保护气成分对1000MPa级高强熔敷金属组织特征的影响
- 格式:ppt
- 大小:1.97 MB
- 文档页数:1

精 密 成 形 工 程第15卷 第12期34 JOURNAL OF NETSHAPE FORMING ENGINEERING2023年12月收稿日期:2023-05-10 Received :2023-05-10引文格式:程超, 韩非, 石磊. 1 800 MPa 超高强钢变径管热气胀成形特性研究[J]. 精密成形工程, 2023, 15(12): 34-41.CHENG Chao, HAN Fei, SHI Lei. Hot Metal Gas Forming Characteristics of 1 800 MPa UHSS Variable Diameter Tube[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 34-41. 1 800 MPa 超高强钢变径管热气胀成形特性研究程超1,2,韩非1,2,石磊1,2(1.宝山钢铁股份有限公司中央研究院,上海 201999; 2.汽车用钢开发与应用技术国家重点实验室(宝钢),上海 201999)摘要:目的 对B1800HS 热成形钢进行管件热气胀成形研究,探究变径管特征件热气胀成形的可行性和规律,为进一步研究热气胀成形超高强钢管件及工程应用推广提供参考和支撑。
方法 采用ABAQUS 有限元仿真分析和试验对比,研究了1 800 MPa 超高强钢变径管热气胀成形特性,通过有限元分析研究了成形温度(700、800、900 ℃)、气压加载速率(1、3、5 MPa/s )及胀形压力(12、15、18 MPa )对变径管成形规律的影响,通过变径管热气胀成形试验,研究了敏感参数对变径管样件尺寸精度、强度分布及厚度变化的影响。
结果 提高成形温度、气压加载速率和胀形压力可明显提高变径管的成形质量和贴模精度,当成形温度为900 ℃时,变径管抗拉强度可达到1 800 MPa 级别,且增压速率和胀形压力影响较小;变径管沿环向厚度分布均匀,零件无明显增厚和过度减薄缺陷。

气体保护焊接中的气氛组成与焊缝质量分析气体保护焊接是一种常见的焊接方法,它在焊接过程中使用气体来保护焊缝区域,以防止氧气和其他杂质的侵入,从而提高焊缝的质量。
而气氛组成对于气体保护焊接的效果和焊缝质量有着重要影响。
本文将探讨气体保护焊接中的气氛组成与焊缝质量的关系。
首先,我们需要了解气体保护焊接中常用的气体。
常见的气体保护焊接气体有惰性气体和活性气体两种。
惰性气体如氩气、氦气等,具有稳定的化学性质,能够有效地保护焊缝区域,防止氧气和其他杂质的侵入。
活性气体如二氧化碳、氧气等,具有较强的活性,可以在焊接过程中与熔融金属发生化学反应,从而影响焊缝的质量。
其次,不同的焊接材料和焊接方法对气氛组成的要求也不同。
例如,对于不锈钢焊接,常使用纯氩气作为保护气体,因为纯氩气具有较好的惰性,能够有效地保护焊缝区域,防止氧气的侵入。
而对于铁素体不锈钢焊接,常使用氩气和氮气的混合气体作为保护气体,因为氮气能够提高焊缝的抗腐蚀性能。
此外,焊接方法的选择也会影响气氛组成。
例如,在TIG焊接中,常使用纯氩气作为保护气体,而在MIG/MAG焊接中,常使用二氧化碳和氩气的混合气体。
然而,气体保护焊接中的气氛组成并不是越复杂越好。
过于复杂的气氛组成可能会导致焊缝质量下降。
例如,在焊接过程中,气氛中的氧气含量过高会导致焊缝氧化,从而影响焊缝的强度和耐腐蚀性。
此外,气氛中的水分含量过高也会导致焊缝质量下降,因为水分会与熔融金属发生反应,产生氢气,从而引起气孔和裂纹的产生。
除了气氛组成,焊接参数的选择也对焊缝质量有着重要影响。
焊接参数包括焊接电流、焊接速度、焊接电压等。
