拉矫机组工艺流程、参数及产品
- 格式:doc
- 大小:55.50 KB
- 文档页数:7
拉矫机组工艺流程、参数及产品
1、机组名称:1200mm拉伸弯曲矫直机组
2、机组用途:对低碳钢退火带卷进行拉伸弯曲矫直,获得优质的板型及改善机械性能。
3、技术性能:
3.1、材质:
冷轧带卷:普通碳素钢、优质碳素钢、低合金结构钢。
代表钢号:Q195、Q235、08AI、20、45、SPCC、SPCD、SPCE。
带材状态:轧后退火带卷。
3.2、来料性能:
屈服限σs:≤360Mpa
σb:≤610 Mpa
3.3、材料规格:
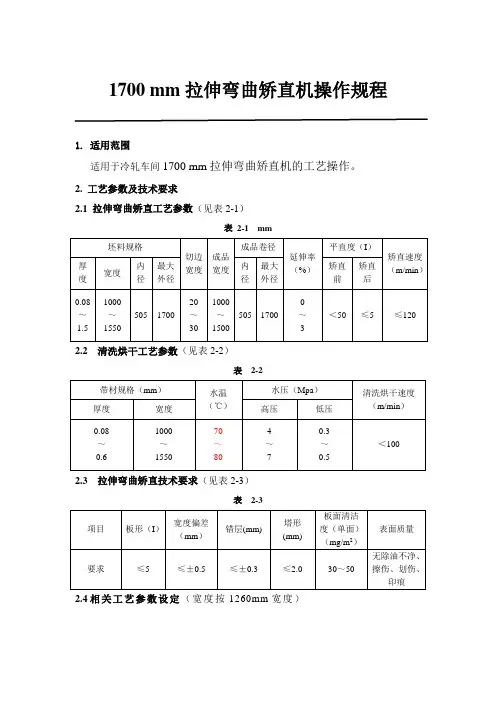
厚度:0.15~0.8 mm
宽度:650~1015 mm
卷径:来料φ1900~φ900/φ510 mm
成品φ1900~φ900/φ510 mm
卷重:20000Kg
3.4、机组速度:
工作速度:30~180m/min
穿带速度:20m/min
3.5、机组张力:
开卷张力:3~20KN
拉矫段张力:88 KN
卷取张力:3~20KN
3.6、延伸率:0~3%
3.7、矫后板型:≤5I
3.8、拉伸弯曲矫直机型式:一弯一矫
3.9、传动方向:甲方在2006年7月25日前通知乙方。
4、装机水平
4.1开卷、卷取及张力装置直流传动,原装西门子6R70系列全数字直流调速器进行控制。
4.2开卷、卷取采用具有卷径计算和补偿的动态控制方式。
4.3前后张紧辊传动电机间按速度和张力要求进行控制并自动进行载荷分配,组成延伸率全数字闭环控制,以确保延伸率的精度。
4.4机组的综合控制采用西门子S7-300型PLC集中控制,以现场总线方式对各传动机组进行管理和控制,PLC主机装在主操纵台中,从机装在付操纵台中,其间用PROFIBUS-DP通讯电缆连接,以期减少用户现场布线工作量。
同时提高机组的控制精度。
4.5各操作点间接线采用可以现场装配的接插端子完成。
4.6所有控制元件采用施耐德产品。
4.7带头和带尾采用焊接方式,减少穿带时间。
4.8各交流电机(泵、站、风机)采用组合控制方式,减少维护工作量。
4.9开卷机CPC自动对中。
5、工艺流程
上卷小车上卷开卷机开卷(CPC自动对中)剪去不合格带头和已剪齐的前一卷带尾进行焊接(第一次穿带不进行)压毛刺拉伸弯曲矫直剪去焊接接口卷取
卸卷
设备技术说明
本机组由机械设备、液压系统和电控装置组成。
机械设备包括:上卷小车、开卷机、1#夹送辊(带液压剪的夹送辊)、接头焊接装置、压毛刺装置、拉伸弯曲矫直机、检测平台、2#夹送辊(带夹送辊的液压剪)、转向辊、卷取机和卸卷小车。
各单
体设备的结构和性能分述如下:
1、上卷小车
1.1上卷小车由升降小车、供油拖链、横移油缸、料架和盖板等组成。
升降小车由车体、升降架、托板、升降油缸和车轮组成。
横移油缸推动升降小车将料卷托运到开卷机卷筒处。
1.2主要参数:
升降小车升降行程:750mm
升降小车横移行程:1600mm
托升最大重量:20000Kg
2、开卷机
2.1开卷机为带侧支承的浮动开卷机。
开卷电机经卧式二级减速箱直接传动液压涨缩的四斜楔式卷筒。
开卷电机、减速箱和卷筒装在一个底座上浮动,CPC自动对中。
由于大卷重,开卷机设有侧支承。
设有压辊。
2.2 主要参数:
开卷张力:3~20KN
卷筒直径: φ520/φ490mm
开卷电机: DC81KW
3、1#夹送辊(带液压剪的夹送辊)
3.1 1#夹送辊(带液压剪的夹送辊)用于开卷时夹送带材并切去带头,由液压剪和夹送辊组成。
夹送辊的上辊由油缸带动压下时,交流电机通过超越离合器传动下辊,即可夹送带材进行开卷,在工作过程中,上辊抬起,交流电机断电,下辊作转向辊。
上下辊皆为聚氨脂胶辊。
液压剪为下动式液压斜刃剪。
3.2 主要参数:
下夹送辊规格:φ500×1200mm
上夹送辊规格:φ200×1200mm
夹送速度:30m/min
剪切力:120KN
电动机: AC1.1KW
4、接头焊接装置
4.1接头焊接装置焊接带材头尾,减少穿带时间。
由外购的点焊机、台架及小车组成,采用搭头焊接(点焊),人工操作,设有压板。
4.2 主要参数:
焊机功率:~25KW
5、压毛刺装置
5.1 压毛刺装置用于对剪切退火后的带材边部毛刺进行压扁处理,防止矫直的带卷经卷取后板型的再次破坏。
下压辊(轴承)固定,上压辊(轴承)由油缸带动压下并可手动调压。
