检具设计基本常识
- 格式:ppt
- 大小:89.50 KB
- 文档页数:16

检具设计资料范文一、检具设计概述:检具是用于保证产品加工的精度、质量和效率的特种工具和设备。
在产品制造的各个环节中,检具起着至关重要的作用。
在设计检具时,需要考虑产品的材料、形状和尺寸等因素,选择合适的材料和工艺,并确保检具的稳定性和可靠性。
二、检具设计要求:1.准确性:检具应能够准确测量和校正产品的尺寸和形状,确保产品满足设计要求。
2.稳定性:检具应具有稳定的结构和可靠的性能,以保证长时间使用时的精度和重复性。
3.可靠性:检具应具有高强度和耐久性,确保在高强度使用条件下不变形、不磨损和不失效。
4.易于操作:检具应具有简单、方便的操作方式,使操作人员能够快速准确地完成检测工作。
5.适应性:检具应能够适应不同形状和尺寸的产品,具有灵活可调的设计特点。
三、检具设计的步骤:1.确定设计需求:根据产品的要求和检测要求,明确检具的形状、尺寸和精度等要求。
2.选取适当的材料:根据应力分析和工艺要求,选择适当的材料,确保检具具有足够的强度和耐磨性。
3.结构设计:根据产品的尺寸和形状,设计检具的结构和连接方式,确保检具的稳定性和可靠性。
4.零件制作:根据设计要求,制作检具的各个零部件,并进行精确加工和表面处理。
5.组装和调试:将各个零件组装到一起,并进行调试和校准,确保检具的准确性和可靠性。
6.测试和验证:对设计的检具进行测试和验证,检查其是否满足产品的要求和设计的准确性。
7.改进和优化:根据测试结果和反馈意见,对检具进行改进和优化,提高其性能和可靠性。
四、检具设计的注意事项:1.遵循标准:在设计检具时,需遵循相关的国家和行业标准,确保检具的质量和可靠性。
2.考虑工艺要求:在设计过程中,要综合考虑产品的工艺要求,确保检具的制造和使用的便利性。
3.加强团队合作:设计检具需要多个团队的协作,包括产品设计、工艺设计和质量控制等,需加强沟通和合作。
4.积累经验和教训:在设计和使用检具的过程中,要及时总结经验和教训,使设计更加科学和合理。
检具设计的基本要求内容检具基础知识培训一、定义:什么叫工装,夹具,治具量具,检具工装,即工艺装备:指制造过程中所用的各种工具的总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.工装分为专用工装/通用工装/标准工装(类似于标准件) 夹具:顾名思义,用以装夹工件(或引导刀具)的装置.模具,用以限定生产对象的形状和尺寸的装置.刀具,机械制造中使用的刀具基本上都用于切削金属材料,所以刀具一词一般就理解为金属切削辅具,一般指用以连接刀具和机床的工具.钳工工具,各种钳工作业所用的工具总称.工位器具,用以在工作地或仓库中存放生产对象或工具的各种装置.治具,制造用器具,有时与工装同意,有时也指夹具,一般台资/资/日资等电子企业多用该词。
夹具属于工装,工装包含夹具,属于从属关系.量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置检具:生产中检验所用的器具.检具是大批量生产时,为方便检查质量而设计制作的专用检查工具.检具比用通用量具检验更省时省力检具分总成检具和零件检具二零件供应商的责任A. 零件供应商对检具获得过程的所有要素应负直接的责任。
另外,零件供应商必须保存所有相关活动的文件。
B. 供应商应保证检具符合下列条件:1. 时间进度要符合整个项目的时间节点。
2. 与被测零件的使用功能相符合。
3. 通过遵循定位基准方案,使检具符合被测零件的几何尺寸和公差图纸(GD&T)。
