脉冲偏压 电弧离子镀CrAlN 2006
- 格式:pdf
- 大小:769.80 KB
- 文档页数:5
Equipment Manufacturing Technology No.8,2020电弧离子镀制备TiN、CrN、TiCN、AITiN和TiSiN涂层性能研究何诗敏,何世斌,陈震彬,陆惠宏,田灿鑫(岭南师范院物理与技术院,广东湛江524048)摘要:电弧离子镀制备TiN(CrN(TiCN(A1T1N和TiSiN广泛应用的硬质涂层,采用XRD、(EM检测涂层的结构及表面磨损形貌,采用显微硬度计、摩擦磨损仪检测涂层的硬度及摩擦系数及电化学工作站分析测试涂层的耐腐蚀性能,得到:TiN、CrN、TiCN、A1TiN和TiSiN涂层均为面心立方结构,CrN硬度2000HV,各种摩擦条件下摩擦系数稳定在0.6左右,自腐蚀电流密度3.2x1076A/c;2。
TiSiN涂层硬度最高3000HV。
TiCN涂层摩擦系数最低,稳定阶段在0.25。
TiN 和AlTiN涂层摩擦系数较大超过0.7O关键词:硬质涂层;显微硬度;耐磨性y耐腐蚀性中图分类号汀G117.1文献标识码:A现代加工制造业飞速发展-机加工效率越来越高,工模具的服役条件越来越严苛,传统工模具表面处理难以满足多样化的技术要求,制约了加工制造业的发展。
物理气相沉积(PVD)硬质耐磨涂层在保有基体性能基础上,进一步提升基体材料使役性能,被广泛应用在工模具表面提升工模具的使用性能[1],为工模具技术的发展提供了新的思路。
面对当前新的经济,加工制造业在保加工质产质的,要进一步成本,并在此基础上实现更高的经济效益,对人的硬质耐磨涂层提了高的技术要求>2@。
此,了解工业化涂层的性能,质并满足求的涂层,对提升业的具有要的现实。
PVD硬质耐磨涂层技术的发展,越来越多的涂层材料用工模具表面处理,择使用来了,用TiN、CrN、TiCN、AlTiN TiSiN涂层用具表面处理[3-8],其AlTiN用于高的速,TiSiN用于高的高速。
TiN、CrN、TiCN用成型模具模具表面处理[9-I0]o CrN AlTiN涂层可用模具模具的表面处理>II-I2],并且CrN 涂层用具有一性的服役环境。
电磁场控制的电弧离子镀弧源设计及沉积工艺的研究电磁场控制的电弧离子镀弧源设计及沉积工艺的研究一、引言在现代工业生产中,电弧离子镀(Arc Ion Plating,本人P)技术以其高效、环保、表面改性效果好等特点被广泛应用于金属、陶瓷、玻璃等材料表面的处理。
而电弧离子镀的关键核心装置就是电弧源。
而在电弧源的设计中,电磁场控制的技术应用更是提高了离子镀的性能。
二、电弧源的基本结构1. 传统电弧源的结构组成传统的电弧源由阴极、阳极和电弧区组成,电弧区是电弧源的核心部分,也是电弧发生的地方。
在电弧区产生的电弧通过高温、高能量的离子束照射到材料表面,从而实现表面的改性处理。
2. 电磁场控制的电弧源结构电磁场控制的电弧源在传统电弧源的基础上增加了电磁场的控制装置,通过电磁场的作用,使电弧区形成稳定、均匀的电弧,提高了电弧的稳定性和能量密度,从而提高了离子镀的效果。
三、电弧源的电磁场控制原理1. 磁场控制电弧的作用通过在电弧源周围加上磁场,可以控制电弧的弧焰形状和大小,提高电弧的稳定性和均匀性,使得电弧能够更集中地照射到材料表面,从而提高了离子镀的效率和质量。
2. 磁场控制的影响因素磁场控制电弧的效果受到多个因素的影响,包括磁场的强度、方向、形状等因素,以及电弧源的工作状态等。
通过合理调节这些因素,可以实现最佳的电弧控制效果。
3. 电弧源与磁场控制的结合在电弧源的设计中,合理地加入磁场控制装置,并通过精密的电磁场控制系统,可以实现对电弧的准确控制和精细调节,从而提高离子镀的效果和稳定性。
四、电弧离子镀工艺的研究1. 电弧离子镀的基本原理电弧离子镀是一种表面处理技术,通过离子束对材料表面进行改性处理。
在电弧离子镀中,离子束的能量和流密度是影响镀层质量的重要因素。
2. 电弧离子镀的沉积工艺在电弧离子镀的实际工艺中,除了电弧源的设计外,气氛控制、工艺参数的选择和控制、基材的预处理等都对镀层的形成和性能有重要影响。
通过合理的工艺设计和控制,可以获得具有良好性能的表面镀层。
多弧离⼦镀膜机的⼯作原理和应⽤介绍真空镀膜机⾏业最长见的镀膜技术有电阻蒸发镀膜,多弧离⼦镀膜,磁控溅射镀膜,也是⽇常最常⽤的镀膜技术,三种
镀膜技术,各⾃有各⾃的优势,像电阻蒸发镀膜技术⼀般镀熔点低,易汽化的膜材,多弧离⼦镀膜技术的对⼯件材料就是要求⽐较的严格,⽽磁控溅射镀膜技术⼏乎什么材料都能,应⽤⾮常⼴泛,在这就不详细多讲。
真空⾏业中多弧离⼦镀膜机使⽤的是多弧离⼦技术,那么汇成真空⼩编今天要讲的是多弧离⼦镀膜机的⼯作原理和应⽤介绍有哪些?