当带材宽度发生变化时,人工通过正反螺杆进行两片牌坊的开合,进行压辊宽度的调整。
5.2 主要参数:
上下压辊轴承规格:φ70/φ130×41mm
6、1200mm拉伸弯曲矫直机
6.1 1200mm拉伸弯曲矫直机由矫直机和张紧辊传动装置组成。
矫直机和张紧辊装在一个整体机架内,提高了设备的强度和刚性。
矫直机由一组弯曲辊和一组矫直辊组成,弯曲辊组上弯曲辊固定,下弯曲辊由交流电机、减速机带动可上下移动,根据需要调整弯曲量大小,调整量可通过标尺显示。
矫直辊组由三个矫直辊组成,两个上矫直辊由交流电机、减速机带动可分别上下移动,可根据需要调整矫直量大小,调整量可通过标尺显示,下矫直辊固定。
为防止带头带尾焊接对辊系的损坏,下弯曲辊和下矫直辊带有液压快开装置。
在矫直机的前后分别设有一组(两个)张紧辊,张紧辊均为聚氨脂胶辊,四个张紧辊分别由四台直流电机通过减速机单独拖动。
6.2主要参数
弯曲辊规格:φ25×1200mm
上矫直辊规格:φ200×1200mm
下矫直辊规格:φ25×1200mm
张紧辊规格:φ600×1200mm
电机功率:55KW、110KW、160KW、75KW(上海南洋Z4电机)
7、无张力检测平台一台
无张力检测平台为钢结构件,上面铺设PFCC4酚醛层压布板,用来在线检测带材拉矫状况。
8、2#夹送辊(带夹送辊的液压剪)
8.1 2#夹送辊用于开卷时夹送带材并切去焊接带头,由液压剪和夹送辊组成。
夹送辊的上辊由油缸带动压下时,交流电机通过减速机传动下辊,即可夹送带材进行送带,在工作过程中,上辊抬起,下辊比作业线低15mm,故带材空过。
上下辊皆为聚氨脂胶辊。
液压剪为下动式液压斜刃剪
8.2 主要参数:
下夹送辊规格:φ200×1200mm
上夹送辊规格:φ200×1200mm
夹送速度:30m/min
剪切力:120KN
电动机: AC1.1KW
9、转向辊
转向辊为聚氨脂胶辊,不传动。
设有导板,导板可摆动和伸缩。
转向辊规格:φ500×1200mm
10、卷取机
10.1 卷取机为悬臂式结构。
液压涨缩的四斜楔式卷筒由直流电机通过本体减速箱驱动。
卷筒轴上方装有油缸驱动的推板。
带钳口并设有压辊和推板。
由于大卷重,开卷机设有侧支承。
设有压辊。
10.2 主要参数:
卷取张力:3~20KN
卷筒直径: φ510/φ490mm
卷取电机: DC81KW
11、卸卷小车
11.1卸卷小车在卷取机处作卸卷用。
小车由升降小车和行走液压装置组成,小车行走和升降均为液压缸传动,拖链供油。
11.2 主要参数:
升降高度:750mm
行走行程:1600mm
托升最大重量:20000Kg
12、液压系统
12.1液压系统由两套液压装置组成,由泵站、阀组和管道组成。
对机组中的液压执行元件进行传动和控制。
泵站由油箱、两套泵组(一套工作、一套备用)、过滤器、蓄势器和冷却器组成并设有液压安全保护环节,阀组由叠加阀、接油盘和支架组成,液压阀均为上海立新或北京华德阀,液压泵为贵州力源。
液压管道把液压站、阀组和被控设备连接起来。
12.2主要参数:
油压压强:10 Mpa
流量:70L/min
18、电控装置
电控装置用于对拉矫机组各电气执行元件的控制,主要由以下控制柜和操作台组成
18.1 设备组成:
1)全数字直流调速柜6台,分别控制卷取、开卷和张力辊电机。
2) 主操纵台一台、,用以完成对机组运行参数、产品工艺参数的预设和调整.可以完成对机组线速度的设定、联动控制。
3) 出入口操纵台各一台。
分别作为开卷机和卷取机以及机前机后设备的单动、控制和调整。
4) 机上操作点1个,完成对弯曲辊及矫直辊的在线机上操作。
18.2装机水平
1)直流传动系统采用原装西门子6R70系列全数字直流调速器并配装相应的工艺模板以完成机组对开卷、卷取及张力辊的传动控制。
2)开卷、卷取采用具有卷径计算和补偿的动态控制方式。
3) 机组的综合控制采用西门子S7-300型PLC集中控制,以现场总线方式对各传动机组进行管理和控制,PLC主机装在主操纵台中,从机装在副操纵台中,其间用通讯电缆连接,以期减少用户现场布线工作量。
同时提高机组的控制精度。
4) 各操作点间接线采用可以现场装配的接插端子完成。
5) 所有控制元件采用施耐德产品。
6) 各交流电机(泵、站、风机)采用组合控制方式,以期减少维护工作量。
7) 各柜采用并柜安装母排供电方式。