3.1 注意:供应商必须核实检具上是否需要垫块。
(比如在有尼龙扣或没有尼龙扣的情况下)4. 在检具中必须包括所有关键产品特性(KPC:合理的预期的变差可能足以影响产品安全性或政府标准或法规的符合性,或很可能足以影响顾客对产品满意程度的产品特性),产品质量特性(PQC:指那些特殊特性:客户满意与其整个公差围相符,但一旦超出规,客户损失将急剧上升。
公差围的变差略微影响客户满意,而一旦超出公差,将严重影响客户满意)的测量。

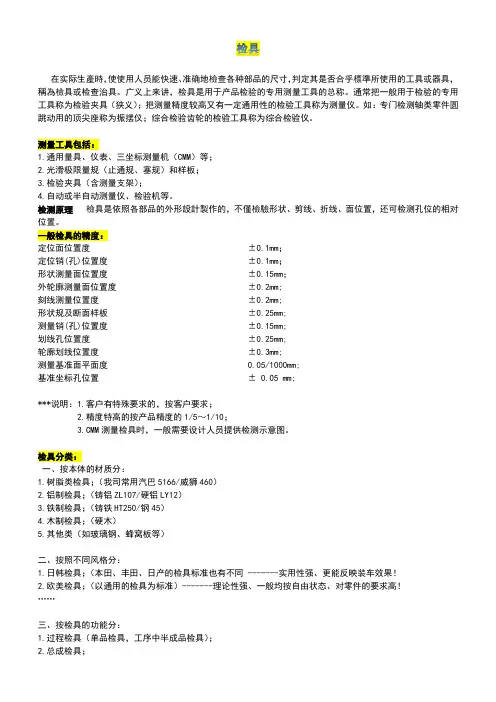
检具在实际生產時,使使用人员能快速、准确地檢查各种部品的尺寸,判定其是否合乎標準所使用的工具或器具,稱為檢具或检查治具。
广义上来讲,检具是用于产品检验的专用测量工具的总称。
通常把一般用于检验的专用工具称为检验夹具(狭义);把测量精度较高又有一定通用性的检验工具称为测量仪。
如:专门检测轴类零件圆跳动用的顶尖座称为振摆仪;综合检验齿轮的检验工具称为综合检验仪。
测量工具包括:1.通用量具、仪表、三坐标测量机(CMM)等;2.光滑极限量规(止通规、塞规)和样板;3.检验夹具(含测量支架);4.自动或半自动测量仪、检验机等。
检测原理檢具是依照各部品的外形設計製作的,不僅檢驗形状、剪线、折线、面位置,还可检测孔位的相对位置。
一般检具的精度:定位面位置度±0.1mm;定位销(孔)位置度±0.1mm;形状测量面位置度±0.15mm;外轮廓测量面位置度±0.2mm;刻线测量位置度±0.2mm;形状规及断面样板±0.25mm;测量销(孔)位置度±0.15mm;划线孔位置度±0.25mm;轮廓划线位置度±0.3mm;测量基准面平面度 0.05/1000mm;基准坐标孔位置± 0.05 mm;***说明:1.客户有特殊要求的,按客户要求;2.精度特高的按产品精度的1/5~1/10;3.CMM测量检具时,一般需要设计人员提供检测示意图。
检具分类:一、按本体的材质分:1.树脂类检具;(我司常用汽巴5166/威狮460)2.铝制检具;(铸铝ZL107/硬铝LY12)3.铁制检具;(铸铁HT250/钢45)4.木制检具;(硬木)5.其他类(如玻璃钢、蜂窝板等)二、按照不同风格分:1.日韩检具;(本田、丰田、日产的检具标准也有不同 -------实用性强、更能反映装车效果!2.欧美检具;(以通用的检具为标准)-------理论性强、一般均按自由状态、对零件的要求高!……三、按检具的功能分:1.过程检具(单品检具,工序中半成品检具);2.总成检具;四、按产品类型分:1.冲压件检具;2.注塑件检具;3.机加工件检具;4.车身装饰件、覆盖件检具;5.玻璃检具;……检具的功用一、产品的在线检测;通过各种测量手段检测,提供测量数据和用于判定产品的尺寸特性。
检具设计标准检具设计是制造业生产中不可或缺的一环,它直接关系到产品的质量和生产效率。
因此,制定一套科学合理的检具设计标准对于企业来说至关重要。
本文将从检具设计的基本原则、设计要求、材料选择和加工工艺等方面进行详细介绍,希望能为相关从业人员提供一些参考和借鉴。
首先,检具设计的基本原则是什么?检具设计的基本原则包括精度、稳定性、可靠性、安全性和经济性。
精度是检具设计的首要原则,它直接关系到产品的质量,因此在设计检具时必须确保其精度达到要求。
稳定性和可靠性是指检具在使用过程中能够保持稳定的测量结果,并且能够长期可靠地使用。
安全性是指在使用过程中能够确保操作人员的安全。
经济性是指在满足以上几项原则的前提下,尽可能降低成本。
