横河DCS系统[WB-12]顺序事件记录
- 格式:ppt
- 大小:841.50 KB
- 文档页数:4
MODBUS通讯总结1.MODBUS概述、硬件连线:A.MODBUS特点:Modbus的特点是将通讯参与者规定为“主机”(master)和“客户端”(slave)。
(横河的CS3000系统可以充当主站和从站,但作为从站时需要从横河定制特注软件包)“主机”的一方要首先向“客户端”的一方发送通讯请求指令,“客户端”根据请求指令中指定的内容,向“主机”发回数据,一个“主机”可以向多个“客户端”发送通讯请求,最多可由255个请求指令。
每个“客户端”都有自己的编号,该编号称为“客户端”地址(slave address)或“客户端”识别码(slave id)。
Modbus 协议中只对各种通讯字符串格式作了规定,但它并不对通讯参数做规定。
所谓的通讯参数是指通讯速度的波特率和通讯的奇偶校验等的指定。
控制器通信使用主—从技术,即仅一设备(主设备)能初始化传输(查询)。
其它设备(从设备)根据主设备查询提供的数据作出相应反应。
典型的主设备:主机和可编程仪表。
典型的从设备:可编程控制器。
主设备可单独和从设备通信,也能以广播方式和所有从设备通信。
如果单独通信,从设备返回一消息作为回应,如果是以广播方式查询的,则不作任何回应。
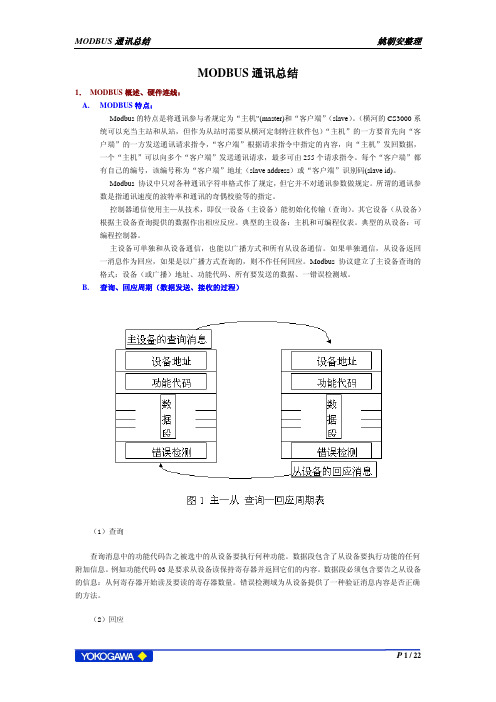
Modbus协议建立了主设备查询的格式:设备(或广播)地址、功能代码、所有要发送的数据、一错误检测域。
B.查询、回应周期(数据发送、接收的过程)(1)查询查询消息中的功能代码告之被选中的从设备要执行何种功能。
数据段包含了从设备要执行功能的任何附加信息。
例如功能代码03是要求从设备读保持寄存器并返回它们的内容。
数据段必须包含要告之从设备的信息:从何寄存器开始读及要读的寄存器数量。
错误检测域为从设备提供了一种验证消息内容是否正确的方法。
(2)回应如果从设备产生一正常的回应,在回应消息中的功能代码是在查询消息中的功能代码的回应。
数据段包括了从设备收集的数据:象寄存器值或状态。
如果有错误发生,功能代码将被修改以用于指出回应消息是错误的,同时数据段包含了描述此错误信息的代码。

中石化塔河分公司联合装置DCS操作手册48中石化塔河分公司联合装置DCS操作手册2004-6-25日试行1、装置DCS系统概述1.1装置DCS概述塔河分公司联合装置DCS系统选用日本横河(YOKOGAW A)公司生产的CS3000型集散控制系统,包括常压、焦化、加制氢、重整、硫磺回收、污水、罐区、装卸设施及公用工程几个部分。
系统共分为两大部分即FCS(系统控制部分)和HIS(人机接口部分)。
本操作手册只介绍人机接口部分的操作及联合装置回路的说明2、人机接口站(HIS)概述2.1系统概述采用通用PC机作为其人机接口站(HIS)以Windows 2000作为操作系统,使HIS具有开放的操作环境,同时将DCS功能与PC系统易与操作性紧密相结合。
2.2人机接口站组成HIS上的功能组成主要有五大部分。
1、窗口操作监视功能。
该功能以生产过程的日常操作与监视为主,通过一系列所建立的操作监视窗口,实现对生产的运行、操作、监视、控制、报表等运作。
2、操作支持系统该功能主要是防止误动作或非操作者的安全权限功能,告知操作员错误的报警和信息功能,以及监视工厂现时和过去状态的报表功能。
3、数据收集和处理功能收集并保存各种过程数据,而且通过打印机或文件输出4、开放数据接口功能CS3000支持开放数据接口,通过DDE或OPC接口,使不具有HIS功能的上位系统以及通用应用窗口随时获取CS3000内各种实时的过程控制数据5、维护功能该功能用来诊断系统和运行维护,并时刻显示操作下的系统状态,监视操作状态。
2、启动HIS启动HIS的操作、监视功能1、打开电源,开始运行WINDOWS2000。
2、同时按下[Ctrl]+[A lt]+[Del] 登陆3、输入用户名和密码4、计算机进入HIS的操作和监视功能。
3、HIS基本的操作和监视窗口3、1 窗口概述通过HIS的操作监视窗口,向用户提供一个最佳的操作监视接口来控制、管理、监视生产过程以及整个系统的运行状态。

