MCC-QA-001模具及配件来料检验作业指导书
- 格式:doc
- 大小:68.00 KB
- 文档页数:2
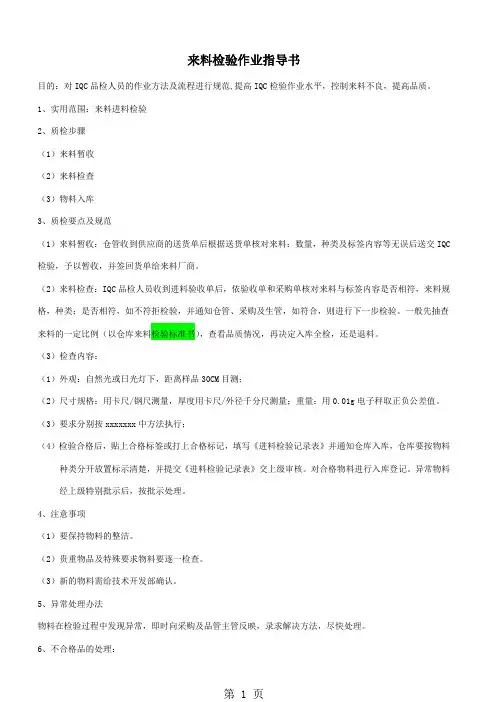
来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC 检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料检验标准书),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目测;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;重量:用0.01g电子秤取正负公差值。
(3)要求分别按xxxxxxx中方法执行;(4)检验合格后,贴上合格标签或打上合格标记,填写《进料检验记录表》并通知仓库入库,仓库要按物料种类分开放置标示清楚,并提交《进料检验记录表》交上级审核。
对合格物料进行入库登记。
异常物料经上级特别批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
6、不合格品的处理:(1)IQC 判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报上级主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购、生管、业务协商后,呈经理审批,按评审意见办理;(2)跟据供应商提供的改善方案,IQC 品管员对下批来料改善效果进行确认,并记录结果。
模具制程检验作业指导书【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)1、目的为确保公司内部加工零件质量,符合公司品质要求,防止因加工过程中的不合格零件流入下道工序而影响模具的制作周期与品质。
2、适用范围适用模具厂内部各工序加工的零件与装配中的模具。
3、定义:无4、职责4.1 各工序操作员对本工序的加工零件自检并填写?自检单?以及报检,加工组长复查后并签名。
4.2 制模组长负责加工后以及装配过程中工件的复检。
4.3 品质部制程检验员负责零件加工完成的检验制程巡检和关键零件终检, 监督纠正预防措施的实施。
4.4品质部文员负责将?质量异常联络单?及时交相关人员签批并将签批完成后的?质量异常联络单?复印给相关部门。
4.5品质工程师负责?模具厂纠正预防措施?的发出与跟踪,品质工程师负责?质量异常联络单?与?模具厂纠正预防措施单?的审核以及每月制程异常数据的统计与分析。
5.程序内容:5.1 操作员报检、制程检验员巡检5.1.1 各工序操作员在该工序加工完成后,严格按照加工要求以及零件图对外观、重点尺寸进行自检并填写好?自检单?,自检确认合格将?自检单?交加工组长审核后放置于机台指定位置报检。
制程检验员不停对机台巡检,收到机台操作员的报检信息或发现待检验区有已加工完成的零件,取下机台上的?自检单?,根据加工要求和零件图,结合电脑3D图对其外观、尺寸进行详细的检测。
如零件较复杂需要超过一小时的检测时间,需提前与制模组长沟通,以防止模具因非加工、装配停留的时间过长而延误交期,检验完成后,?自检单?由品质部制程检验组保存。
5.2 检验标准与测量方法深孔钻、钻床、铣床检验标准与测量经过检验假设零件外观、尺寸、性能等有一项或多项不符合加工要求那么判定该零件此加工工序的品质状态为不合格。
