解炉结皮严重造成停窑清理6次,每次清理费时费力,安全性极差,最长的一次清理用了5d。
窑运转率极低,最长的运转1个半月左右,最短的只有10d。
2原因分析该生产线最初设计使用长焰煤和贫瘦煤搭配的燃料,分解炉锥体上对称分布着4根法国皮拉德公司产的三风道燃烧器,用来强化煤粉在分解炉内的燃烧。
正式生产时考虑整个系统的适应能力,生产用原煤是陕西神木产优质烟煤,挥发分在25%~30%,与最初设计差别较大。
因燃烧器与下料点位置相距较远,煤粉燃烧放出的热能不能迅速被物料吸收,在炉锥体较小的空间形成局部高温造成结皮,甚至红炉;其次就是系统处于试生产,各种设备、电气故障多,开停窑次数较多,加上中控操作水平不熟练,导致分解炉温度波动大产生结皮。
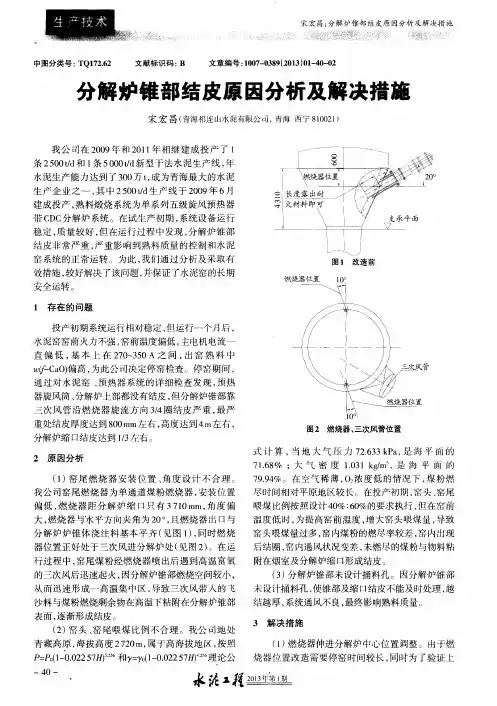
3第一次改造及预防措施3.1 改造方案1)取消4号燃烧器(即三次风入炉口右侧第一根),改为3根燃烧器供煤;3根燃烧器位置均向上提高1m;旋转角度由原来的20°改为0°;水平夹角由原来的30°改为10°;3根燃烧器与分解炉的中心的定位角度不变;燃烧器头部伸出炉浇注料表面300mm(改造示意见图1)。
图1 分解炉改造示意2)C4下料管撒料盒位置不变,用浇注料在撒料盒板体上浇注一个斜坡,即改现有板体与水平夹角15°为30°。
3.2 预防措施1)关小三次风,加强分解炉的喷腾效应。
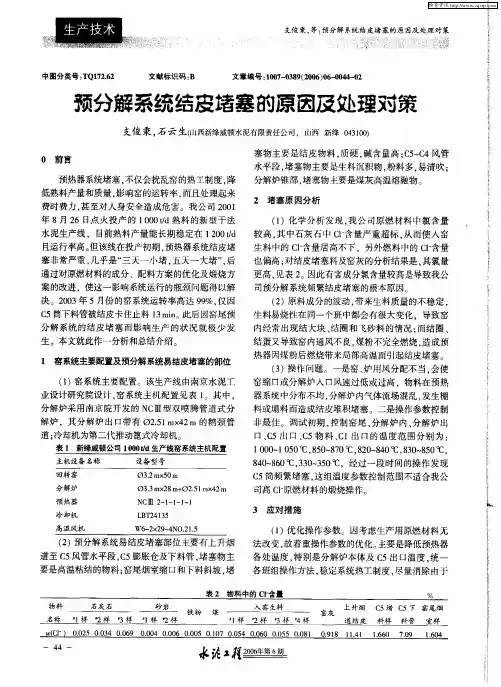
分解炉锥部结皮的影响及处理摘要:近年来,新型干法生产线预热器锥部及下料管处结皮堵塞很少,但烟室和分解炉锥部结皮仍然较多。
本文从对分解炉锥部结皮的原因及特征的分析入手,进而对其结皮现象产生的影响及处理方法进行了相关论述,希望能够起到抛砖引玉的作用。
关键词:分解炉锥部结皮影响处理一、概述我公司2500/d生产线于2012年5月2日点火试生产。
采用的是喷旋结合的管道炉炉内采用的两个直筒式燃烧器。
投产后,随产量的增加,分解炉锥部结皮愈来愈严重。
造成窑内产生还原气氛,煤粉不完全燃烧。
在投产后一个半月里因分解炉解皮停窑四次每次都要耽误生产12小时以上,开始在预热器锥体开了三个200×200的门子用人工清结皮而只是能够维持不停,清理十分危险,并且漏风严重,影响到热工制度的稳定,严重影响了熟料的生产质量,针对上述情况我公司积极联系设计院于2012年6月中旬进行了一系列的调整和技改。
二、分解炉锥部结皮原因及特征分析分解炉结皮,与生料中碱含量有关,有关方面测定,结皮中K20含量占10%左右。
同时与分解炉温度控制有关,一般炉温控制在900℃左右,就很少出现熔块和结皮现象,一旦超过950℃,炉内物料粘性增加,容易造成Ⅳ级下料管堵塞。
为保证分解炉正常工作,炉温不要控制过高,CaCO3,分解率也没必要达到100%,控制在85%~90%即可。