合理选择焊接参数可以控制焊缝的凝固结构和组织性能,从而提高焊缝的质量。
例如,在焊接过程中,过高的焊接电流和焊接速度会导致焊缝过热,从而产生焊缝结构不均匀和裂纹的问题。
而过低的焊接电流和焊接速度则会导致焊缝强度不足和气孔的产生。
总结起来,气体保护焊接中的气氛组成与焊缝质量密切相关。
水下焊接技术的应用及其发展摘要:随着海洋石油的开发利用和潜水技术的发展,海底输油输气管线以及海洋工程结构的日益增多,水下焊接技术已成为海洋工程和水下管道组装和维修的关键性技术。
本文综述了水下焊接技术特点及在工程中的应用,并就水下焊接技术在工程应用中的发展趋势提出了一些看法。
关键词:海洋工程;湿法水下焊接;局部干法水下焊接;干法水下焊接1 序言海洋工程结构因常年在海上工作,工作环境极为恶劣,除受到结构的工作载荷外,还要承受风暴、波浪、潮流引起的附加载荷以及海水腐蚀、砂流磨蚀、地震或寒冷地区冰流的侵袭。
此外,石油天然气的易燃易爆性对结构也存在威胁。
而且海洋工程结构的主要部分在水下,服役后焊接接头的检查和修补很困难,费用也高,一旦发生重大结构损伤或倾覆事故,将造成生命财产的严重损失。
所以对海洋工程结构的设计制造、材料选择以及焊接施工等都有严格的质量要求。
而随着海洋、石油和天然气工业的发展.海洋管道工程日益向深海挺进。
因此,开展水下焊接技术的研究,加强对其应用,对于开发海洋事业,开采海底油田、使丰富的海洋资源为人类服务,具有重要的现实意义。
目前,水下焊接技术已广泛用于海洋工程结构、海底管线、船舶、船坞港口设施、江河工程及核电厂维修。
水下焊接已成为组装维修诸如采油平台、输油管线等大型海洋结构的关键技术之一。
2水下焊接方法分类及其特点2.1水下焊接方法分类目前,世界各国正在应用和研究的水下焊接方法种类繁多,可以说,陆上生产应用的焊接技术,几乎都在水下尝试过,但比较成熟、应用较多的还是几种电弧焊。
水下焊接一般依据焊接所处的环境大体上分为三类:湿法水下焊接、干法水下焊接和局部干法水下焊接。
但随着水下焊接技术的发展:又出现了一些新的水下焊接方法:水下螺柱焊接、水下爆炸焊接、水下电子束焊接和水下铝热剂焊接等。
2.2水下焊接的特点水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是(1) 可见度差水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。
TC4钛合金的活性焊剂钨极氩弧焊工艺研究(五)——保护气体流量对焊缝质量的影响王纯西安交通大学(邮编710049)[摘要] 本论文针对δ1.5的TC4钛板手工直流A-TIG焊,分析了保护气体流量对焊缝质量的影响。
关键词:钛合金,活性焊剂,氩弧焊,保护气体钛在地壳中的含量约为0.64%,在金属元素中仅次于铝、铁和镁,居第四位[1],为铜的60倍,钼的600倍。
钛合金具有很多优良性能:钛的比重为4.5mg/m3,仅为普通结构钢的57%;钛合金的强度可与高强度钢媲美;具有很好的耐热和耐低温性能,能在550℃高温下和零下250℃低温下长期工作而保持性能不变;具有很好的抗腐蚀能力,把钛合金放在海水中泡上几年,仍能保持光亮。
此外,钛的导热系数小、无磁性,某些钛合金还具有超导性能、记忆性能和贮氢性能等。
正是因为这些优点,钛金属被称为“太空”金属、“海洋”金属以及21世纪最有发展前景,继钢铁、铝之后的第三金属[2]。
TC4不仅具有良好的室温、高温、低温力学性能,且在多种介质中具有优异的耐蚀性,既可以焊接、冷热成型,也可以热处理强化,所以在钛合金中应用最广泛,在美国约占钛市场的56%,在中国和日本约占钛合金产量的一半。
钛合金作为一种广泛应用的结构材料,要解决的关键工艺技术问题就是连接问题,焊接无疑是首选的一种先进连接方法。