其次,检具设计的要求有哪些?检具设计的要求包括结构合理、便于使用和维护、外观美观等。
结构合理是指检具的结构设计必须符合测量原理,并且能够满足使用要求。
便于使用和维护是指在使用过程中能够方便快捷地操作,并且能够方便地进行维护保养。
外观美观是指检具的外观设计应该符合人体工程学原理,并且能够满足审美要求。
再次,材料选择对于检具设计有何影响?材料选择直接关系到检具的使用寿命和稳定性。
在选择材料时,必须考虑其机械性能、耐磨性、耐腐蚀性和加工性等因素。
同时,还需要考虑材料的成本和可获得性,以及对环境的影响等因素。
最后,加工工艺对于检具设计有何要求?加工工艺是指检具的加工过程,它直接关系到检具的精度和稳定性。
在加工过程中,必须严格控制加工精度,确保加工精度达到要求。
同时,还需要注意加工工艺对材料性能的影响,避免因加工过程对材料性能造成影响。
总之,检具设计标准是制造业生产中非常重要的一环,它直接关系到产品的质量和生产效率。
因此,制定一套科学合理的检具设计标准对于企业来说至关重要。
希望本文所述内容能够为相关从业人员提供一些参考和借鉴,为制定检具设计标准提供一些思路和方向。
1/0 2012-12-05 2012-12-05 首次发布1.检具概述2.检具专业术语3.检具基准套、定位以及夹紧方式4.检具的检测方式5.检具的测量报告6.检具的操作规程7.检具的重复再现性(R&R)报告8.技术文件存档规范9.检具总装图、零件图标准10.常规零件的材质及热处理11.检具制造流程12.检具标准件1/0 2012-12-05 2012-12-05 首次发布1.检具概述1.1检具(测量支架)的定义1.1.1.检具是一种用来测量和评价零件尺寸质量的专用检验设备。
1.1.2.在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓周边大小和形状区域以及相对位置与通过CAD/CAM 直接加工的检具理论值之间的偏差。
1.1.3.对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
通常不能借助检具直接获得零件基于车身坐标系统精确的坐标值, 而是将零件置于检具上通过三坐标测量机测量方才获得。
现代检具的结构在设计时同时考虑其可以作为测量支架使用。
但是当检具的在线检查功能与测量支架功能不能同时满足时,应首先满足检具的在线检查功能。
1.1.4.测量支架是用三坐标测量机测量零件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD 数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。
1.1.5.检具是按需方要求定制的专用检验设备,检具的设计必须按照客户提供的最终3D数据及2D图纸, 3D数据必须具备正确的汽车坐标系,检具的设计及制造都需要通过1/0 2012-12-05 2012-12-05 首次发布1/0 2012-12-05 2012-12-05 首次发布2.2基准统一原则即设计基准、加工基准、测量基准在任何时候要尽量保证统一,这一点在我们检具设计、制造、测量中极其重要。
检具基础知识培训一、定义:什么叫工装,夹具,治具量具,检具工装,即工艺装备:指制造过程中所用的各种工具的总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.工装分为专用工装/通用工装/标准工装(类似于标准件)夹具:顾名思义,用以装夹工件(或引导刀具)的装置. 模具,用以限定生产对象的形状和尺寸的装置.刀具,机械制造中使用的刀具基本上都用于切削金属材料,所以刀具一词一般就理解为金属切削辅具,一般指用以连接刀具和机床的工具.钳工工具,各种钳工作业所用的工具总称. 工位器具,用以在工作地或仓库中存放生产对象或工具的各种装置.治具,制造用器具,有时与工装同意,有时也指夹具,一般台资/韩资/日资等电子企业多用该词。