通常情况下,分解炉锥部结皮较为严重, 一般情况下,3~4天就需停窑处理。
其结皮主要发生在分解炉三次风入口至进料口之间部位, 见图1。
根据结皮与物料成分分析情况表明,结皮主要是由煤灰渣熔结其它物料而形成大块。
一般来说,分解炉锥体部位煤灰渣结皮的形成主要是由以下两方面原因造成的:A、燃煤的焦渣特征情况,只有焦渣特征值大于一定等级时方能形成具有一定强度的煤渣结皮;B、分解炉内燃料起火预燃速度快,炉内存在偏流造成锥体部位温度场分布不均、局部高温。
但此类结皮的分布特征是在分解炉锥体内衬局部位置形成结皮。
浅析分解炉结皮原因及处理措施
白银涛
【期刊名称】《河南建材》
【年(卷),期】2012(000)003
【摘要】综合分析了我公司分解炉锥体结皮的原因,提出处理措施,认为生产中加强操作,加强工艺管理,合理配料,有效控制原燃料有害成分,避免结皮。
【总页数】2页(P159-160)
【作者】白银涛
【作者单位】邓州中联水泥有限公司,474150
【正文语种】中文
【中图分类】TQ172.622
【相关文献】
1.水泥预分解系统的结皮、积料和堵塞的原因及处理措施浅析 [J], 邓德新
2.1000t/d预分解窑预热器结皮原因及处理措施 [J], 张淑广
3.分解炉锥部结皮原因分析及解决措施 [J], 宋宏昌
4.TSD分解炉预燃炉结皮原因及预防 [J], 史高勇
5.分解炉锥部结皮的原因与处理 [J], 楼美善;王广杰
因版权原因,仅展示原文概要,查看原文内容请购买。
分解炉频繁结皮原因分析及处理-中国水泥技术网2009-5-23 作者: 瞿学坤刘飞姚公放,义煤集团水泥公司,河南渑池472411我公司5000t/d生产线于2006年6月26日投料试生产,其中分解炉采用喷—旋结合形成复合流场的炉型。
投产后,分解炉频繁结皮严重影响生产。
1 结皮情况每次结皮均在分解炉的4根三风道燃烧器周围并向分解炉锥体延伸,向上可到分解炉直段都有结皮,严重影响窑风入炉,造成分解炉燃烧器出口堵塞,分解炉多处发生过红炉,甚至造成窑系统无法运行而停产。
由于分解炉结皮严重造成停窑清理6次,每次清理费时费力,安全性极差,最长的一次清理用了5d。
窑运转率极低,最长的运转1个半月左右,最短的只有10d。
2原因分析该生产线最初设计使用长焰煤和贫瘦煤搭配的燃料,分解炉锥体上对称分布着4根法国皮拉德公司产的三风道燃烧器,用来强化煤粉在分解炉内的燃烧。
正式生产时考虑整个系统的适应能力,生产用原煤是陕西神木产优质烟煤,挥发分在25%~30%,与最初设计差别较大。
因燃烧器与下料点位置相距较远,煤粉燃烧放出的热能不能迅速被物料吸收,在炉锥体较小的空间形成局部高温造成结皮,甚至红炉;其次就是系统处于试生产,各种设备、电气故障多,开停窑次数较多,加上中控操作水平不熟练,导致分解炉温度波动大产生结皮。