钛合金的压制、轧制和模压品等零部件的制造都离不开焊接,铸件缺陷的修补也离不开焊接。
目前国内在钛产品焊接过程中使用最普遍的是TIG焊,包括手工、自动或半自动,国内钛设备制造过程中几乎95%以上的焊接工作是采用手工TIG焊完成的[3]。
为了提高TIG焊的焊接效率,降低成本,扩大TIG焊的应用范围,特别是在厚板焊接的应用,国内外的焊接工作者进行了大量关于增加TIG焊熔深方面的研究。
近年来,一种新型高效的焊接方法——活性焊剂钨极氩弧焊(Activating Flux TIG,简称A-TIG)越来越引起世界范围内人们的关注。
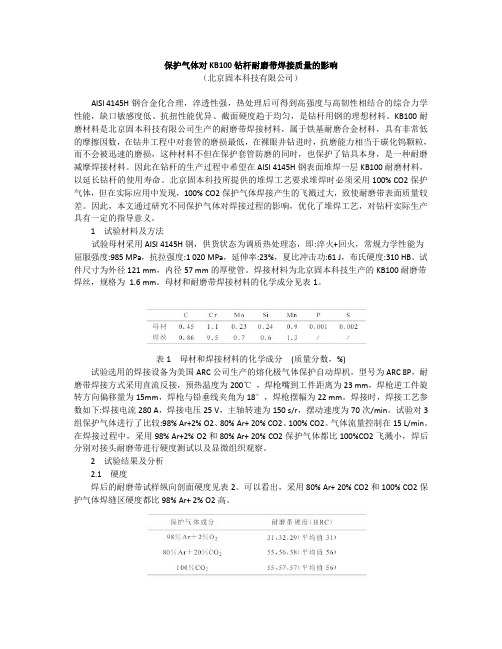
保护气体对KB100钻杆耐磨带焊接质量的影响(北京固本科技有限公司)AISI4145H钢合金化合理,淬透性强,热处理后可得到高强度与高韧性相结合的综合力学性能,缺口敏感度低、抗扭性能优异、截面硬度趋于均匀,是钻杆用钢的理想材料。
KB100耐磨材料是北京固本科技有限公司生产的耐磨带焊接材料,属于铁基耐磨合金材料,具有非常低的摩擦因数,在钻井工程中对套管的磨损最低,在裸眼井钻进时,抗磨能力相当于碳化钨颗粒,而不会被迅速的磨损,这种材料不但在保护套管防磨的同时,也保护了钻具本身,是一种耐磨减摩焊接材料。
因此在钻杆的生产过程中希望在AISI4145H钢表面堆焊一层KB100耐磨材料,以延长钻杆的使用寿命。
北京固本科技所提供的堆焊工艺要求堆焊时必须采用100%CO2保护气体,但在实际应用中发现,100%CO2保护气体焊接产生的飞溅过大,致使耐磨带表面质量较差。
因此,本文通过研究不同保护气体对焊接过程的影响,优化了堆焊工艺,对钻杆实际生产具有一定的指导意义。
1试验材料及方法试验母材采用AISI4145H钢,供货状态为调质热处理态,即:淬火+回火,常规力学性能为屈服强度:985MPa,抗拉强度:1020MPa,延伸率:23%,夏比冲击功:61J,布氏硬度:310HB。
试件尺寸为外径121mm,内径57mm的厚壁管。
焊接材料为北京固本科技生产的KB100耐磨带焊丝,规格为1.6mm。
母材和耐磨带焊接材料的化学成分见表1。
表1母材和焊接材料的化学成分(质量分数,%)试验选用的焊接设备为美国ARC公司生产的熔化极气体保护自动焊机,型号为ARC8P,耐磨带焊接方式采用直流反接,预热温度为200℃,焊枪嘴到工件距离为23mm,焊枪逆工件旋转方向偏移量为15mm,焊枪与铅垂线夹角为18°,焊枪摆幅为22mm。
焊接时,焊接工艺参数如下:焊接电流280A,焊接电压25V,主轴转速为150s/r,摆动速度为70次/min。
文章编号:1008-1402(2001)02-0171-04气体对激光焊接熔深和等离子体行为的影响¹曹丽杰, 张朝民(佳木斯大学,黑龙江佳木斯154007)摘 要: 利用1.7KW 连续波CO 2激光器焊接厚度为4mm 的SU S 304奥氏体不锈钢,分析了气体种类及压力对焊缝熔深的影响,并利用高速摄象机拍摄了等离子体照片.分析了等离子体的行为特征.试验结果表明气体压力减小,熔深增大,且达到饱和熔深.同时压力减小,等离子体数量也少.Ar 气情况下等离子体明显.关键词: 激光焊接;气体种类及压力;等离子体中图分类号: T G456.2; T G456.7 文献标识码: A0 引 言激光焊接时如何实现深熔焊,是许多学者关心的问题.影响焊缝熔深的主要因素有激光输出功率、功率密度、气体种类及压力、母材的化学成分、焊接速度等.此外,还有等离子体.因为伴随小孔的形成,在小孔内部和工件表面存在大量的等离子体.等离子体是母材中低熔点合金元素蒸发烧损导致的,同时,周围气体在高强度的激光作用下也电离为等离子体.等离子体吸收激光,改变激光束的聚焦形态[1-3],因此工件对激光的吸收率减小,不易获得深熔焊.