第七节双面提花圆机的上针成圈系统与工艺设计
- 格式:ppt
- 大小:1.21 MB
- 文档页数:9
多圆纬机选针机构原理与上机工艺一、摘要:§6-1多针道变换三角选针原理与上机工艺使用多级针踵的舌针与多针道控制方式的圆纬机,称为多针道针织机。
目前用得最多的是在针筒上的四踵位织针与四针道选针,即单面四针道机。
多针道针织机除了编织平针等组织外,还可以编织单面变换织物等。
一、三角配置与选针原理单面四针道针织机常见型号有Z241、SGE2401、GE161-4、H3F、MHL、S1108、XL-4S等。
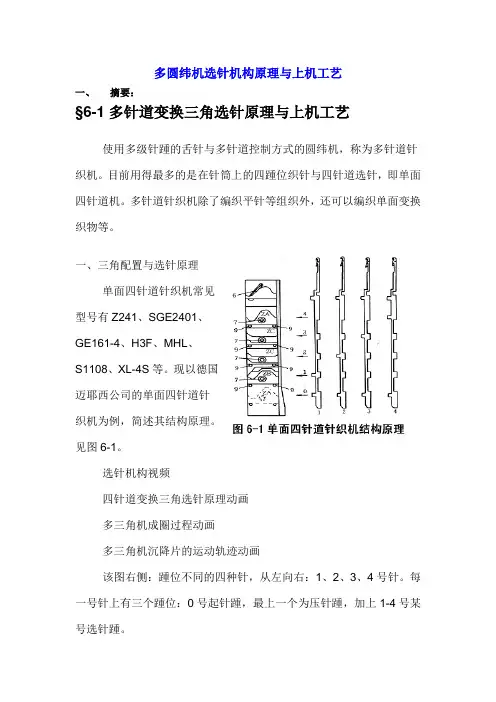
现以德国迈耶西公司的单面四针道针织机为例,简述其结构原理。
见图6-1。
选针机构视频四针道变换三角选针原理动画多三角机成圈过程动画多三角机沉降片的运动轨迹动画该图右侧:踵位不同的四种针,从左向右:1、2、3、4号针。
每一号针上有三个踵位:0号起针踵,最上一个为压针踵,加上1-4号某号选针踵。
该图左侧:每一路三角座中自上而下装有6块三角,分别作用与起针踵,压针踵和1-4号选针踵,除压针三角6不需要调换外,其余5块三角可以在3种可互换三角中进行变换。
其中ZA是成圈三角,ZB 是集圈三角,ZC是不编织三角,所有三角安装时,均有销钉9定位用螺丝7固定在三角座上。
按图中的三角排列,1号针受集圈三角ZB作用进行集圈,2和3号针受不编织三角ZC作用不退圈与不编织,4号针受成圈三角ZA作用正常成圈。
织针每经过一个成圈系统,都有成圈,集圈和不编织3种可能,称为三功位选针。
二、形成花纹的能力分析四针道针织机花纹变换就是靠四种踵位的针和三种不同工作状态的三角的不同组合、排列来实现的。
1、完全组织宽度B:①花宽B中不同的花纹纵行数B0不同的花纹纵行数B0=织针针踵的档数②最大花宽B max将不同踵位的针按不同的顺序交替排列,不成循环。
完全组织的最大宽度可以扩展到针筒上的总针数N,即B max≤N③完全组织宽度B在设计花宽时,一般应使B等于针筒上总针数N的约数。
2、完全组织高度H当机器为4针道时,它的完全组织H中不同花纹的横列H0与三角的排列组合有关。
双面提花圆机花型准备系统的设计胡旭东;揭由君;彭来湖【摘要】为解决使用花型准备系统时绘图效率低,链条动作输入步骤繁多的问题,设计了一套花型和链条结合的图形编辑系统.这个系统以命令模式和面向对象的设计思想为指导,给出了系统的总体架构和软件的数据结构总体设计方案.针对三工位(成圈、集圈、浮线)的双面提花圆机,提出花型位图文件在连续浮线情况下的2种分解算法及分解数据的压缩算法,实现了花型位图文件到选针文件的转换.并在输入链条动作的过程中,采用了复合动作预设提前量方式,有效地降低了设计链条动作的繁琐度,提高了花型的设计效率.【期刊名称】《纺织学报》【年(卷),期】2015(036)006【总页数】6页(P129-134)【关键词】提花圆机;花型数据准备;面向对象;算法【作者】胡旭东;揭由君;彭来湖【作者单位】浙江理工大学浙江省现代纺织装备技术重点实验室,杭州浙江310018;浙江理工大学浙江省现代纺织装备技术重点实验室,杭州浙江310018;浙江理工大学浙江省现代纺织装备技术重点实验室,杭州浙江310018【正文语种】中文【中图分类】TP311;TS184.4电子提花圆纬机采用的是电信号控制刀头上下摆动的电动选针器,电信号即选针器的驱动信号,由计算机的数据提供[1],开机前的数据准备工作称为花型数据准备。
随着计算机技术的发展,圆纬机电子提花系统因其花型范围不受限制,更换花型迅速,产品设计周期短的优点,电子控制技术逐渐代替了机械式提花控制,在针织机上得到越来越广泛的应用[2-3]。