5.4 品质标识检验完成后,根据其零件的品质状态在物料上做好相应的品质状态标识〔物料质量合格贴绿色“QC.PASS〞标签,不合格贴红色“QC.REJ〞标签〕,必要时在物料上用油性笔标识好模号、零件号等信息。
上海XXXX有限公司热加工事业部
上海XXXXXX有限公司热加工事业部
上海XXX实业有限公司热加工事业部
上海XXX热加工部模具验收单
注:合格√可接受○不可接受×无关项目/
上海XXXXXXX有限公司
模具试模申请/验收单
模具类型:□浇注模具□砂芯模具□压铸模具 200 年月日
申请人:审核:计划:生产:质保:
R-TS-2144C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
模具接收单
编号:R-TS-2145C
上海XXXXXX有限公司
R-TS-2141C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
上海XXXXX有限公司
模具试模报告单
编号:R-TS-2147C
说明:合格 : “OK ” 不合格:“NG ” 对象外:“~”
编
号:R-TS-2148C
模具开发建议书
建议人:审核:批准人:。

1.目的为使模具检验标准化,确保外发模具回来的品质,。
2.适用范围适用于本公司所有外发模具(铝模、刀模、铜模)。
3.职责工程部技术员负责外发模具回来的品质检验。
4.作业内容4.1铝模铝模的检查依我们提供给供应商的样板、图纸及制作要求作为依据进行。
4.1.1检查模具表面无刀印、凸点、凹点、损伤、变形、翘曲、披锋、利角,NOKIA产品的切角标记位置正确(产品标记为正时,切角标记在左上角);4.1.2检查模具上的所有标记的大小、样式、位置与样板或图纸一致,日期号码是否装反;4.1.3检查模具四周倒扣的大小、位置与样板或图纸一致;4.1.4检查模具中间倒扣的大小、位置与样板或图纸一致;4.1.5检查模具边上一圈的形状与样板或图纸致,需逐步认真仔细检查;4.1.6检查模具型腔横排一排的形状、结构与样板或图纸致,需逐步认真仔细检查;4.1.7检查模具型腔竖排一排的形状、结构与样板或图纸致,需逐步认真仔细检查;4.1.8检查NOKIA产品要求标准化的位置的尺寸与图纸或样板相符;4.1.9检查所有倒扣的深度尺寸(一般为IOmm或8mm)与图纸或样板要求相符;4.1.10检查所有堆叠位的深度尺寸(周围一圈及中间的)与图纸或样板要求相符;4.1.11检查型腔的深度尺寸与图纸或样板相符;4.1.12检查型腔的尺寸与图纸计算料厚及缩水后的尺寸或样板的背面尺寸相符;4.1.13检查模具的针眼孔(汽孔)没有漏钻。
如果模具排在板上,检查铝板的大气孔没有漏钻;4.1.14检查模具的长度尺寸与要求相符(要求模具长宽尺寸比样板长宽尺寸单边大2.5mm);4.1.15检查模具的排模尺寸与我们要求的排模尺寸相符。
对于排好模的整板模具,需检查背面用于单个模具与铝板固定的镁丝是否沉入铝板并与铝板面平,模具的板本号及日期字码位置是否有留开口用于更换板本号或日期字码;4.1.16检查上模无披锋、利角,并有装四个定装夹螺丝,并且装夹螺丝的有效装配的螺纹长度在6mm以上;4.1.17将上模与吸塑罩或下模进行装配,检查可移动的间隙是否有5mm或以上,通过与吸塑罩装配检查压位是否正确;4.1.18对于4.1.1—4.117项目检查合格的,与生产部协商按排,不用上模制作一个吸塑罩,对吸塑罩进行4.11—4.1.11项目检查,并装入实物进行检查间隙与样板或图纸一致。