因此在实际焊接过程中,要抑制等离子体.可以采用惰性气体吹散[4-5]和侧吸[6]的办法减少等离子体.本文重点讨论了气体种类和压力对等离子体的影响,探讨了等离子体数量和熔深的关系,为控制等离子体,实现深熔焊提供理论基础.1 试 验将焊件置于密闭容器中,充气前先将容器抽真空.焊接装置如图1.光束通过ZnSe 透镜聚焦后,射到图1 焊接示意图工件上,工件表面迅速熔化汽化,在工件上产生等离子体,连续波CO 2激光器的输出功率为1.7kW ,ZnSe 的透镜焦距为508mm ,光束在工件上形成斑点直径(1/e 直径)为1.0m m .气体分别为N 2,He ,Ar 气,气体压力在0.1to rr ~760torr 之间变化.焊接材料为SUS304奥氏体不锈钢,厚度4m m(表面机械清理).利用读数显微镜测量焊缝熔深,利用高速摄象机(拍摄速度为每秒2000个图象)拍摄激光等离子体照片,同时第19卷第2期佳木斯大学学报(自然科学版)Vol .19No .22001年6月Journal of Jiamusi University (Natural Science Edition )June 2001¹收稿日期:2001—03—22 作者简介:曹丽杰(1968—),女,黑龙江佳木斯人,佳木斯大学材料工程学院讲师,哈尔滨工业大学在读硕士研究生.分析等离子体特征.表1 工艺参数激光功率透镜焦长气体气体压力焊接速度1.7k W 508mm He N 2 Ar 0.1-760torr 0.5-5.0m /min表2 材料化学成分材料C Si M n P S Ni Cr Fe SU S3040.050.48 1.20.0310.0068.7618.38bal.2 试验结果及分析2.1 熔深和气体压力及气体种类的关系图2是He 气条件下,压力在0.1tor r ~760torr 之间变化时的熔深和焊速的关系.图3是在每一焊速下,熔深和气压的关系.由2可见在高速焊区(v >2m /min )不同气压产生的熔深变化不大.但在低速焊区(v <2m /min)气体压力较大时产生的熔深较小.且随焊速降低,当气压p ≤100tor r 时,熔深迅速增加.从图3可以看出当气体压力由760to rr 减小时,熔深逐渐增大,当气压达到100to rr 再继续减小时熔深不再增加,这时达到饱和熔深.当v =0.25m /min ,气压p =760to rr 时熔深为1.8m m .当压力更小时,熔深为4mm ,这时已实现深熔焊. 图2 熔深和焊速的关系 图3 气压对熔深的影响(He 气)图4是N 2气情况下气压和熔深的关系,其曲线变化规律与H e 气相似.但实现饱和熔深的N 2气压力为10to rr,这一点与He 气100torr 不同. 图4 气压对熔深的影响(N 2气) 图5 气压对熔深的影响(Ar 气)172 佳木斯大学学报(自然科学版) 2001年图5是Ar 气情况下气压和熔深的关系,气压增加熔深减小,但与上述两种气体不同的是:实现饱和熔深气体压力小于0.1torr ;饱和熔深比较小.可见,气压不仅对工件表面观察到的等离子体有影响,同时对小孔内部的等离子体也有影响.2.2 气体压力和种类与等离子体行为2.2.1 气体压力对等离子体的影响图6是不同气压下,不同气体种类下等离子体的形态,当气压较小时等离子也少,获得的熔深较大.本实验中He 气和N 2产生的等离子体的临界值是100to rr ,而Ar 气产生的等离子体其临界压力是0.1torr,这一压力数值与焊缝饱和熔深有关.这说明等离子体在一定程度上影响焊缝熔深.对He 气和N 2产生的等离子体仅在工件表面附近,而Ar 气产生的等离子体当压力为760torr 时不仅在工件表面,在工件上部一定高度处也很明显.实验观察到气压大,则熔深浅,等离子体多.