目前,三工位(成圈、集圈、浮线)选针形式的花型制版系统中,日本岛精公司(Shimaseiki)和德国斯托尔公司(Stoll)处于世界领先地位[4]。
金天梭CDMJ型电脑提花圆机就采用了日本先进的电子选针系统和WAC Designer提花设计软件,最大特点是上机操作简便快捷,修改和更换花型快,产品设计简单方便,可提高机器编织速度[5]。
第五章圆纬机选针机构工作原理本章知识点1. 多针道变换三角的选针原理和工艺设计方法。
2. 拨片式选针装置的选针原理和工艺设计方法。
3. 提花轮选针装置的选针原理和工艺设计方法。
4. 电子选针装置的选针原理。
5. 双面提花织物的反面设计与上三角排列。
第一节织针与沉降片选择装置的分类一. 选针机构的分类:1.直接式选针——通过选针机件(三角、钢米)直接作用于针踵来进行选针。
如:分针三角、多针道变换三角、提花轮选针2.间接式选针——在发出信息的选针元件与执行选针信息的工作机件之间有传递信息的机件。
分为:机械式选针和电子式选针机械式如:拨片式、推片式、提花轮式和滚筒式等,用于小花型提花。
电子式选针分为:多级式和单级式两类。
特点:变换花纹快,花型大小和变化不受限制,但机器价格较贵。
第二节分针三角选针原理利用针踵的长短和三角的厚薄来进行分针选针。
第三节多针道变换三角选针原理及应用1.选针原理通过不同高度针踵的织针(又称不同踵位织针)和相对应三角的变换来实现选针的目的。
☐单面四针道针织机☐双面四针道针织机机件配置三角:EA成圈三角,EB集圈三角,EC浮线三角(不编织)——三功位编织织针:踵位0#——选针踵踵位5#——压针踵踵位1-4#——选针踵☐压针三角6不需要调换,只需调整高低位置;☐其余5块三角都可根据织物组织进行调换;☐0号起针三角:编织平针组织时,0号起针踵的三角调换成成圈三角,1—4号选针踵的三角不工作。
编织提花组织时,0号起针踵三角不工作,1—4号选针踵的每一个三角根据花纹要求调换。
2.形成花纹的能力1)不同花纹的纵行数B0与最大花宽Bmax 不同花纹的纵行数B0取决于踵位数,B0=n凡同一踵位的织针编织的纵行完全相同二针道n=2三针道n=3四针道n=4☐若踵位排列为:步步高”/“排列或步步低”\“排列;=n则最大花宽Bmax=B☐若踵位对称排列“”或“”则最大花宽Bmax=2B=2n☐将4档针踵织针以各种顺序交替排列,不成循环,则最大花宽Bmax≤N(N为针筒总针数)2)不同花纹的横列数H 0与最大花高H max对于某一路三角,每一档均有成圈、集圈和浮线三种变换,若有n 档三角,则H 0=3n -1若为四跑道H 0=3n -1=34-1=80假如花纹横列重复出现,且不成循环,则完全组织花高可扩大,但H max ≤M (M -成圈系统数)各档三角均为浮线三角通常B----为总针数的约数H----为成圈系统数的约数B与H的比例要适当,使花型美观3.设计案例例1:根据所给单面提花组织花纹意匠图,绘出织针排列图和三角排列图ⅠⅡⅢⅣ双色均匀提花组织,一个横列每二个成圈系统完成,织针排列呈步步高”/“。


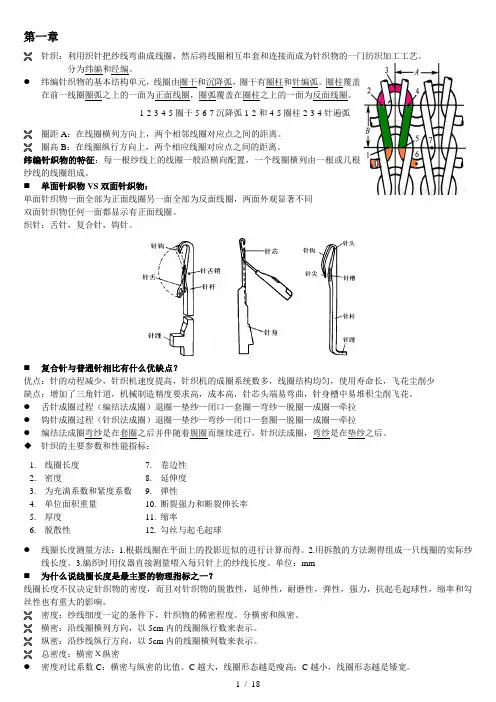
第一章针织:利用织针把纱线弯曲成线圈,然后将线圈相互串套和连接而成为针织物的一门纺织加工工艺。
分为纬编和经编。
●纬编针织物的基本结构单元,线圈由圈干和沉降弧,圈干有圈柱和针编弧。
圈柱覆盖在前一线圈圈弧之上的一面为正面线圈,圈弧覆盖在圈柱之上的一面为反面线圈。
圈距A:在线圈横列方向上,两个相邻线圈对应点之间的距离。