3第一次改造及预防措施3.1 改造方案1)取消4号燃烧器(即三次风入炉口右侧第一根),改为3根燃烧器供煤;3根燃烧器位置均向上提高1m;旋转角度由原来的20°改为0°;水平夹角由原来的30°改为10°;3根燃烧器与分解炉的中心的定位角度不变;燃烧器头部伸出炉浇注料表面300mm(改造示意见图1)。
图1 分解炉改造示意2)C4下料管撒料盒位置不变,用浇注料在撒料盒板体上浇注一个斜坡,即改现有板体与水平夹角15°为30°。
3.2 预防措施1)关小三次风,加强分解炉的喷腾效应。
分解炉缩口结皮的原因分析解决措施0 前言河南新乡平原同力水泥有限责任公司(以下简称“我公司”)第一条5000t/d水泥熟料生产线于2005年4月上旬建成投产运行。
2006年4月该生产线分解炉缩口结皮严重,使系统通风量减小,造成窑内产生还原气氛和煤粉不完全。
采用加大拉风后,则增大了高温风机的电耗,且把烧成带向窑尾移动,导致熟料提前成球而结粒偏大,黄心料、欠烧料较多。
据统计,此时熟料叫w(f-CaO)值平均在2.0%左右,28 d强度约降低5 MPa,严重影响了熟料产质量。
采取相应措施后,分解炉缩口结皮很少,熟料产量大幅度提高、质量明显好转。
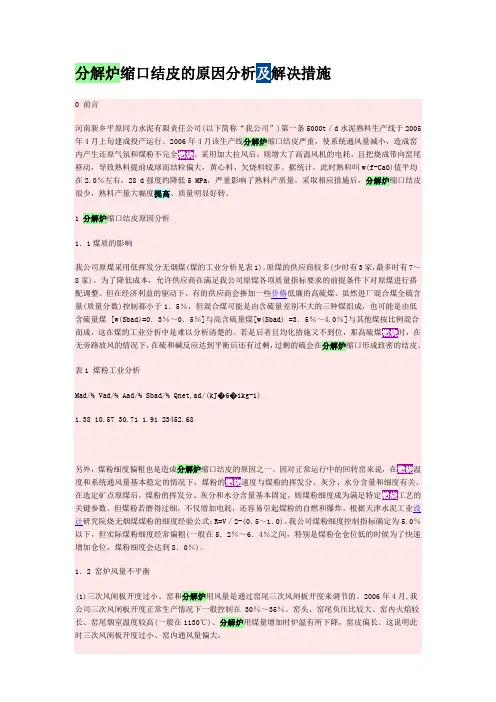
1 分解炉缩口结皮原因分析1.1煤质的影响我公司原煤采用低挥发分无烟煤(煤的工业分析见表1)。
原煤的供应商较多(少时有3家,最多时有7~8家)。
为了降低成本,允许供应商在满足我公司原煤各项质量指标要求的前提条件下对原煤进行搭配调整。
但在经济利益的驱动下,有的供应商会掺加一些价格低廉的高硫煤。
虽然进厂混合煤全硫含量(质量分数)控制都小于1.5%,但混合煤可能是由含硫量差别不大的三种煤组成,也可能是由低含硫量煤 [w(Sbad)=0.3%~0.5%]与高含硫量煤[w(Sbad) =3.5%~4.0%]与其他煤按比例混合而成,这在煤的工业分析中是难以分析清楚的。
若是后者且均化措施又不到位,那高硫煤时,在无旁路放风的情况下,在硫和碱反应达到平衡后还有过剩,过剩的硫会在分解炉缩口形成致密的结皮。
表1 煤粉工业分析Mad/% Vad/% Aad/% Sbad/% Qnet,ad/(kJ�6�1kg-1)1.38 10.57 30.71 1.91 23452.68另外,煤粉细度偏粗也是造成分解炉缩口结皮的原因之一。
因对正常运行中的回转窑来说,在温度和系统通风量基本稳定的情况下,煤粉的速度与煤粉的挥发分、灰分、水分含量和细度有关。
在选定矿点原煤后,煤粉的挥发分、灰分和水分含量基本固定,则煤粉细度成为满足特定工艺的关键参数。
