ASME焊接规范第九卷
- 格式:ppt
- 大小:261.00 KB
- 文档页数:73

NB/T 47014-2011《承压设备焊接工艺评定》标准解析
一、 我国压力容器焊接工艺评定标准的制定和演变过程。
我国压力容器焊接工艺评定标准的建立要追溯到七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,该标准经过了多次修订。其演变过程为:
(1)1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
(2)1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
(3)1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
(4)2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在2000年颁布JB4708-2000版后,为了对按92版标准评定的项目适用性做出答复,国家质监局于2001年下发了质技监办发【2001】003号文(关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见),提出了以往按92版做的工艺评定哪些可继续有效,哪些需要补做项目,并要求对继续有效的评定,要按2000版进行转化。
在GB713-2008《锅炉压力容器用钢板》标准发布后,国家质检总局以质检特函【2008】64号文《关于GB713-2008实行过渡期安排的通知》中,提出了由于钢板钢号的改变,对已进行的工艺评定需进行转换,但如何转换,没有明确规定。
二、NB/T 47014修订原则
修订原则是国际上通用标准接轨并结合中国的法规和国内的实际情况,参照采用ASMEⅨ制定适用于我国锅炉、压力容器、压力管道三类产品的统一的焊接工艺评定标准。
目前国际上焊接方面的标准,虽然不断有ISO国际标准出台,但实际使用的还是两大体系的标准,即欧洲标准和泛太平洋地区使用的美国标准;焊接工艺评定也一样,欧洲采用的标准是EN288《金属材料的焊接工艺规程及评定》。该标准后来被等效采用为ISO15609《金属材料焊接规程及评定》,这个标准逐渐被国际认可。但在我国还处于认识阶段。由于我国现行锅炉、压力容器和压力管道行业基本都参照采用了ASMEⅨ,且其权威性和广泛性一直被国际上多数国家所公认,因此本次标准修订参照ASMEⅨ。

ASME标准中文版
A S M E标准中文版
ASME 管法兰用环连接式.螺旋缠绕式及夹套式金属垫片
ASME 管法兰用非金属平垫片
ASME SECTION-I ASME锅炉及压力容器规范第Ⅰ卷动力锅炉建造规范2004版+05+06增补
ASME SECTION-II A ASME锅炉及压力容器规范第Ⅱ卷A篇铁基材料2004版+05+06增补
ASME SECTION-II B ASME锅炉及压力容器规范第Ⅱ卷B篇非铁基材料2004版+05+06增补
ASME SECTION-II C ASME锅炉及压力容器规范第Ⅱ卷C篇焊条焊丝及填充材料2004版+05+06增补ASME SECTION-II D ASME锅炉及压力容器规范第Ⅱ卷D篇材料性能2004版+05+06增补
ASME SECTION-IV ASME锅炉及压力容器规范第Ⅳ卷采暖锅炉建造规范2004版+05+06增补
ASME SECTION-V ASME锅炉及压力容器规范第Ⅴ卷无损检测2004版+05+06增补
ASME SECTION-III NB 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NB分卷一级设备
ASME SECTION-III NC 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NC分卷二级设备