夹具属于工装,工装包含夹具,属于从属关系.量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置检具:生产中检验所用的器具.检具是大批量生产时,为方便检查质量而设计制作的专用检查工具.检具比用通用量具检验更省时省力检具分总成检具和零件检具二零件供应商的责任A. 零件供应商对检具获得过程的所有要素应负直接的责任。
另外,零件供应商必须保存所有相关活动的文件。
B. 供应商应保证检具符合下列条件:1. 时间进度要符合整个项目的时间节点。
2. 与被测零件的使用功能相符合。
3. 通过遵循定位基准方案,使检具符合被测零件的几何尺寸和公差图纸(GD&T)。
3.1 注意:供应商必须核实检具上是否需要垫块。
(比如在有尼龙扣或没有尼龙扣的情况下)4. 在检具中必须包括所有关键产品特性(KPC:合理的预期的变差可能足以影响产品安全性或政府标准或法规的符合性,或很可能足以影响顾客对产品满意程度的产品特性),产品质量特性(PQC:指那些特殊特性:客户满意与其整个公差范围相符,但一旦超出规范,客户损失将急剧上升。
公差范围内的变差略微影响客户满意,而一旦超出公差,将严重影响客户满意)的测量。
检具基础知识培训一、定义:什么叫工装,夹具,治具量具,检具工装,即工艺装备:指制造过程中所用的各种工具的总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.工装分为专用工装/通用工装/标准工装(类似于标准件) 夹具:顾名思义,用以装夹工件(或引导刀具)的装置.模具,用以限定生产对象的形状和尺寸的装置.刀具,机械制造中使用的刀具基本上都用于切削金属材料,所以刀具一词一般就理解为金属切削辅具,一般指用以连接刀具和机床的工具.钳工工具,各种钳工作业所用的工具总称.工位器具,用以在工作地或仓库中存放生产对象或工具的各种装置.治具,制造用器具,有时与工装同意,有时也指夹具,一般台资/韩资/日资等电子企业多用该词。
夹具属于工装,工装包含夹具,属于从属关系.量具: 任何用来获得测量结果的装置,包括用来测量合格/不合格的装置检具:生产中检验所用的器具.检具是大批量生产时,为方便检查质量而设计制作的专用检查工具.检具比用通用量具检验更省时省力检具分总成检具和零件检具二零件供应商的责任A. 零件供应商对检具获得过程的所有要素应负直接的责任。
另外,零件供应商必须保存所有相关活动的文件。
B. 供应商应保证检具符合下列条件:1. 时间进度要符合整个项目的时间节点。
2. 与被测零件的使用功能相符合。
3. 通过遵循定位基准方案,使检具符合被测零件的几何尺寸和公差图纸(GD&T)。
3.1 注意:供应商必须核实检具上是否需要垫块。
(比如在有尼龙扣或没有尼龙扣的情况下)4. 在检具中必须包括所有关键产品特性(KPC:合理的预期的变差可能足以影响产品安全性或政府标准或法规的符合性,或很可能足以影响顾客对产品满意程度的产品特性),产品质量特性(PQC:指那些特殊特性:客户满意与其整个公差范围相符,但一旦超出规范,客户损失将急剧上升。
公差范围内的变差略微影响客户满意,而一旦超出公差,将严重影响客户满意)的测量。