分解炉缩口结皮的原因分析及解决措施(作者:江超,郝延辰,朱建妨本信息发布于2009年05月21日,共有2143人浏览) [字体:大中小]2 采取的措施2.1 稳定煤质首先,根据原煤的煤质、价格及供应商的信誉等因素确定2~3家作为长期稳定的供应商;其次,加强原煤的进厂质量检验,避免或减少使用高硫煤(如必须使用高硫煤,则应加强原煤预均化和均化工作);第三,降低煤粉筛余控制指标,由5.0%降低到3.0%,并在生产中严格控制,以提高煤粉的燃尽率。
2.2 合理用风在喂料量不变的情况下,三次风闸板开度加大,能增加分解炉燃烧空气量,降低了系统阻力;同时相应增加分解炉用煤量,有利于尾煤的充分燃烧,提高了入窑生料CaCO3分解率。
正常生产情况下,我公司三次风闸板开度一般控制在55%~65%。
当三次风闸板烧坏后,运转期内,为了完成当月的生产任务,可以采用向三次风管内扔耐火砖的办法,以改变窑炉的风量分配;系统检修时,则应及时对烧坏的三次风闸板进行更换处理。
2.3 保持合适的窑、炉用煤比例窑头用煤量的大小主要是依据入窑生料的喂料量和CaCO3分解率、生料易烧性、熟料f-CaO和升重、窑速及窑皮等因素来确定的。
分解炉用煤量主要是根据入窑生料分解率、生料易烧性、分解炉出口气体温度来调节的。
如果风量分配合理、入炉煤粉燃烧充分,但分解炉出口气体温度偏低,入窑生料分解率低,C5出口气体温度低,这说明分解炉用煤量过少,应增加。
如果预分解系统温度偏高,热耗增加,甚至出现分解炉内煤粉燃尽率低,煤粉到C5内继续燃烧,导致预分解系统产生结皮或堵塞,这说明分解炉用煤量过多,应降煤。
操作中,窑炉用煤比例取决于入窑生料分解率、生料易烧性、窑速及燃料的特性等。
一般情况下,窑头用煤控制在40%~45%、分解炉用煤控制在60%~55%时比较合适。
杜绝出现窑炉用煤比例倒置现象,应注意。
2.4 扩大分解炉主炉下缩口预分解窑窑尾气体成分表征了窑内燃料的燃烧状况及窑内的通风情况。
分解炉锥部结皮的原因与处理1 存在的问题我公司2 500 t/d熟料生产线,自xxxx年投产以来,分解炉锥部一直因结皮严重影响烧成系统的正常运转,大块结皮经常垮塌堵住分解炉缩口,严重时窑根本无法运行需停窑开孔清理。
据生产报表的统计,平均每年因结皮而造成的短时间止料养火处理多达21次,需停窑较长时间处理的达2次。
2 原因分析(1)我公司锥部结皮最严重的部位主要集中体现在三次风进口与C4筒下料管这一区域(见图1),因该区域恰好是三次风进入的位置,此处的气流中氧含量较高,是富氧区,分解炉的一只喷煤管喷嘴刚好位于富氧区,使得该区域煤粉燃烧速度过快,形成局部高温致使物料粘料结皮。
(2)三次风进入分解炉后形成切向气流,并在进分解炉接口部位又形成一个涡流,造成部分煤粉贴近浇注料燃烧。
(3)燃烧器的位置在C4筒撒料台与三次风口的中下部位,由于旋流与上升气流的影响致使物料和煤粉在上升过程中有部分被粘挡在撒料台的突出部位。
(4) C5筒下料管与烟室斜坡存在700 mm高的落差(见图2),从C5筒进入窑内的生料粉极易被窑内进入窑尾烟室的上升高温气流扬起,增加了气流中的粉尘浓度,加上硫、碱等有害成分的作用,导致缩口与锥部的结皮加剧。