一.目的:为有效控制外购物料品质,确保验收作业的顺畅以满足正常生产的需要。
二:范围:适用于本公司所有原材料的检验。
三.准备工作:
3.1 整理好工作场所及工作台面,防止类似产品混料;
3.2 准备好测试用的相关仪器及工具;
3.3 准备好相关的图纸、标准、样板、记录表单等;
四.检验流程图:
五.作业方法:
5.1 IQC收到仓库送来的<<送货单>>后,即对来料开始验收;
5.2 以订单资料,检验标准,实物样板(含配件部分)作为依据进行检验;
5.3 按抽样计划对来料的性能、外观工艺、尺寸、结构进行逐个检验;
5.4 依照检验顺序图和"判定及处理"方案,对来料合格品与不良品进行处理;
六.注意事项:
6.1 仓库收货员在接收/清点来料时,应该将物料按不同类别排放整齐,以便IQC检验;
6.2 验收过后的物料,IQC应力求按原包装方式封装;
6.3 为保证"收货区"的场地周转,原则上当天的来料当天验收完毕;
6.4 对无采购订单或无验收资料及样板的物料,IQC应主动通过物控部跟催采购尽快提供;
6.5 对生产急需的物料,由厂部及质检部主管签名可免检投产,但IQC需上线跟踪;。
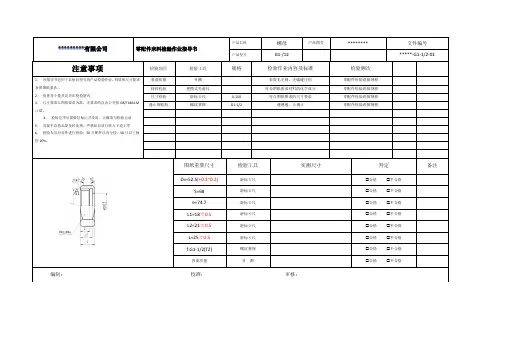
*********有限公司零配件来料检验作业指导书
产品名称螺母产品图号********文件编号
产品型号G1-/12*****-G1-1/2-01注意事项检验项目检验工具规格检验作业内容及标准检验频次
1.该指导书适用于其他同型号的产品检验作业,材质和尺寸要求参照图纸要求。
2.检查各个量具是否在校检期内
3.尺寸要求以图纸要求为准,无要求的自由公差按GB/T1804-M 计算。
4.检验完毕后要做好标记并及时、正确填写检验记录
5.发现不合格品要及时处理,严禁私自放行转入下道工序
6.检验人员对首件进行检验;50只配件以内全检;50只以上抽检20%。
表面质量目测表面无毛刺、无磕碰压伤零配件检验组批规程
材料检验便携式光谱仪符合图纸要求材料的化学成分零配件检验组批规程
尺寸检验游标卡尺0-150符合图纸要求的尺寸要求零配件检验组批规程
通止规检验螺纹塞规G1-1/2通规通,止规止零配件检验组批规程
图纸重要尺寸检验工具实测尺寸判定备注
D0=52.5(+0.1~0.2)游标卡尺☐合格☐不合格
S=68游标卡尺☐合格☐不合格
e=74.7游标卡尺☐合格☐不合格
L1=18±0.5游标卡尺☐合格☐不合格
L2=21±0.5 游标卡尺☐合格☐不合格
L=25±0.5游标卡尺☐合格☐不合格
f:G1-1/2(TZ)螺纹塞规☐合格☐不合格
表面质量目测☐合格☐不合格
编制:校准:审核:。
塑胶模具来料检验作业指导书作业指导书:塑胶模具来料检验一、引言塑胶模具是塑料制品生产过程中不可或缺的重要工具,其质量直接影响到最终产品的质量。
为了确保塑胶模具的质量,需要进行来料检验。
本作业指导书旨在指导相关人员进行塑胶模具来料检验的操作流程和标准。
二、检验准备1. 检验设备准备:准备齐全的检验设备,包括显微镜、卡尺、量具、平板仪等。
2. 检验环境准备:确保检验环境干净整洁,无尘、无杂物。
三、检验流程1. 样品接收a. 接收来料,并核对来料数量与送检单是否一致。
b. 检查包装是否完好无损,避免因运输过程中造成的损坏。
2. 外观检验a. 检查模具外观是否完整,无明显划痕、裂纹、变形等缺陷。