多弧离⼦真空镀膜机是⼀种⾼效、⽆害、⽆污染的离⼦镀膜设备,具有沉积速度快、离化率⾼、离⼦能量⼤、设备操作简单、成本低、⽣产量⼤的优点。
离⼦镀膜其实是离⼦溅射镀膜,对于导电靶材,使⽤直流偏压电源;⾮导电靶材,使⽤脉冲偏压电源。
有的多弧离⼦镀膜机,可能还需要直流电弧电源或脉冲电弧电源。
偏压电源其实就是在阴极和样品所在位置的阳极之间形成偏压电场,⼀般是阴极加负⾼压。
阴极表⾯的⾃由电⼦在电场作⽤下定向加速发射,发射电⼦轰击⽓体分⼦,使之电离,并且⽓体被驱出的电⼦被电场加速,继续电离其他⽓体分⼦,连续不断,形成雪崩效应,⽓体被击穿,形成恒定的电离电流。
此时离⼦也被加速,轰击靶材,将靶材中的原⼦驱除出表⾯,并沉积在样品表⾯。
多弧离⼦镀膜机的应⽤,多弧离⼦镀膜机⽤于不同档次五⾦产品,⼀般的建筑五⾦件、锁具,⽤多弧离⼦镀膜设备可胜任,中⾼档次产品如表带、表壳、眼镜框、⼿机壳、⾼尔夫球具、卫浴洁具、饰品等,⼀般采⽤电弧/中频(+直流)磁控溅射复合型镀膜设备,根据装载量选⽤⼤⼩机型。
该设备可镀黄⾦⾊、玫瑰⾦、咖啡⾊、棕⾊、古铜⾊、蓝⾊等装饰膜。
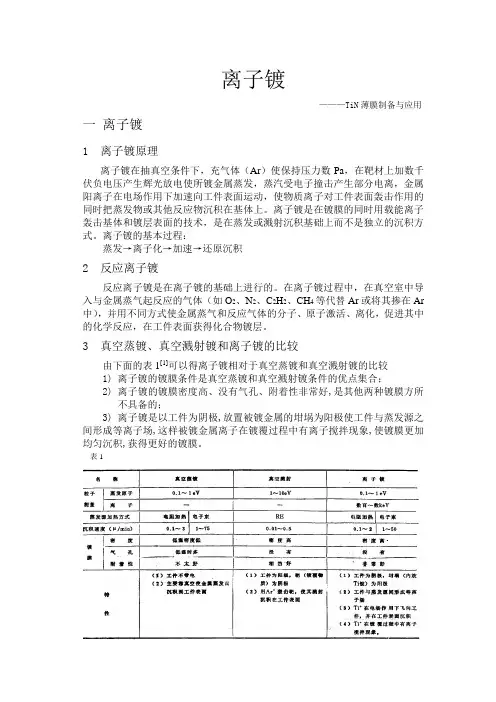
离子镀———TiN薄膜制备与应用一离子镀1 离子镀原理离子镀在抽真空条件下,充气体(Ar)使保持压力数Pa,在靶材上加数千伏负电压产生辉光放电使所镀金属蒸发,蒸汽受电子撞击产生部分电离,金属阳离子在电场作用下加速向工件表面运动,使物质离子对工件表面轰击作用的同时把蒸发物或其他反应物沉积在基体上。
离子镀是在镀膜的同时用载能离子轰击基体和镀层表面的技术,是在蒸发或溅射沉积基础上而不是独立的沉积方式。
离子镀的基本过程:蒸发→离子化→加速→还原沉积2 反应离子镀反应离子镀是在离子镀的基础上进行的。
在离子镀过程中,在真空室中导入与金属蒸气起反应的气体(如O2、N2、C2H2、CH4等代替Ar或将其掺在Ar 中),并用不同方式使金属蒸气和反应气体的分子、原子激活、离化,促进其中的化学反应,在工件表面获得化合物镀层。
3 真空蒸镀、真空溅射镀和离子镀的比较由下面的表1[1]可以得离子镀相对于真空蒸镀和真空溅射镀的比较1) 离子镀的镀膜条件是真空蒸镀和真空溅射镀条件的优点集合;2) 离子镀的镀膜密度高、没有气孔、附着性非常好,是其他两种镀膜方所不具备的;3) 离子镀是以工件为阴极,放置被镀金属的坩埚为阳极使工件与蒸发源之间形成等离子场,这样被镀金属离子在镀覆过程中有离子搅拌现象,使镀膜更加均匀沉积,获得更好的镀膜。
表14 离子镀是目前真空镀膜技术中最新、最先进的表面工程技术之一,它具有以下优点1) 入射粒子能量高,与基体的结合强度高,膜层致密,耐久性好,膜层硬度高(氮化钛膜显微硬度达HV2000以上),耐磨性好(用于刀具表面强化,寿命可提高3~10倍),耐蚀性好;2)与其他表面处理工艺结合使用效果更佳,如在A3钢基体上先镀制过渡层后再镀制氮钛膜,耐磨性和耐蚀性均大幅度提高;3)可镀基材广泛,可同时在不同金属材料的表面成膜,膜层的颜色均匀一致;4)成膜温度低(几乎可在常温下成薄膜),而膜层的热稳定性好(600℃时膜层不脱落,不起皮);5)用多弧离子镀膜工艺镀制的氮钛膜对光的吸收率达90%以上,隐蔽性好,镀膜过程无环境污染,因此应用十分广泛。
阴极电弧离子镀原理引言阴极电弧离子镀是一种常用的表面处理技术,可以在金属材料表面形成薄膜,改善材料的性能。
本文将从原理、设备、工艺流程和应用领域等方面对阴极电弧离子镀进行全面探讨。
原理阴极电弧离子镀是通过在真空环境中产生电弧放电,使得阳极材料形成离子,通过电场加速,使离子沉积在阴极材料表面的一种表面处理技术。
其主要原理如下: 1. 真空环境:创建真空环境有助于防止杂质的存在,保证沉积膜的纯度。
2. 电极材料:阳极和阴极材料分别选择不同的材料,以便在电弧放电过程中产生不同的离子。
3. 电弧放电:通过提供足够的电压和电流,在阳极和阴极之间形成电弧放电。
电弧产生瞬间高温、高压的条件,使阳极材料融化,并形成离子。
4. 离子加速:电场的作用下,离子受到加速,并沉积在阴极材料表面形成薄膜。