横河DCS操作工手册横河西仪系统部 - 1 - 神马特品工业丝CS3000系统运行操作说明第1 页共25页神马特品工业丝CS3000 系统应用软件操作说明书横河西仪系统部出版发行2006/05/01横河西仪系统部 - 2 - 神马特品工业丝CS3000系统运行操作说明第2 页共25页总目录一、前言-------------------------------------------------------------------------- -3-二、流程图画面总目录 ---------------------------------------------------------- -4-三、软件操作说明 --------------------------------------------------------------- -14-1、画面操作 ----------------------------------------------------------------- -14-1-1 总貌画面 ---------------------------------------------------------- -14-1-2 流程图画面 ------------------------------------------------------- -14-1-3 控制分组画面 ---------------------------------------------------- -15-2、仪表操作 ----------------------------------------------------------------- -16-2-1 开关仪表面板 ---------------------------------------------------- -16-2-2 调节仪表面板 ---------------------------------------------------- -173、报表操作 ----------------------------------------------------------------- -17-四、系统操作说明 --------------------------------------------------------------- -18-1、人机接口 ---------------------------------------------------------------- -18-1-1 人机接口功能 ----------------------------------------------------- -18-1-2 窗口类型 ----------------------------------------------------------- -181-3 窗口操作 ----------------------------------------------------------- -19-1-4 典型的操作监视窗口 -------------------------------------------- -192、系统基本维护 ---------------------------------------------------------- -30-2-1 系统维护窗口 ------------------------------------------------------ -30-2-2 过程报告书 --------------------------------------------------------- -332-3 历史报告书 --------------------------------------------------------- -33-3、操作员键盘---------------------------------------------------------------- -34-五、后记------------------------------------------------------------------------------ -35-横河西仪系统部 - 3 - 神马特品工业丝CS3000系统运行操作说明第3 页共25页前言神马特品工业丝计算机分散控制系统采用横河西仪提供的CENTUM-CS3000 控制系统。
![横河DCS系统[WB-04]功能块](https://img.taocdn.com/s1/m/fb43b50e16fc700abb68fc83.png)

培训教材一、DCS系统间介1、本系统的上位机软件采用了德国西门子(siemens)公司最新的工控组态软件wincc;下位控制站采用了ST-400 CPU和最新分布式模块ET200M系列自动化才品;现场连接采用工业以太网、profibus现场总线和4-20mA仪号工业标准。
系统拓扑结构见下图2、该系统具有整体集成化、更可靠性、技术先进、扩展性好、价格合理、操作简便。
3、测控范围:生料磨、烧成窑尾、烧成窑头、水泥磨该系统由中央控制室的操作站、中央控制站、现场电场控制室的现场控制站以及工业通讯网络等几部分组成。
系统操作站与服务器通过ETHERNET相连,服务器与控制站通过工业以太网连接、控制站通过profibus-dp过程现场总线与现场控制站相连接。
二、主要测控内容系统分为四个DCS控制站:每个站又细分为若干工艺段生料控制站分为:石灰石破碎及预均化、生料配料、生料磨;窑尾控制站分为:生料如窑、窑尾预分解、废气处理;窑头控制站分为:窑中和窑头喷、粉制备、蓖冷机;水泥磨控制站为:水泥配料、水泥磨、包装。