b. 检查模具表面是否有气泡、凹陷、砂眼等不良现象。
c. 检查模具的颜色是否与样品要求一致。
3. 尺寸检验a. 使用卡尺、量具等工具,测量模具的尺寸,包括长度、宽度、高度等。
b. 检查尺寸是否符合设计要求,是否存在偏差。
4. 材料检验a. 根据模具的材质要求,进行材料检验。
b. 使用显微镜等工具,检查材料表面是否平整,无明显气泡、杂质等。
5. 功能性检验a. 根据模具的功能要求,进行相应的功能性检验,如模具的开合力、模具的使用寿命等。
b. 进行模具的装配测试,检查模具的配件是否完好,是否能正常使用。
6. 检验记录a. 将检验结果记录在检验记录表中,包括样品信息、检验项目、检验结果等。
b. 如发现不合格的模具,需记录不合格原因,并及时通知相关部门进行处理。
四、检验标准1. 外观检验标准:模具外观应完整无损,无明显划痕、裂纹、变形等缺陷。
2. 尺寸检验标准:模具尺寸应符合设计要求,允许一定的尺寸偏差。
3. 材料检验标准:模具材料应符合相关标准,表面应平整无气泡、杂质等。
4. 功能性检验标准:模具的功能应符合设计要求,开合力、使用寿命等应满足相应标准。
五、安全注意事项1. 在进行检验操作时,应佩戴相关的个人防护装备,如手套、护目镜等。
1.目的为了能保证成品检验的有效实施,防止未经检验的不合格品入库而导致客户使用。
2.适用范围适用于公司生产的各种包装或者将要包装的成品检验。
3.权责3.1 生产车间:负责将待检的成品送至待检区(大件可放在生产现场,但要告诉检验人员产品摆放位置)。
3.2品管部:负责成品的检验、处置,填写检验报表。
3.3 PMC部(仓库):负责将合格品入库。
4、工作步骤4.1 按照《抽样检验管理规定》要求进行抽样;4.2 抽样时要分散,分层,抽样不能在同一个板上抽;4.3 依据订单核对客人PO#号和麦头资料;4.4 外箱要保持干净整洁,封箱不能起皱,外箱纸质要与工程资料相符;4.5 详细检验步骤见《最终检验管理规定》内“最终检验流程图”说明。
5、检验重点:5.1 落地试摔标准::5.1.1 一点三棱六面;5.1.2 试摔高度标准:0-9kg试摔高度为76CM; 9-18KG试摔高度为65CM; 18-27KG试摔高度为45CM; 27-35KG试摔30CM;5.2 组装灯具:5.2.1 整灯不能歪斜,各配件组合不能有缝隙和错位;5.2.2 灯体尺寸要在工程资料允许的公差范围内;5.2.3 电源线出线长度是否与资料或客人要求相符合,若是线上开关距离出线位置不能小于20CM,电线标贴于距插头3寸处;5.3 外观检验重点:5.3.1 灯罩尺寸与灯架尺寸是否与资料符合,不能有脱纱和生锈或脏污以及漏光等不良。
5.3.2 灯头规格以及瓦特标是否资料相符合;5.3.3 灯体表面不有刮痕和脏污或其它杂质,颜色整体一致不能有色差;5.3.4 底座标签要与资料相符合;5.3.5 底座要平稳,不能有歪斜以及所贴绒布不能外露,要干净整洁;5.3.6 电源线上字体要清晰,不能模糊不清;5.4 高压测试:5.4.1 1500VAC漏电电流5mA,1秒钟,无击穿高压机无报警即合格。
5.5 极性测试:UL插头正负极区分为:5.5.1 宽为负极,窄为正极,即(光滑有字麦的为正极,有棱角的为负极),5.5.2 另外有黑白引线:黑色为正极,白色引线为负极:5.5.3 绿色电线是地线;5.6 斜度测试:5.6.1 桌灯8度测试前后不倾倒;5.6.2 朝天灯12度前后不倾倒;5.6.3 儿童灯15度前后不倾倒。