这是因为从小孔中产生的金属蒸汽及等离子体在向外喷射的过程中和气体原子发生弹性碰撞失去了能量.能量的传播模式随气压的不同而不同.当气压高达760to rr 时金属蒸汽和等离子体喷射传播平均自由路径小,和气体原子的碰撞机会大,因此,包含在金属蒸汽和等离子体中的能量限制在小孔附近.另一方面,当气压低于0.1torr 时,金属蒸汽及等离子体平均自由路径长,包含在金属蒸汽和等离子中的能量从小孔中快速喷出,和气体碰撞机会减小,则产生的等离子体少[6].由于激光束被等离子体反射和吸收,当等离子体多时,激光束穿过等离子体时将变细,从而获得的熔深较浅.图6 激光诱导等离子体行为(p =1.5kw v =0.25m /m in)a )p =0.1torrb )t =100torrc )t =760torr (上He 气,中N 2气,下Ar 气)2.2.2 气体种类对等离子体形态的影响等离子体产生的数量和气体的电离能和原子量有关[7].表3是三种气体电离能,原子量和电导率,Ar 气情况下产生的等离子体多,Ar 原子的电离能低,在高温下容易转变形成等离子体,从小孔中喷出的等离子体易于维持.同时Ar 的原子量大运动速度慢,热导率低,也使等离子体易于产生.实际上,等离子体产生是一个循环往复的过程[7].表3 电离能和原子量电导率气体原子量热导率电离能k/cm ・s ・℃(ev)He434.4×10-624.46N 214 5.45×10-614.48Ar 40 3.88×10-615.69173第2期 曹丽杰等:气体对激光焊接熔深和等离子体行为的影响174 佳木斯大学学报(自然科学版) 2001年3 结 论通过对气体种类和压力对CO2激光焊诱导等离子体行为的影响的分析,得出如下三点结论:1)保护气体压力减小,熔深变大,且达到饱和熔深.饱和熔深分别为He≤100torr,N2≤10torr,Ar ≤0.1to rr.2)气体压力减小,工件表面的等离子体数量少.当N2≤100tor r,Ar≤0.1torr时,观察不到等离子体现象.3)气体原子的电离能越低,原子量越大,产生的等离子体越多.Ar气情况下等离子体多于He和N2.参考文献:[1] M azunder J.L as er w elding[J].State of th e arts review.J of M ental198216-24.[2] Omae et al.Bas ic Study on CO2gas laser weldin g[J].T echnical New sletter of M its ubish i Heavy Industries198320(4)59-64.[3] Lock E.Deep penetration w elding w ith high pow er CO2laser s[J].Welding Res earch Su pplement1992245-246.[4] Watson M N et al.An as sessm ent of the advantage of plas ma control in laser welding[J].T W I Report2031983.[5] M aruo and M iyamoto[J].Role of sprayed gas In on CO2las er welding Quar terly J ournal of Japan Welding Society19853(276-283).[6] Kats umura et al.Study on Welding of mild s teel by5k w CO2laser[J].In dustrial Tech nology E xperim ent198214(2).