聚氨酯树脂拉挤ppt课件
- 格式:ppt
- 大小:4.13 MB
- 文档页数:7

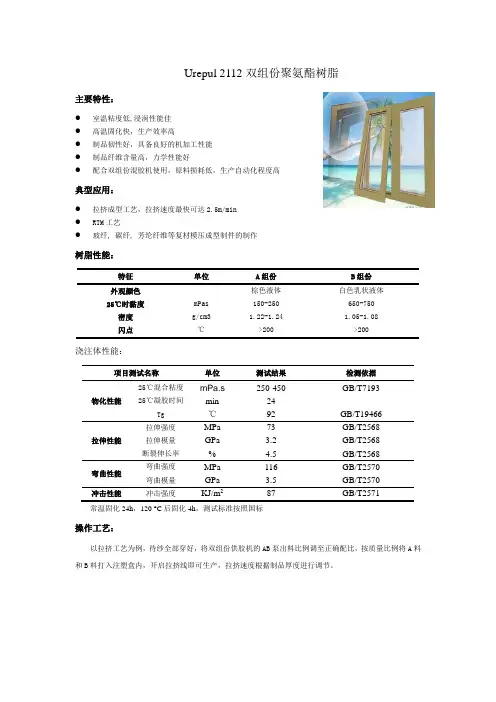
Urepul 2112双组份聚氨酯树脂主要特性:●室温粘度低,浸润性能佳●高温固化快,生产效率高●制品韧性好,具备良好的机加工性能●制品纤维含量高,力学性能好●配合双组份混胶机使用,原料损耗低,生产自动化程度高典型应用:●拉挤成型工艺,拉挤速度最快可达2.5m/min●RTM工艺●玻纤, 碳纤, 芳纶纤维等复材模压成型制件的制作树脂性能:特征单位A组份B组份外观颜色棕色液体白色乳状液体25℃时黏度mPas 150-250 650-750 密度g/cm3 1.22-1.24 1.05-1.08闪点℃>200 >200浇注体性能:项目测试名称单位测试结果检测依据物化性能25℃混合粘度mPa.s250-450 GB/T7193 25℃凝胶时间min 24 - Tg ℃92 GB/T19466拉伸性能拉伸强度MPa 73 GB/T2568 拉伸模量GPa 3.2 GB/T2568 断裂伸长率% 4.5 GB/T2568弯曲性能弯曲强度MPa 116 GB/T2570 弯曲模量GPa 3.5 GB/T2570冲击性能冲击强度KJ/m287 GB/T2571常温固化24h,120 °C后固化4h,测试标准按照国标操作工艺:以拉挤工艺为例,待纱全部穿好,将双组份供胶机的AB泵出料比例调至正确配比,按质量比例将A料和B料打入注塑盒内,开启拉挤线即可生产,拉挤速度根据制品厚度进行调节。
玻璃钢制品性能:注:玻璃纤维为CPIC ECT 玻纤存储方法及使用环境:A/B 组份的储存方法和有效期已标注在包装桶上; 树脂和固化剂的存储于15-25℃的干燥通风处本产品应在18-25℃的温度环境下使用。
储存及包装:储存过程中需避光通风,储存环境温度控制在15-25℃,包装一旦打开请及时用完。
包装分为25KG 和220KG 两种规格免责申明以上所有数据及技术信息均基于本公司测试及对该材料的了解,对于该材料是否适用于特定产品设计及应用,需由使用方自行评估确定。
聚氨酯拉挤工艺流程
聚氨酯拉挤工艺流程是一种利用聚氨酯材料制作拉挤型材的方法。
该工艺流程通常分
为材料准备、拉挤生产和表面处理三个步骤。
一、材料准备
在聚氨酯拉挤生产前,需要准备好所需的原材料。
通常使用的聚氨酯材料是由异氰酸
酯和醇反应得到的二元组分材料。
在生产前,需要将二元组分材料按照一定比例混合均匀,以得到合适的材料。
二、拉挤生产
聚氨酯拉挤生产通常采用拉挤机进行生产。
在生产前,需要将混合均匀的二元组分材
料加入到拉挤机的料斗中。
1. 拉挤机的工作原理
拉挤机的工作原理是将材料加热后通过挤出机头进行拉挤成形。
具体步骤如下:
(1) 加热:首先将拉挤机加热至一定温度,以使材料能够流动。
(2) 进料:将准备好的材料加入料斗中,以便拉挤机能够将其挤出。
(3) 挤出:通过挤出机头将材料挤出成型。
(4) 冷却:最后将已经挤出的材料进行冷却固化。
2. 拉挤成型
拉挤成型是将聚氨酯材料通过挤出机头挤压成型。
这里的挤出机头通常是【L型机头】或【T型机头】。
然后根据设计要求,通过辊轮不断的拉伸,将材料延长,并成型为所需要的形状。
三、表面处理
聚氨酯拉挤的最终成品需要进行表面处理,以提高其表面光洁度和美观度。
常见的表
面处理方法有喷涂、粘接、电泳漆等。
以上就是聚氨酯拉挤工艺流程的具体步骤。
通常情况下,制作拉挤型材是需要掌握技
巧和工艺的。
在实际生产中,需要根据材料属性和制品要求来适当调整材料比例和制作参数,以得到更好的拉挤产品。