作业指导书文件编号:编制:审核:批准:版本号:生效日期:1目的对模具品检人员的作业方法及流程进行规范,提高检验作业水平,控制来料不良,提高品质。
2范围适用我司所有外购拉丝模具及本公司维修的模具和过程待检模具。
3检验内容3.1模具的材质3.1.1模具的材质选择严格按照生产选择材质。
3.1.2模径的公差按照拉丝生产要求公差尺寸偏差进行检验。
3.1.3模具入口角度、光洁度,定径及反口。
4准备工作准备相关检验资料及工具:显微镜、脱脂棉、木制牙签、镊子、超声波清洗机、空压气枪等。
5检验方法5.1 来料的核对5.1.1模具外套的大小、规格是否有误.5.1.2模具的材料是否符合所定购的材料。
(如不锈钢外套、钛合金外套、天然钻、或人工合成模)5.1.3先对待检模具进行全面清洗并吹干。
5.1.4清洗好后的模具放置显微镜下进行目视,如内壁还是模糊不清可用牙签或脱脂棉进行擦拭。
5.1.5目测第一步先看入口角度,能否适合拉伸要求,第二步看孔型,第三步看光洁度,第四步看模具有没有反口。
如否合以上四点就可判定该模具为合格。
5.1.6检验合格的模具由模具检验员进行区分,并告知模具管理人员进行入库。
不合格新品模放入不合格区,不合格维修品则放入待修区,5.1.7模具入库后模具管理人员针对区分后的模具填写模具跟踪卡。
6相关记录模具跟踪卡HF/SC-024机台模具使用状况跟踪卡HF/SC-040不合格模具退货单HF/SC-0237相关文件模具管理制度HF/JS(03)-2007模具检验标准HF/JS-025。
篇一:塑胶模具来料检验作业指导书德信诚培训网来料检验作业指导书1.0目的为来料检验人员明确来料品质质量要求,特制定此通用标准作为来料检验的标准,同时提供给供应商了解本公司的品质水平要求,加强品质管理。
2. 适用范围适用于本厂所有外发加工产品、辅料、包装材料入厂时的检验。
3.权责单位3.1检验规范由品保单位制定,品保单位经理核准后发行。
3.2所制定之规格,如有修改时,须经原核准单位同意后修改之。
4.0检验依据4.1依据工程提供产品图纸进行检验。
4.2依据工程提供的产品样板进行检验。
4.3依据制定的检验标准以及相关的资料进行检验。
5.0检验标准5.1检验工具卡尺、工具显微镜、投影仪、点卡、刀片、3m600胶纸、rac耐耐磨仪、硬度测试仪、酒精、棉布等。
5.2允收标准a. 外观按照mil-std-105e一般检验水准ii抽样,aql定为cri=0、maj=0.65、min=1.0;b. 性能测试按照mil-std-105e特殊检验水准s-1抽样,aql定为c=0;c. 尺寸按照mil-std-105e特殊检验水准s-3抽样,aql定为c=0.5.3缺陷定义a. 缺陷(cri):产品功能完全失常或会导致使用者或操作者生命安全之缺陷。
b. 缺陷(maj):产品部分功能、结构失常或严重的外观不良会导致客户拒收或抱怨的缺陷。
更多免费资料下载请进:好好学习社区篇二:模具制程检验作业指导书篇三:工装模具验证作业指导书工装模具验证作业指导书工装模具验证作业分三个阶段进行.手工样件阶段,以能生产合格样件为目的,由试制组组织进行.小批试生产及批产阶段工装模具的验证作业由技术部组织,汇同生产部,质量部共同进行.所有工装模具在进行手工样件,小批试生产,及批产前都必须进行验证.所有批产的工装模具,都必须对工装模具的设计任务书,设计计算书,各种设计图纸及有关标准的相符性进行审核校验.对各零部件的材质,外协外购件,对各零件热处理及效果进行检验.对零件的强度,刚度,精度进行必要的检验.对工装模具的装配精度,对工装模具的精度,刚度,安全性,操作的方便性,维修性能,生产效率,生产质量的满足性,质量的稳定性等进行检验.所有合格工装模具都必须出具操作说明书,防错一览表.所有工装模具都必须经检验合格后,才能投入正式生产.所有工装模具经检验合格后,打上相应编号。