设备阴极电弧离子镀需要以下几种设备: 1. 真空装置:用于创建和维持真空环境,包括真空室、真空泵和管道等。
2. 电源:提供足够的电压和电流,以产生电弧放电。
3. 阳极和阴极:阳极和阴极材料需要选择合适的金属或合金,以产生需要的离子。
4. 控制系统:用于控制整个镀膜过程的参数,包括电弧放电条件、离子沉积速度和膜厚等。
工艺流程阴极电弧离子镀的工艺流程主要包括以下几个步骤: 1. 准备工作:清洁阴极表面,去除表面的杂质和氧化物,以保证表面的良好粘附性。
2. 真空抽气:将装置抽成一定的真空度,以消除空气对离子镀过程的干扰和污染。
3. 预处理:在真空环境中对阴极进行预处理,如加热、清洗或表面活化处理等,以提高表面的吸附性和离子镀的效果。
4. 电弧放电:通过提供足够的电压和电流,在阳极和阴极之间形成电弧放电,使阳极材料融化并形成离子。
5. 离子沉积:离子受到电场的加速作用,沉积在阴极材料表面,形成均匀的镀层。
6. 后处理:对镀层进行清洗、干燥和检验,以确保镀层质量和性能。
应用领域阴极电弧离子镀广泛应用于各个领域,主要包括以下几个方面: 1. 表面保护:阴极电弧离子镀可形成高质量的镀层,提高材料的防腐蚀性能,延长材料的使用寿命。
真空过滤电弧离子镀技术
真空过滤电弧离子镀技术是一种镀膜技术,以离子的轰击为基础,通过将被镀膜材料或工件加热到熔融状态,利用高能离子轰击将化学沉积的金属或半导体薄膜沉积到基底表面,从而获得具有特定结构和性能的薄膜。
这种技术主要用于制备硬质涂层、金属涂层和装饰涂层等。
在实际操作中,工件经过清洗后进入真空室,然后抽真空。
当真空度达到一定值后,通入氨气并开启烘烤加热电源对工件进行加热。
当达到一定温度后,接通工件偏压电源,电压调至适当值,此时产生辉光放电,获得氩离子。
氩离子在负偏压电场的作用下轰击工件表面,从而对工件进行净化处理。
该技术对环境的温度和湿度有一定要求,同时需要采取相应的防尘和防潮措施。
此外,为确保工件的正常运行和良好的镀膜效果,还需要进行定期的维护和保养。
表面技术第52卷第8期CrN和CrAlN涂层热稳定性、力学和摩擦学性能研究金玉花1,李鑫栋1,2,柴利强2,张学希2,乔丽2,王鹏2(1.兰州理工大学 省部共建有色金属先进加工与再利用国家重点实验室,兰州 730050;2.中国科学院兰州化学物理研究所 固体润滑国家重点实验室,兰州 730000)摘要:目的针对现有刀具用硬质CrN及CrAlN涂层的热稳定性研究尚属空白,以及对其涂层摩擦学性能的影响尚不清楚等问题,开展CrN和CrAlN涂层的热稳定性、氧化行为、力学性能及摩擦磨损性能研究。
方法采用中频反应磁控溅射技术制备CrN和CrAlN涂层,利用真空热脱附系统、场发射扫描电镜、原子力显微镜、能谱仪、X射线衍射、拉曼光谱仪、纳米压痕仪和摩擦磨损试验机等探究2种涂层的结构、热稳定性、力学性能和摩擦学性能。
结果在真空温度为646 ℃左右时,CrN涂层开始发生N分解和释放,在885 ℃左右时N的释放速率达到峰值。
CrAlN涂层在真空温度为722 ℃左右时才开始发生N分解和释放,而在1 000 ℃下N的释放速率并未达到峰值。
在大气温度600 ℃下,CrN涂层开始发生氧化,并生成Cr2O3相,且Cr2O3层的厚度随着温度的升高而增加,在900 ℃时涂层完全氧化。
CrAlN涂层在900 ℃时才开始发生氧化,生成更为致密的Cr2O3和Al2O3混合氧化层,阻止涂层进一步氧化。
在大气高温条件下,CrAlN涂层均具有比CrN 涂层更高的硬度和弹性模量。
随着温度的升高,2种涂层的表面粗糙度逐渐增加,摩擦因数逐渐降低,CrAlN 涂层在600、800 ℃下的表面粗糙度和磨损率均低于CrN涂层。
结论在真空下,CrAlN涂层中键能较高的Al-N共价键改善了涂层的热稳定性,提高了CrAlN涂层中N的分解温度。
在大气中,CrAlN涂层具有比CrN涂层更高的抗氧化性、硬度和弹性模量,CrAlN涂层在高温氧化过程中生成了连续且致密的Cr2O3和Al2O3混合氧化层,能够减缓O原子向涂层内部的扩散。
