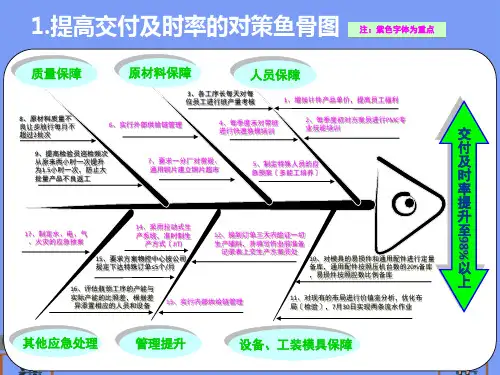
交
付
9、提高检验员巡检频次
从原来两小时一次提升 为1.5小时一次,防止大 批量产品不良返工
7、要求一分厂对常规、 通用铜片建立铜片超市
5、制定特殊人员的应 急预案〔多能工培养〕
及 时
率
提
升
17、制定水、电、气 、火灾的应急预案
14、采用拉动式生 产系统,准时制生
产方式〔JIT)
15、要求方案物控中心按公司 规定下达特殊订单≤5个/月
模具、设备保障
品质保障
排片保障
1.保证无塑壳残留的情况下,取
到新、心和6面.开度制办购品无发到造粉公 的 质中达的皮大零、心≤模、0和.具楼配设0钩5精所m子进件备密m生两行实等,事产侧外业的相行异无径制全粉关质常≤造塑皮0事量问部.型0,无4所产宜三题m气设品m的包孔,计同端沟,通对易损件中钟分4法.进出心内钟解现和必内行决品提技须者备质出术到在库异解开 达2小常决发发时时方中生内要案心现出求,在场应质如,10急保无分30 与员工进行沟通,掌握员工动态,了解预员案,工并所在解想一决天措、内施所回需复永久
消所有全塑型产品喷脱模剂
2.精密制造事业部在9月30日
3.塑壳工程组彻底解 决全塑型产品塑壳残
留问题
前完成15台自动排片机〔30 分钟内完成换模〕并投入生
产
全
出现生产、7、品设质备、故障设报备修等后1异0分常钟问内必题须,到
塑
设备异常后达半现场小,时30内分钟带内班无无法修法复解的决必须着报立即上报工序长,工序长在半小时内无法解决着立即上报设备管理部和生产科长更换替代设备
6 天
14.指定专门检验员对铜片来料严格按照
和物控中心同生产分厂的评审通
工艺要求用“V〞型块进行测量,确保铜