ASME SECTION-III NCA ASME规范Ⅲ卷(89版) 核动力设备建造规则NCA卷一册与第二册之总要求
ASME SECTION-III ND 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册ND分卷三级设备
ASME SECTION-III NF 1995版ASME规范Ⅲ卷核动力装置设备制造准则一册NF分卷设备支承结构ASME SECTION-IX ASME锅炉及压力容器规范第Ⅸ卷焊接及钎焊评定标准2004版+05+06增补
ASME SECTION-VI ASME锅炉及压力容器规范第Ⅵ卷采暖锅炉维护和运行推荐规则2004版+05+06增补ASME SECTION-VII ASME锅炉及压力容器规范第Ⅶ卷动力锅炉维护推荐导则05年版
ASME规范中的焊接问题
吴祖乾
上海发电设备成套设计研究院
二OO八年十二月
ASME规范中的焊接问题
一、ASME规范与焊接
1、有关焊接的内容分布在ASME以下各卷中
第Ⅱ卷C篇焊接材料
第Ⅲ卷第一册NC、ND二、三级部件中的焊接材料
(NC2400),制造与安装(NC 4000),焊接评定(NC 4300)
指导焊缝的施焊、检验与返修(NC 4400和NC 4600),验收
(NC 5000),第Ⅸ焊接和钎接评定
2、常用的焊接方法
在ASME BPVC各卷中,常用的焊接方法主要有:
SMAW焊接电弧焊GTAW钨极隋性气体保护焊
GMAW熔化极隋性气体保护焊PAW等离子弧焊
SAW埋弧焊ESW电渣焊
FCAW药芯焊丝弧焊OFW氧——燃气焊
ASME规范中的焊接问题
3、在ASME中主要涉及以下焊接问题
a.焊接材料
b.焊接接头的制作
c.预热与焊后热处理
d.焊缝的无损检测验收标准
e.焊接工艺评定
f.焊工技能评定
ASME规范中的焊接问题
二、焊接材料
1、焊接材料的通用要求
a. 符合ASME/AWS第II卷C篇焊接材料标准常用的有:
SFA5.1碳钢药皮焊条
SFA5.4奥氏体——铁素体不锈钢药皮焊条
SFA5.5低合金钢药皮焊条
SFA5.9奥氏体——铁素体不锈钢光焊丝和填充丝
SFA5.11镍基合金药皮焊条
SFA5.14镍基合金气保焊丝
SFA5.18碳钢气保焊丝
SFA5.20碳钢药芯焊丝
SFA5.23低合金钢埋弧焊丝
ASME规范中的焊接问题
b.从焊接材料厂应索取下述资料
①焊接工艺参数
②ASME/AWS标准
③其他标准,如ISO、EN等标准
④焊后(AW)状态或焊后热处理(PWHT)状态的力学性
能(抗拉强度、落锤试验、Cv试验)
⑤试件焊接时的预热温度和层间温度
⑥PWHT的温度范围、保温时间和最大冷却速率
⑦焊缝的化学元素分析
⑧对不锈钢焊缝要求δ-铁素体含量
ASME规范中的焊接问题
2、焊接材料的验收要求
a.焊丝
碳钢、低合金钢和镍基合金焊丝:化学分析
奥氏体—铁素体不锈钢TIG焊丝:化学分析和δ-铁素体测定(316
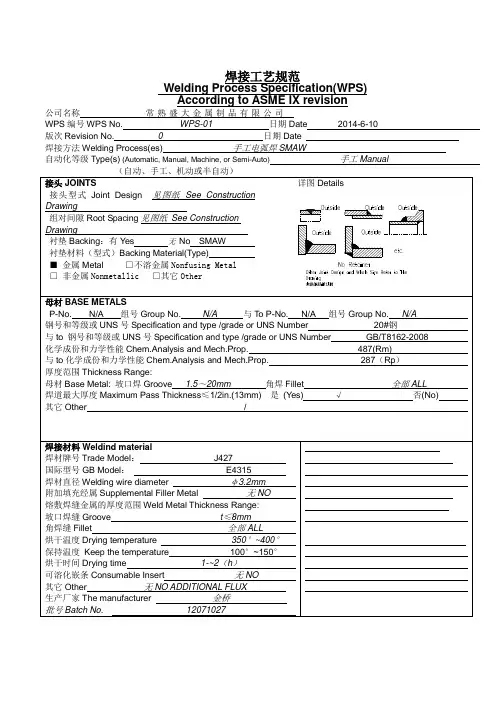
焊接工艺规范
Welding Process Specification(WPS)
According to ASME IX revision
公司名称 常熟盛大金属制品有限公司
WPS编号WPS No. WPS-01 日期Date 2014-6-10
版次Revision No. 0 日期Date
焊接方法Welding Process(es) 手工电弧焊SMAW
自动化等级Type(s) (Automatic, Manual, Machine, or Semi-Auto) 手工Manual
(自动、手工、机动或半自动)
接头JOINTS 详图Details
接头型式Joint Design 见图纸 See Construction
Drawing
组对间隙Root Spacing见图纸 See Construction
Drawing
衬垫Backing:有Yes 无 No SMAW
衬垫材料(型式)Backing Material(Type)