金属陶瓷因既具备金属材料优异的强度、高温导热性和热稳定性,又具备陶瓷材料的耐高温、耐腐蚀等特性而广泛用于制造切削刀具。
金属陶瓷耐磨性和硬度不足的问题限制了其应用范围,在其表面制备硬质涂层可以解决这一问题,但是涂层的结合强度弱,易剥落。
介绍了硬质涂层的制备方法、涂层与基体结合强度的影响因素,阐述了提高硬质涂层结合强度的方法,最后对金属陶瓷表面硬质涂层的制备技术及结合强度的提高进行了展望。
1制备方法1.1 液相沉积法液相沉积法是20世纪80年代由发明的一种制备氧化物涂层的方法,是一种在过饱和溶液中自动分离结晶的工艺;该方法生产流程简单,耗费少,可再生性好,可生产的氧化物涂层种类多。
液相沉积法可从原位上对前驱体覆膜,可在各种气氛中利用加热、照明、掺杂等后处理过程使覆膜功能化。
近年来,利用液相沉积法制备的金属氧化物涂层越来越受到人们重视,目前主要应用于集成电路、金属-氧化物半导体、生物传感器、光催化和抗菌等方面。
应用广泛的电化学沉积技术也属于液相沉积法的一种,通过在强电场影响下使电解质溶液中的正负离子转移,在阴极表层进行氧化还原过程,从而产生镀层。
可选择将导电性较差的有机溶剂、水溶液、熔融盐等作为电解液,对基体表层进行电沉积以制备多种不同形式和聚集态的物质。
在高压电流下产生的大电荷会导致含碳有机溶液极化、电离,所产生的含碳物质会与高压阴极表层发生电化学反应而产生“碳碎片”,经扩张形成薄膜。
电化学沉积技术具有仪器和工艺简单、膜层厚度容易控制的特点。
1.2 气相沉积法1.2.1 化学气相沉积技术化学气相沉积技术是先将化工反应室通入各种气体,在化工反应室的衬底表面上或在含碳气相物质中,利用气态或蒸气态物质在气相或气/固界面上进行物理化学反应而析出固相化合物,并沉积到基体上形成固态沉积物的方法。
化学气体主要包括能够形成薄膜元素的气态化学反应剂和液体反应溶剂的蒸气,以及发生物理化学反应的其他化学气体。
金属陶瓷表面硬质涂层的组成、与基体结合强度和物理性能会受到输送物料、气体特性、基体材料类型、基体表面状况、温度分布等因素的影响。
电弧离子镀氮化铬涂层的高温氧化第36卷增刊22007年8月稀有金属材料与工程RAREMETALMA TERIAI,SANDENGINEERINGV o1.36,Supp1.2Augu~2007电弧离子镀氮化铬涂层的高温氧化李明升,冯长杰2,王福会2(1.江西科技师范学院江西省材料表面工程重点实验室,江西南昌330013)(2.中国科学院金属研究所金属腐蚀与防护国家重点实验室,辽宁沈阳110016)摘要:利用电弧离子镀设备在1Crl1Ni2W2MoV不锈钢基体上沉积了CrN涂层,对涂层的抗氧化性能进行了研究.结果表明,CrN氧化生成Cr203,氧化反应激活能小于cr和crzN的氧化反应激活能,具有低的氧化速率常数,抗氧化性能良好.氧化过程中发生CrN向Cr2N的相转变,涂层中大的压应力的存在对这一转变起了关键作用.关键词:电弧离子镀;氮化铬涂层;高温氧化中图法分类号:TQ153.2文献标识码:A文章编号:1002—185X(2007)$2—699—04 1引言由于氮化铬具有高的硬度和良好的抗氧化性能,因此,它是最有希望的氮化钛涂层替代材料之一….氮化铬涂层通常以离子束辅助沉积【2】,反应磁控溅射[3】及电弧离子镀[41等物理气相沉积(PVD)技术及化学气相沉积(CVD),o】技术制备.随沉积技术的不同和工艺参数的不同,氮化铬的化学组成可以是beeCr,he一Cr2N或fccCrN的单相膜,也可以是C一Cr2N或.Cr2N/CrN等复相膜[.当氮化铬作为航空发动机压气机叶片的防护涂层或者作为高速切削,高温切削刀具硬质防护涂层时,涂层本身良好的高温抗氧化性能是最基本的使役要求.本研究采用双极脉冲偏压电弧离子镀技术,通过优化的沉积工艺,在航空发动机压气机叶片用1Crl1Ni2W2MoV不锈钢上沉积了单相CrN涂层,研究了该涂层的抗氧化性能.2实验方法基体材料选用1Crl1Ni2W2MoV马氏体热强不锈钢,由抚顺特钢生产,名义成分(质量分数,下同)如下:C;0.1-0.16,Cr:10.5~12,Ni:1.4~1.8,W:1.5~2,Mo:0.35-0.5,V:0.18-0.30,Mn:0.6,Si:0.6,S:0.02及P:0.03.