模具修改履历表
- 格式:xlsx
- 大小:1.92 MB
- 文档页数:3
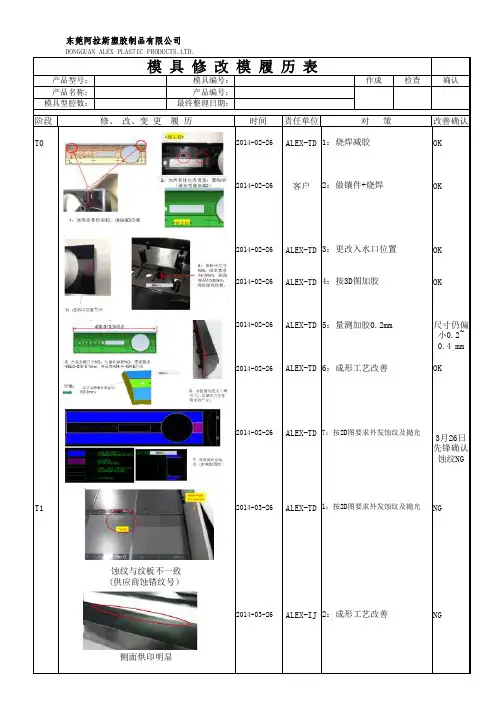
作成检查确认阶段时间责任单位改善确认T02014-02-26ALEX-TD OK2014-02-26客户OK2014-02-26ALEX-TD OK2014-02-26ALEX-TD OK2014-02-26ALEX-TD 2014-02-26ALEX-TD OK2014-02-26ALEX-TD T12014-03-26ALEX-TD NG2014-03-26ALEX-IJ NG产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策1:烧焊减胶2:做镶件+烧焊4:按3D图加胶3:更改入水口位置5:量测加胶0.2mm尺寸仍偏小0.2~0.4 mm 6:成形工艺改善7:按2D图要求外发蚀纹及抛光3月26日先锋确认蚀纹NG1:按2D图要求外发蚀纹及抛光蚀纹与纹板不一致(供应商蚀错纹号)侧面烘印明显2:成形工艺改善作成检查确认阶段时间责任单位改善确认产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策T2DPP2014-04-04ALEX-TD NG2014-04-04ALEX-IJ NG2014-04-04ALEX-IJ OK2014-04-04ALEX-IJ OKT32014-04-15ALEX-TD NGDPPT4LPP2014-05-8ALEX-TD OK1:重新外发蚀纹(英可现场确认错纹号为犁地纹)蚀纹与纹板不一致侧面烘印明显2:成形工艺改善3:采用定型治具定型4:成形工艺改善(重新接驳前模运水)变形超标1:重新外发蚀纹侧面夹水线蚀纹与纹板不一致1:取消蚀纹,将外侧改为喷黑油**薄弱位置加支撑骨改善作成检查确认阶段时间责任单位改善确认产品型号:模具编号:模具型腔数:最终整理日期:产品名称:产品编号:修、 改、变 更 履 历对 策T5LPP2014-05-29ALEX-SS OK2014-05-29ALEX-SS NG2014-05-29ALEX-SS OK2014-05-29ALEX-SP OKT6PP2014-06-13ALEX-TD OK2014-06-13ALEX-TD OK1:烫金工艺调整(烫金温度适当调低,压力适当增加,速度适当调慢)2:烫金工艺调整(烫金温度适当调低,压力适当增加,速度适当调慢)烫金表面雾状白气边角位置掉金及露白烫金面丝印防酒精测试N G3:丝印油墨加适量固化剂4:供应商重新调整油漆配方1:在后模周圈骨位减胶做火山口喷油面防酒精测试NG大孔周圈缩水难调整,烫金后明显**调整中间进胶口尺寸及位置2: 在前模边缘位置省模与烫金面保持一致。
作成
检查
确认
阶段时间
责任单位改善确认T0
2014-02-26
ALEX-TD OK
2014-02-26
客户OK
2014-02-26
ALEX-TD OK
2014-02-26
ALEX-TD OK
2014-02-26
ALEX-TD 2014-02-26
ALEX-TD OK
2014-02-26
ALEX-TD T1
2014-03-26
ALEX-TD NG
2014-03-26
ALEX-IJ NG
产品型号:模具编号:模具型腔数:
最终整理日期:
产品名称:产品编号:修、 改、变 更 履 历对 策1:烧焊减胶
2:做镶件+烧焊4:按3D图加胶3:更改入水口位置5:量测加胶0.2mm
尺寸仍偏小0.2~0.4 mm 6:成形工艺改善
7:按2D图要求外发蚀纹及抛光
3月26日先锋确认蚀纹NG
1:按2D图要求外发蚀纹及抛光蚀纹与纹板不一致(供应商蚀错纹号)
侧面烘印明显
2:成形工艺改善
阶段时间责任单位改善确认
修、 改、变 更 履 历对 策T2DPP
2014-04-04
ALEX-TD NG
2014-04-04
ALEX-IJ NG
2014-04-04
ALEX-IJ OK
2014-04-04
ALEX-IJ OK
T32014-04-15
ALEX-TD NG
DPP
T4LPP
2014-05-8
ALEX-TD OK
1:重新外发蚀纹(英可现场确认错纹号为犁地纹)
蚀纹与纹板不一致
侧面烘印明显
2:成形工艺改善3:采用定型治具定型4:成形工艺改善
(重新接驳前模运水)
变形超标
1:重新外发蚀纹侧面夹水线
蚀纹与纹板不一致
1:取消蚀纹,将外侧改为喷黑油**薄弱位置加支撑骨改善
阶段时间责任单位改善确认
修、 改、变 更 履 历对 策T5LPP
2014-05-29
ALEX-SS OK
2014-05-29
ALEX-SS NG
2014-05-29
ALEX-SS OK
2014-05-29
ALEX-SP OK
T6PP
2014-06-13
ALEX-TD OK
2014-06-13
ALEX-TD OK
1:烫金工艺调整
(烫金温度适当调低,压力适当
增加,速度适当调慢)
2:烫金工艺调整
(烫金温度适当调低,压力适当
增加,速度适当调慢)
烫金表面雾状白气
边角位置掉金及露白
烫金面丝印防酒精测试N G
3:丝印油墨加适量固化剂4:供应商重新调整油漆配方1:在后模周圈骨位减胶做火山口喷油面防酒精测试NG
大孔周圈缩水难调整,烫金后明显
**调整中间进胶口尺寸及位置
2: 在前模边缘位置省模与烫金面保持一致。