3 改进措施(1)为了避开煤粉在三次风富氧区域和切向气流影响的部位燃烧,变动喷煤管的位置,把原先两根呈180°摆放的喷煤管,改为呈90°摆放(见图1),向撒料台喷煤。
(2)降低C5筒下料管使下料点与烟室斜坡保持在同一平面,从而减少物料与气流反向运动而带起的二次扬尘,降低入分解炉气体的粉尘浓度(见图2)。
4 改造效果从、技术改造后运行至今,锥部未出现结皮现象,停窑后检查也未发现有结皮。
改造后运行一年,也未发生一起因分解炉结皮而导致的工艺事故。
窑运行稳定,工人的劳动强度、工作环境也得到了较大幅度的改善。
预分解系统结皮的原因及预防措施预分解系统结皮是指高温生料与窑气中有害组分经过化学反应后形成粘附在内壁上的层状物。
在窑尾、烟室缩口、最下一级旋风筒及其下料溜子、分解炉等部位最容易产生结皮,结皮可导致通风面积减小,阻力增大,而迫使主排风机负荷增大。
结皮脱落时又极容易造成系统堵塞,影响正常的生产。
一般认为:结皮的产生与所用原料、燃料的成分,系统温度的变化,系统通风的情况,设备运转的情况以及工艺操作因素有关。
下面结合一些的具体情况,通过对预热器各级旋风筒中原、燃料中有害元素的分析,以及设备状况,工艺操作等有关因素,对结皮形成的原因进行分析以及相应的处理方法。
1.有害元素的影响有害元素主要包括硫、碱、氯等,它们是形成结皮的一个很重要的因素,煤炭作为目前水泥窑的主要燃料,是有害元素硫的一个重要来源,煤燃烧的大部分硫进入烟气中,烟气中带有大量的CaO生料粉,它在煅烧过程中与K2O、Na2O和SO3发生反应,生成各种硫酸盐物质,主要是K2SO4、2 CaSO4·K2SO4、K2SO4·H2O,,这些硫酸盐属于低熔点化合物,它们会粘附在器壁表面,使粘度增加,流动性减小,久而久之形成结皮。
消除有害元素的影响主要是控制硫、碱的摩尔比,硫碱的摩尔比过高或过低都易形成结皮。
即使硫、碱含量均较高,只要硫碱比在控制范围之内,对结皮也产生不了太大影响,因为原燃料中的大部分硫、碱可以中和在熟料中被带出。
经过分解后的物料进入回转窑后,在烧成带温度极高的情况下,使K2SO4 分解成气态的K2O 和SO3,挥发进入循环气流。
这些物质通过三次风管和窑返回到预热器中,在遇到低温时又生成成固相或液相化合物,附着在物料上被带回窑中,只有少部分热量和粉尘被排出,如此反复形成了预热器与回转窑中的碱循环。
在新型干法水泥生产线中,由于原、燃料中的氯化物在窑内烧成挥发,并随窑内气体进入预分解系统,在此遇到较低温度而凝结于器壁表面,从而使回旋中的物料发粘,流动性变差,附着于壁,累积而形成结皮,附着在物料上的部分氯又进入窑内煅烧,一部分挥发形成气态进入循环气流,这样就形成了氯化物的循环。
2006.No.1我公司2号熟料生产线采用NC-SST-I管道式分解炉,规格为Φ3.9m×24m,设计生产能力为