将材料切成15mm×10mm×2mm的片状试样,经过机械预磨,抛光和化学试剂(丙酮及精)超声清洗等预处理过程.在氮化铬涂层沉积之前,以Ar等离子体对基片进行离子轰击,进一步清除表面的氧化物及其它污物,提高涂层和基体之间的结合强度.靶材为纯度99.99%的高纯铬.优化的沉积参数如下:沉积温度400℃,(N2+Ar)总压力为2.0Pa,N2分压1Pa,电弧电压20V,电弧电流60A, 基体偏压峰值~600V,频率20kHz,占空~L30%,靶/基距20cm,沉积时间60min.涂层厚度约约6岬.恒温氧化实验在热重分析仪中进行,自动记录氧化温度,时间和重量变化.实验温度分别为700℃, 800℃和900℃.表面和截面形貌在带能谱的扫描电镜(SEM/EDS)上获得,x射线衍射谱是在D/MAX.RA 型x射线衍射谱仪上测得.3结果和讨论图1为CrN在700℃,800℃,和900℃下的氧化动力学曲线,随温度升高,氧化速率有较大增加.吕∞吕∞d—U器Time/h图1CrN涂层在静态空气中的氧化动力学Fig.1OxidationkineticsofCrNcomingsinair图2为CrN在不同温度下氧化10h后的表面SEM收稿日期:2007.02.28基金项目:国家自然科学基金项目(59971052)及江西省自然科学基金项目(0650034)资助作者简介:李明升,男,1971年生,博士,教授,江西科技师范学院江西省材料表面工程重点实验室,江西南昌33001,电话:0791—3801423,E—mail:*************700稀有金属材料与工程第36卷照片.由图2可知,氧化10h后,700℃下的样品表面轻微氧化,熔滴氧化相对严重一些,800℃下的样品形成明显氧化物晶粒,局部分布着长大的氧化物晶粒,900℃下的样品表面形成较均匀结晶更明显的氧化物.图2CrN在不同温度下氧化10h后的表面形貌Fig.2SurfacemOrphOl0giesofCrNOxidizedatdifferenttemperaturef.0rlOh:(a)700℃,(b)800℃and(c)900℃图3为CrN在不同温度下氧化10h后的截面形貌.由图3可知,700℃下表面氧化层并不明显,800℃下形成的氧化层很薄,局部有突起的氧化物,与表面形貌有很好的对应,900℃下的样品表面形成厚约1p,m的连续的氧化层.另外900℃的高温已经引起了不锈钢和涂层之间明显的互扩散,涂层和基体之间形成了厚约1p,m扩散层.为简单起见,假定氧化速率方程符合抛物线规律,由图1通过拟合,CrN在700℃,800℃,900℃下的氧化速率常数分别为3.27~10mg2.cm-4.h~,1.8x104 mg2.cm-4.h.和1.25~10.mg2.cm4.h~.根据A~henius方程:=Axexp(-E~/R图4以logkp对1/T作图近似得到一直线,直线斜率为一0.88723×10,即.E.3D3:一0.88723x10,本实验的CrN氧化的反应激活能为170El/mol,该值小于cr及Cr2N氧化的激活能(10,11],从图4中可以看出, cr和CrN具有相近的激活能.本实验CrN氧化的激活能和Lee等[1】的结果相比相差不大,但氧化速率常数更低,值得注意的是Lee等人所制备的涂层由CrN和Cr2N两相组成,根据已有的报道,CrzN的氧化速率常数要大于CrN,而本实验所用涂层为单相CrN涂层.所制备的CrN具有更低的氧化速率常数,表明其具有更好的抗氧化性能.图3在CrN不同温度下氧化10h后的截面形貌Fig.3CrosssectionmorphologiesofCrNoxidizedatdifferent temperaturefor10h:(a)700℃,(b)800℃and(c)900℃图5为不同温度下CrN氧化10h后的X射线衍射图谱.