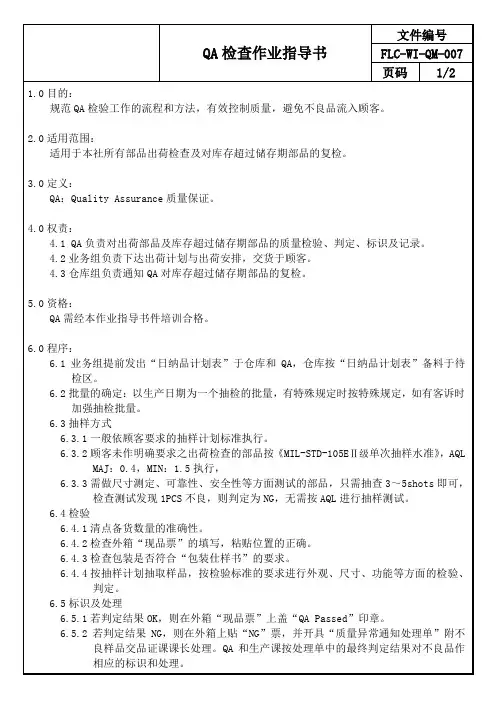
QA检验作业指导书关键信息项:1、检验标准与规范2、检验流程与步骤3、检验设备与工具4、检验记录与报告5、不合格品处理方式6、检验人员职责与权限11 检验目的本协议旨在明确 QA 检验作业的流程、标准和要求,确保产品质量符合相关规定和客户需求。
111 适用范围适用于本公司所有产品的检验作业。
12 检验标准与规范121 产品应符合国家、行业及企业内部制定的质量标准。
122 依据产品设计图纸、工艺文件和相关技术要求进行检验。
123 参考客户提供的特殊质量要求和验收标准。
13 检验流程与步骤131 进料检验1311 供应商送货后,仓库人员通知 QA 检验员进行检验。
1312 检验员依据检验标准对原材料、零部件进行外观、尺寸、性能等方面的检验。
1313 记录检验结果,合格则办理入库手续,不合格则按照不合格品处理流程执行。
132 过程检验1321 生产过程中,按照规定的检验频率和检验点进行巡检。
1322 重点检查工艺执行情况、半成品质量状况。
1323 发现问题及时通知生产人员进行调整和改进。
133 成品检验1331 成品完成后,进行全面的质量检验。
1332 包括外观、功能、包装等方面的检验。
1333 依据检验结果判定产品是否合格,合格产品准予出货,不合格产品进行返工或报废处理。
14 检验设备与工具141 配备必要的检验设备,如量具、仪器仪表等,并定期校准和维护。
142 确保检验设备的精度和准确性满足检验要求。
143 检验工具应妥善保管,使用后及时归位。
15 检验记录与报告151 检验过程中应如实记录检验数据和结果。
152 检验记录应清晰、完整、准确,便于追溯和查询。
153 按照规定的格式和要求编制检验报告,及时向上级汇报检验情况。
16 不合格品处理方式161 对于不合格品,应进行标识和隔离。
162 分析不合格原因,确定处理方案,如返工、报废、降级使用等。
163 对返工后的产品重新进行检验,确保符合质量要求。
塑胶模具来料检验作业指导书一、引言塑胶模具是塑料制品生产过程中不可或者缺的重要工具,其质量直接关系到产品的成型效果和质量稳定性。
为了确保塑胶模具的质量,来料检验是必不可少的环节。
本文将针对塑胶模具来料检验的作业指导书进行详细论述。
二、检验项目1. 外观检验外观检验是塑胶模具来料检验的首要项目。
检查模具表面是否有明显的划痕、凹陷、气泡等缺陷,以及是否有颜色不均匀、变形等问题。
同时,还需要检查模具的尺寸是否符合设计要求,是否存在尺寸偏差过大的情况。
2. 材料检验材料检验是判断塑胶模具质量的重要指标之一。
要对模具的材料进行检验,包括原料的配方、成份、硬度等方面。
确保模具使用的材料符合相关的标准和要求,以保证模具的使用寿命和稳定性。
3. 组装检验塑胶模具通常由多个零部件组成,组装检验是为了确保各个零部件装配的准确性和稳定性。
在组装检验中,要检查模具的各个部件是否装配到位,是否存在松动或者错位的情况。