三、主要功能特点过程现场级的通讯网络:12Mbit/s标准的I/O测控信号接口:数字输入信号(DI)接口为220VACDO接口:无原继电器触点(5A)AI、AO信号接口:4-20MA操作控制级的通讯网络:开放的ETHERNET工业以太网100M/s中央控制站控制软件开发平台:STEP7软件开发平台(PLC)操作站监控软件的开发平台:WINCC组态软件开发平台(人机界面)功能:实时生产过程监视功能:总貌图、工艺段流程图设备开关机控制功能:开关机及连锁故障报警及管理功能实时皱势及历史皱势图生产报表统计和生产管理功能:班报表、日报表、年报表自动故障检测三个操作级别:底→操作员→管理员→维护员四、系统配置1、硬件:S7-400控制站:1个CPU、1个电源模块、1个以太网通讯模块(网卡)、若干个ET200子站)S7-00中央控制器是自控的控制中心它通过工业以太网与服务器相连又通过PROFIBUS-DP现场总线与各个现场控制站ET200分布式I/O相连。
横河DCS系统参数及报警说明横河DCS系统参数及报警说明横河DCS系统常用功能的状态、内部参数、报警信息总结如下,希望对大家有帮助,非常用功能的参数则需查找手册,自定义的参数需查看程序,这不一一列举。
横河DCS系统仪表面板状态仪表回路状态MAN 手动状态RCAS 远程串级状态AUT 自动状态PRD 初级直接调节CAS 串级状态CAL 仪表校验模式横河DCS系统仪表面板内部参数PV 过程测量值GW 宽带SV 设定值DB 死区MV 输出值CK 增益P 比例CB 偏差补偿I 积分DL 偏差报警设定D 微分VL 变化率报警设定SVL 设定低限限位置HH 高高报警设定SVH 设定高限限位置PH 高报警设定OPHI 输出高限索引PL 低报警设定OPLO 输出低限索引LL 低低报警设定MSH MV量程上限PMV 预定输出设定,配合PSW=3使用MSL MV量程下限SUM 流量累积值过程测量值输入SL PV量程低限RAW原始值(-25~125)SH PV量程高限ONTM 运行时间(秒)ONCT 启停次数ONTH 运行时间(小时)ONTS 运行时间(余秒)横河DCS系统仪表报警NR 报警状态正常IOP- 输入开路或输入小于设定检测开路值IOP 输入大于设定检测最大电流值OOP 输出断路HH 过程测量值高高报警HI 过程测量值高报警LO 过程测量值低报警LL 过程测量值低低报警ANS+ 开回讯不正常,MV=2ANS- 关回讯不正常,MV=0PERR 开关回讯同时存在或不存在,根据实际情况可修改MHI 阀门输出上限,适用于AUT&CAS模式MLO 阀门输出下限,适用于AUT&CAS模式DV+ 正偏差报警DV- 负偏差报警VEL+ 正变化率报警VEL- 负变化率报警ALM AN报警,适用于数字量报警CNF 仪表连接错误报警TRIP 仪表连接错误报警AOF 报警屏蔽(画面屏蔽,后台仍记录)CERR 计算块检测报警。
EPS干法无尘2100纸机DCS系统操作说明书绵阳海天斯威福特有限责任公司2019年10月22日DCS 系统操作说明书开机,进入WINXP 操作系统后,就会显示登陆画面。
按“CTRL ”、“L ”组合键,弹出系统登陆框,此时输入用户名和密码,然后就可以进入到操作界面。
界面上方是界面下方是“备料系统”按钮是工艺流程中关于绒毛浆分解、SAP 和ES 配比、喷胶画面等等的切换按钮,当操作员点击按钮后,按钮颜色就从灰色变为绿色,并且显示该画面;“成型部”按钮是用来切换干法无尘纸机中成型工段的相应画面; “传递部”按钮是用来切换干法无尘纸机中传递工段的相应画面; “上喷胶部”按钮是用来切换干法无尘纸机中上喷胶工段的相应画面; “预热部”按钮是用来切换干法无尘纸机中预热工段的相应画面; “下喷胶部”按钮是用来切换干法无尘纸机中下喷胶工段的相应画面;“固化部”按钮是用来切换干法无尘纸机中固化工段的相应画面;“熟化部”按钮是用来切换干法无尘纸机中熟化工段的相应画面;“压光冷却部”按钮是用来切换干法无尘纸机中压光冷却工段的相应画面;“配胶部”按钮是工艺流程中的配胶计量输送画面的切换按钮;“其他”按钮是工艺流程中的AC系统、锅炉供水、现场急停显示、声光报警种类、其他剩余部分的画面;“除尘部”按钮是工艺流程中专门针对过滤空气中尘埃的画面。
里面显示登陆的当前用户名称,如果是空白,就表明当前系统并没有用户登陆,不能操作任何按钮;项目编号是系统的出厂号,便于项目的跟踪管理;“退出系统”是关闭WINCC项目,而不退出操作系统,只有管理员才有权限操作。
操作员如果点击,就会出现权限不够的提示:管理员有权使用:“关闭系统”是不仅要关闭WINCC项目,而且要退出操作系统,彻底关闭电脑。
显示当前的日期和时间。
按钮是用来打印当前全屏幕画面的。
功能就是便于操作员纪录当前的水分横幅分布和雾化喷头的调节情况。
操作员选择“是”,就将画面输出到网络打印机。