由图5可知,氧化产物为Cr2O3,随温度升高CrzO,衍射峰强度增加,说明氧化更趋严重.氧化后出现Cr2N,而且随温度升高Cr2N含量增加.CrN氧化的反应方程式为:增刊2李明升等:电弧离子镀氮化铬涂层的高温氧化?701? 2CrN+3/202=Cr203+N2(2)其反应自由能为:G(kJlmo1)=G"+RTln[(PN,)/(尸0,)】=(一883.4+0.101x+RTIn[(eN,)/(尸0,)】(3)G0为一很大的负值,而且随温度升高进一步降低.在平衡态,700℃下1ogt(PN2)/(尸0^)】为28,900℃下log[(PN)/(Po,)】为34,在实验条件下,反应自由能G远小于平衡态的值,CrN能够被氧化为Cr2O3.7y℃10.T'/K'图4抛物线速率常数随温度的变化Fig.4Thetemperaturedependenceoftheparabolicrateconstants 若'晶口量20/(.)图5CrN涂层在静态空气中的氧化后的XRD图谱Fig.5XRDpatternsofCrNcoatingsafteroxidationinair生成Cr2N反应方程式为:2CrN=Cr2N+1/2N2(4)G=G.+RTIn(PN:)"=(127.60—0.0994xT)+RTIn(PN.)"(5)由于在CrN反应形成Cr2O3或Cr2N过程中都有N2生成,N要通过生成物向外扩散,反应前沿的分压应大于10Pa.若以10Pa计,温度低于1010℃时,反应自由能大于0,反应不能向右进行.以上分析没有考虑反应前后固态物质的体积变化,在一般情况下,这种体积变化是可以忽略的.而对于PVD技术沉积的氮化物涂层,文献【13~15]报道存在高达.0.9GPa~.10 GPa的压应力,由于CrN密度小于Cr2N的密度,CrN向CrN转变使体积减小,过程自由能为负值.=W=PA V(6)若以一10GPa计,体积变化引起的过程自由能变化为--33.23kJ/mol.压应力作用下反应(4)的自由能变化为(5)式和(6)式的和.G+Gv=G.+lfl(尸N:)"+PA V=(127.60-0.0994xT)+RTIn(PN.)"33.23(7)由(7)式求得,温度高于679℃时,CrN可以转变为CrN.涂层中大的压应力的存在对相转变起了关键作用.温度的升高有两方面的作用,热力学上使反应驱动力增加,动力学上提高质点扩散速率,因此随温度升高,生成Cr2N增加.4结论CrN氧化生成Cr203,氧化反应激活能小于Cr和CrN的氧化反应激活能,具有低的氧化速率常数,抗氧化性能良好.氧化过程中发生CrN向Cr2N的相转变,涂层中大的压应力对这一转变起了关键作用.参考文献References[1】WenLishi(闻立时),HuangRongfan(黄荣芳).V acuum(真空) [J】,2000,1:1[2】EnsingerWandWolfGK.MaterialsScienceandEngineering [J],1989,l16:1[3】LeeDB,JangYD,MyungHSeta1.ThinSolidFilms[J], 2006,506-507:369[4】LiMingsheng,FengChangjie,WangFuhui.Transactionsof NonferrousMetalsSocietyofChina[J],2006,16:s276[5】DasguptaArup,PremkumarPAntonyeta1.Surfaceand CoatingsTechnology[J],2006,201:1401[6】IchimuraHandKawanaA.JournalofMaterialsResearch[J], 1994,9:151[7】HurkmansA,LewisDB,MflnzWD.SurfaceEngineering[J], 2003,19:205[8】LixZ,ZhangJ,SellmyerDJ.JournalofApplied CrystallographyfJ],2004,37:10l0[9】HonesP,MartinN,RegulaM.JournalofPicsD[J],2003,36:1023[10】OkaforICI,ReddyRGJournalofMetals[J],1999,51:35[1l】MayrhoferPH,WillmannH,MittererC.Surfaceand CoatingTechnology[J],2001,146/147:222O0044.Q.