同时,还要检查模具的活动部件是否灵便,是否存在卡滞或者磨擦过大的问题。
4. 功能检验功能检验是模具来料检验的关键环节。
要检查模具的功能是否正常,包括开模和闭模的灵便性、模具的定位精度、模具的冷却效果等方面。
通过功能检验可以判断模具是否能够满足产品的成型要求,以及模具的使用寿命和稳定性。
三、检验方法1. 目视检查法目视检查法是最常用的检验方法之一,通过肉眼观察模具的外观、尺寸等特征来判断其质量。
在目视检查中,应该注意细节,如模具表面的光洁度、零部件的装配精度等。
同时,还可以借助放大镜等工具来进行细微缺陷的观察和判断。
2. 测量检查法测量检查法是用测量工具对模具的尺寸、角度等进行精确测量的方法。
常用的测量工具有卡尺、游标卡尺、角度尺等。
通过测量检查可以得到更准确的尺寸数据,判断模具的尺寸是否符合要求。
3. 功能测试法功能测试法是通过模具的实际使用来检验其功能是否正常。
可以使用模具来进行试模,观察开模和闭模的灵便性、产品的成型效果等。
页码Effective Date: 生效日期来料检验作业指导书 Incoming Inspection WorkInstructionof 10 Document Name:26-Apr-2023Originated by: Kerry Zhou 起草人:周方游Co-approved by: 审核人:赵桂林Approved by: 批准人:Title: engineer 职位:工程师Title:职位:质量主管 Title: 职位: Signature: 签名: Signature: 签名: Signature: 签名:Date:25-Apr-2023 日期:Date: 25-Apr-2023 日期:Date: 25-Apr-2023 日期:1.0 Purpose 目的The objective of this procedure is to define a standard inspection method in performing inspection andtesting of components or materials.本程序目的在于定义对元件或材料进展检验/测试的标准操作方法。
2.0Scope 适用范围This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification.本程序适用于全部依据元件和材料规格进展检验和测试的元件和材料。
3.0 Sampling / Equipment Used 取样 / 使用设备3.1 Per sampling plan stated in the Incoming Inspection Procedure: AQL :MA=0.4、MI=1.0依据来料检验程序所规定的抽样打算;AQL:MA=0.4、MI=1.0 级别进展抽样. 3.2 Inspection Aids 检验工具4.2.1 LCR Meter / LCR 测量仪4.2.2 Fluke Multimeter / Fluke 万用表4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜 / 显微镜4.0Reference Documents 参考文件3.1 Customer ’s A 客V L 户/承受的供给商清单3.2 Manufacturer Part Specification / 供给商的元件规格 3.3 Yamaoka