1300t/d,2004年10月投产。
进入2005年后,分解
炉锥部结皮十分严重,每次点火投料三四天后,分解炉出口压力就从-0.60kPa上升到-1.8kPa以上,系统风量和窑炉用风比例无法稳定,熟料产质量波动较大,窑内结球、结圈等工艺事故较多。
为了维持生产,在分解炉锥部增设捅灰孔,班班清理,仍多次出现大块结皮垮落,堵住分解炉下缩口,被迫停窑处理的事故。
该分解炉两煤粉喷嘴对称布置在锥部两侧,C4
下料管布置在三次风入炉口一侧煤粉喷嘴的偏上方。
现场观察,三次风管入炉口一侧存在明火,另一侧煤粉喷嘴入口忽明忽暗。
因煤粉喷嘴入口位置在三次风管入炉口的中部,入炉煤粉与含有大量新鲜氧气的高温三次风直接接触,迅速燃烧,放出大量的热量,而受入炉三次风和下料点的影响,在此一侧形成料的稀相区,放出的热量无物料来吸收,同时部分正在燃烧的煤粉在切向入炉三次风的作用下,被抛向炉壁,黏附到炉壁上,继续燃烧,在锥部形成局部高温,黏附未燃尽的煤粉及生料粉,使结皮逐渐增厚。
基于以上的分析,2005年5月6日,利用停窑的机会,将三次风管入炉口一侧的煤粉喷嘴向上抬高500mm左右,高于三次风管入炉口位置(见图1),一方面,使煤粉着火点靠近下料点,使燃烧能受到物料的抑制,减缓了煤粉的燃烧速度;另一方,避免高速切向入炉的三次风中携带过多未燃尽的煤粉,增加锥部结皮的几率。
改造后,虽三次风入炉口一侧仍存在明火,但温度明显下降,分解炉锥部结皮的情况大为改观,再未发生因锥部结皮严重停窑的事故。
NC-SST-I型分解炉具有炉容大、煤粉及物料
在炉内停留时间长的特点,火嘴位置的上移,并未造成入窑物料分解率的下降,而分解炉锥部结皮的减少,保证了系统风量的稳定,为窑系统实现稳产、高产创造良好的条件。
图1分解炉喷煤嘴改造前后位置
(编辑顾志玲)
中图分类号:TQ172.622.26
文献标识码:B
文章编号:1002-9877(2006)01-0053-01
NC-SST-I分解炉锥部结皮的处理
赵来山,倪宏山,尚国辉
(中宁赛马水泥有限公司,宁夏中宁
755100)
动。
改进后的上壳体衬板连接如图3。
图3
壳体加固
锤头断裂
,
造成细碎腔壳体衬板断裂。
因无备件,采用厚30mm的低碳合金结构钢16Mn制作壳体衬
板。
DCFP破碎机改进后3年多的运转情况表明,锤
头外型及材质的改进,有效防止了锤头的断裂,延长了锤头的使用寿命;销轴及锤盘的改进,防止了销轴的轴向及径向窜动,保障了破碎机的安全运行;上壳体经特殊处理,增强了壳体的刚性,衬板螺栓一次紧固不再松动;利用16Mn钢板制作的上壳体衬板,使用至今,仅正常磨损,未发现其他异常,预计使用寿命
至少为5年。
(编辑
王艳丽)
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
53--。