∞m).一稀有金属材料与工程第36卷【12]LeeDB,LeeYC,KwonSC.SurfaceandCoatingTechnology[J],2001,141:227【13】SueJA,PerryAJ,V etterJ.SurfaceandCoatingTechnology[J],1994,68/69:126【14】OdenM,EricssonC,HakanssonGeta1.SurfaceandCoatingTechnology[J],1999,114:39【15]CunhaL,AndritschkyM,PischowKetaLThmSolidFilms[J],1999,355/356:465 EffectsofTitaniumAluminumNitrideCoatingsontheMechanicalPerformanceofSteel1CrllNi2W2MOVLiMingsheng,-,FengChangjie,WangFuhui(1.JiangxiKeyLaboratoryForSurfaceEngineering,JiangxiNormalUniversityofSciencea ndTechnology,Nanchang330013,China)(2.StateKeyLaboratoryforCorrosion&Protection,InstituteofMetalResearch,Chine seAcademyofSciences,Shenyang110016,China)Abstract:Owingtotheexcellentmechanicalpropeayandoxidation—resistance,chromiumnitridecoatingisconsideredtheoneofthe alternativeoftitaniumnitride.Inthisstudychromiumnitridecoatingwasdepositedonawrou ghtmartensitesteel1Crl1Ni2W2MoVby arcionplatingsystemwithoptimalprocessingparametersandtheoxidation-resistanceofthe coatingwasinvestigated.Itwasshownthat theCrNcoatingshowedexcellentoxidation-resistanceandCr2Nwasformedduringtheoxid ationprocessduetotheexistenceofcompressivestressinthecoating.?Keywords:chromiumnitridecoating;oxidation-resistance;arcionplating Biography:LiMingsheng,Ph.D.,Professor,JiangxiKeyLaboratoryforSurfaceEngineerin g,JiangxiNormalUniversityofScienceandTechnology,Nanchang330013,P.R.China,Tel:0086-791-3801423,E—mail:*************。
电弧离子镀TiN及其复合膜的腐蚀机理探讨
史新伟;李杏瑞;邱万起;刘正义
【期刊名称】《真空科学与技术学报》
【年(卷),期】2006(26)4
【摘要】利用电弧离子镀在高速钢基体上制备了TiN及其复合膜(Ti,Cr)N,通过盐水全浸泡试验测量了薄膜的腐蚀速率,利用SEM观察了薄膜腐蚀后的表面形貌及断口形貌,并用其自带的能谱分析仪测量复合膜中Cr的含量,讨论了带有宏观熔滴颗粒的TiN及其复合膜(Ti,Cr)N的腐蚀机理。