AVL List / 本公司的 AVL3.4 QAP-010 : Incoming Inspection Procedure / 来料检验程序3.5SOP-QA-003 : Material Aging Control Procedure / 物料保质期把握程序5.0 Inspection Criteria / 检验要点5.1 MFG AVL Verification / 生产厂商确认Verify that the parts are from the authorized vendor per AVL list. 依据 AVL 清单验证元件是否为成认厂商。
1. 目的为了保证塑料制品的质量,在产品来料时严格把关,使其达到生产要求和满足客户的要求,本检验作业指导书规定了注塑零件的具体检验要求、项目和方法,以及来料抽样方案。
本作业指导书适用于塑料件制成,外壳及有关塑料件以及二次加工件制品(喷涂、丝印、电镀)的检验与验收2. 流程开始供应商送货到仓库仓库清点数量IQC 按照抽样标准是否足数供应商补余数供应商是否按要求提供检验报告退货给供应商IQC 按照作业指导数检验并出具检验报告报告是否合格来料入库是否紧急物料来料按特采程序处理是是是是否来料贴合格标记否否否是3.抽样标准品质检验人员抽样计划依照抽样标准图,单次抽样。
如客户有特殊要求,以客户提供之抽样水准抽样。
品质检验允收水谁(AQL):Min:1.5 Maj:1.0 Cri:0.0。
抽样计划采用“分批检查,分批验退”的方式4.术语:4.1 缺陷等级分类:致命缺陷(Cri):指由经验和判断表明产品不符合产品功能的缺陷,在正常使用、维修和保管中会对人身造成安全危险的缺陷。
严重缺陷(Maj):指影响产品正常使用功能,降低产品可靠性或严重影响产品外观的缺陷。
轻微缺陷(Min):偏离限定标准,但不影响产品正常使用功能或外观缺陷不太明显的缺陷。
4.2 表面分类:S面:在正常的产品操作中可见的透明表面。
如透明水尺,显示屏A面:在正常的产品操作中可见的表面。
如:产品的正面,手柄、旋律B面:在正常的产品操作中不常可见的表面。
如:产品的后面C面:在正常的产品操作中不可见的表面。
如:产品底面和非外露面4.2 注塑外观缺陷1)异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
2)气丝(气纹):由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
3)塌坑(缩水):由于材料收缩,在产品胶位厚的地方或进胶口远端产品局部整体表面下陷。
4)熔接缝(夹水线):产品在成型过程中,二股以上的融熔料相汇合的接线,目视及手感都有感觉。
XXX精密模具有限公司
模具及配件来料检验作业指导书文件名称:模具及配件来料检验作业指导书
文件编号: MCC-QA-001
版本: A/0
生效日期: 2019年05月16日
编写:批准:
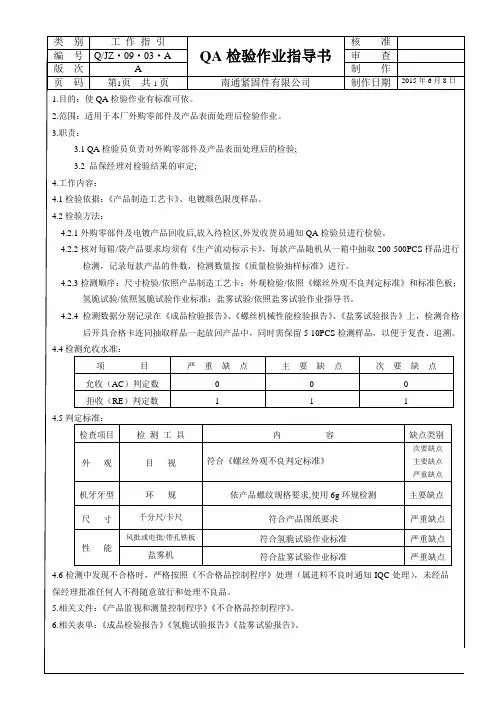
1.目的:使模具及配件来料检验有据可依。
2.范围:适用于工模部的所有外购物料的检验
3.权责:仓管负责点数暂收物料,产品工程部或工模主管负责审批及不合格处理。
4.内容:
4.1工模来料(含委外加工)一律为免检物料。
货仓采用暂收形式,由仓管员负责点
收,产品工程部或工模部主管负责验收,如不合格模具或配件则在送货单中注明,交于总经理审批,采购部联络供应商处理.。