圈高B:在线圈纵行方向上,两个相应线圈对应点之间的距离。
纬编针织物的特征:每一根纱线上的线圈一般沿横向配置,一个线圈横列由一根或几根纱线的线圈组成。
⏹单面针织物VS双面针织物:单面针织物一面全部为正面线圈另一面全部为反面线圈,两面外观显著不同双面针织物任何一面都显示有正面线圈。
织针:舌针,复合针,钩针。
⏹复合针与普通针相比有什么优缺点?优点:针的动程减少,针织机速度提高,针织机的成圈系统数多,线圈结构均匀,使用寿命长,飞花尘削少缺点:增加了三角针道,机械制造精度要求高,成本高,针芯头端易弯曲,针身槽中易堆积尘削飞花。
●舌针成圈过程(编结法成圈)退圈—垫纱—闭口—套圈—弯纱—脱圈—成圈—牵拉●钩针成圈过程(针织法成圈)退圈—垫纱—弯纱—闭口—套圈—脱圈—成圈—牵拉●编结法成圈弯纱是在套圈之后并伴随着脱圈而继续进行,针织法成圈,弯纱是在垫纱之后。
◆针织的主要参数和性能指标:●线圈长度测量方法:1.根据线圈在平面上的投影近似的进行计算而得。
2.用拆散的方法测得组成一只线圈的实际纱线长度。
3.编织时用仪器直接测量喂入每只针上的纱线长度。
单位:mm⏹为什么说线圈长度是最主要的物理指标之一?线圈长度不仅决定针织物的密度,而且对针织物的脱散性,延伸性,耐磨性,弹性,强力,抗起毛起球性,缩率和勾丝性也有重大的影响。
密度:纱线细度一定的条件下,针织物的稀密程度。
分横密和纵密。
横密:沿线圈横列方向,以5cm内的线圈纵行数来表示。
纵密:沿纱线纵行方向,以5cm内的线圈横列数来表示。
总密度:横密Х纵密●密度对比系数C:横密与纵密的比值。


双面舌针圆纬机的工作原理和成圈编织系统一、实验目的和要求1.了解双面舌针圆纬机的工作原理。
2.通过实验,了解双面舌针圆纬机和单面舌针圆纬机的区别。
3.了解双面舌针圆纬机中,罗纹机和棉毛机的区别。
二、基本知识v双面圆纬机可以编织罗纹织物和双罗纹织物,以及各种双面变化组织。
它要求编织设备必须具备:一套纱线输送装置。
以保证纱线能以一定的进线速度和张力,均匀地把纱线垫入到织针针钩内。
二只针筒(或一只针筒、一只针盘),用以编织正反面织物。
三种三角,成圈三角、集圈三角和浮线三角(即不编织三角),用来编织不同的变化组织。
四条跑道(上针盘二条和下针筒二条),用以走不同的针踵。
(本机BCM 多功能小型双面圆纬机,下针筒有四条跑道,用以编织双面变化组织)三、实验设备、仪器和用具v实验设备:BCM多功能小型双面圆纬机v机器参数:机号22针/英寸,路数36路,筒径16英寸v总针数:1106针四、实验内容1.纱线在喂纱中的行程(本实验输送装置为MPF给纱装置)送纱铝盘(可调节进纱速度)条带(上有齿条)齿带型驱动轮储纱轮前端断纱自停装置储纱轮储纱轮后端断纱自停装置导纱板导纱器针钩2.双面圆纬机的编织机构双面圆纬机的基本机型分为罗纹机和棉毛机。
罗纹机的特征:(1) 上下针筒对位呈针槽相错状态;(2) 上下针筒上的织针,都只有一种针踵(无高低踵之分);(3) 只使用一种三角(成圈三角)棉毛机的特征:(1) 上下针筒对位呈针槽相对状态(即针对针);(2) 使用四种针,即上针筒高、低踵针和下针筒的高、低踵针。
(本机BCM多功能小型双面圆纬机,下针筒有四种高、低针踵不同的针,并配以四条不同的三角跑道,可编织多种变化组织)(3) 使用三种三角,即成圈三角、集圈三角和浮线三角(即不工作三角)。
棉毛机在编织双罗纹组织时,它的针和三角呈“三错一对”的配置(见图)一错:上针盘高、低踵,呈交错排列。
(即插一针高踵、一针低踵间隔插针)二错:下针筒高、低踵针,也是呈交错排列。