结果表明:高速钢表面电弧离子镀TiN 和(Ti,Cr)N复合膜均可提高其耐腐蚀性能,薄膜的腐蚀主要有小孔腐蚀、缝隙腐蚀及电偶腐蚀。
【总页数】5页(P330-334)
【关键词】电弧离子镀;TiN;复合薄膜;腐蚀机理
【作者】史新伟;李杏瑞;邱万起;刘正义
【作者单位】郑州大学物理工程学院,材料物理教育部重点实验室;郑州大学材料科学与工程学院;华南理工大学
【正文语种】中文
【中图分类】TB43;TG115.21
【相关文献】
1.电弧离子镀方法制备的Ti/TiN多层膜的结构与耐腐蚀性能 [J], 宋贵宏;娄茁;李锋;陈立佳
2.电弧离子镀沉积TiN/AlN-TiAlN复合膜的耐磨性 [J], 李争显;王少鹏;潘晓龙;杜继红;王宝云;严鹏
3.多弧离子镀TiN/Cu纳米复合多层膜致硬机理的探讨 [J], 穆静静;王从曾;马捷;郑国龙
4.电弧离子镀ZrN/TiN涂层对烧结NdFeB的耐腐蚀及磨损性能的影响 [J], 杜军;张平;蔡志海;赵军军
5.磁过滤电弧离子镀TiN薄膜的制备及其强化机理研究 [J], 史新伟;李杏瑞;邱万起;刘正义
因版权原因,仅展示原文概要,查看原文内容请购买。
电弧离子镀技术特点English Answer:Arc ion plating (AIP) is a physical vapor deposition (PVD) technique that uses an electric arc to generate a plasma of metal ions. These ions are then accelerated towards a substrate, where they condense and form a thin film. AIP is a versatile technique that can be used to deposit a wide variety of materials, including metals, ceramics, and polymers.AIP has several advantages over other PVD techniques. First, AIP can be used to deposit films with a high degreeof ionization. This results in films with improved adhesion, hardness, and corrosion resistance. Second, AIP can be used to deposit films at a high deposition rate. This makes AIPa cost-effective option for large-scale applications. Third, AIP is a relatively clean process, which produces minimal environmental pollution.AIP is used in a wide variety of applications, including:Hard coatings for cutting tools and other wear-resistant surfaces.Decorative coatings for jewelry and other consumer products.Optical coatings for lenses and other optical components.Electronic coatings for semiconductors and other electronic devices.中文回答:等离子弧离子镀技术(AIP)是一种物理气相沉积(PVD)技术,它利用电弧产生金属离子的等离子体。