[7] 史俊锋等.激光深熔焊光致等离子行为及控制[J].激光杂志2000年第21卷第5期.EFFECT OF GAS ON PENETRATION DEPTHAND PLASMA BEHAVIORCAO L i-j ie, ZH A N G Chao-min(Jiamusi University,Jiamusi154007,China)ABSTRACT: A continuo us-w aved CO2laser m achine of 1.7kW w as used to w eld SUS304 austenitic stainless steel.The effects o f different kinds of g ases and the ambient pressure on penetration depth ar e analy zed.A high-speed camera w as used to take the pictures of the plasm a in order to study the behav io r o f the plasm a.The r esult sug gests that the less the g as pr essure,the thinker the saturation depth.M eanw hile,the quantity of the plasma is decreases with pressur e decreasing.The plasm a is evident under the conditio n of Ar gas.KEY WORDS: laser w elding;g as kinds and pressure;plasma。
TC4钛合金的活性焊剂钨极氩弧焊工艺研究(五)——保护气体流量对焊缝质量的影响王纯西安交通大学(邮编710049)[摘要] 本论文针对δ1.5的TC4钛板手工直流A-TIG焊,分析了保护气体流量对焊缝质量的影响。
关键词:钛合金,活性焊剂,氩弧焊,保护气体钛在地壳中的含量约为0.64%,在金属元素中仅次于铝、铁和镁,居第四位[1],为铜的60倍,钼的600倍。
钛合金具有很多优良性能:钛的比重为4.5mg/m3,仅为普通结构钢的57%;钛合金的强度可与高强度钢媲美;具有很好的耐热和耐低温性能,能在550℃高温下和零下250℃低温下长期工作而保持性能不变;具有很好的抗腐蚀能力,把钛合金放在海水中泡上几年,仍能保持光亮。
此外,钛的导热系数小、无磁性,某些钛合金还具有超导性能、记忆性能和贮氢性能等。
正是因为这些优点,钛金属被称为“太空”金属、“海洋”金属以及21世纪最有发展前景,继钢铁、铝之后的第三金属[2]。
TC4不仅具有良好的室温、高温、低温力学性能,且在多种介质中具有优异的耐蚀性,既可以焊接、冷热成型,也可以热处理强化,所以在钛合金中应用最广泛,在美国约占钛市场的56%,在中国和日本约占钛合金产量的一半。
钛合金作为一种广泛应用的结构材料,要解决的关键工艺技术问题就是连接问题,焊接无疑是首选的一种先进连接方法。
钛合金的压制、轧制和模压品等零部件的制造都离不开焊接,铸件缺陷的修补也离不开焊接。
目前国内在钛产品焊接过程中使用最普遍的是TIG焊,包括手工、自动或半自动,国内钛设备制造过程中几乎95%以上的焊接工作是采用手工TIG焊完成的[3]。
为了提高TIG焊的焊接效率,降低成本,扩大TIG焊的应用范围,特别是在厚板焊接的应用,国内外的焊接工作者进行了大量关于增加TIG焊熔深方面的研究。
近年来,一种新型高效的焊接方法——活性焊剂钨极氩弧焊(Activating Flux TIG,简称A-TIG)越来越引起世界范围内人们的关注。