ASME标准简介国际焊接
- 格式:ppt
- 大小:1.72 MB
- 文档页数:94
1、焊接工艺评定
ASME标准与中国电力行业标准中都规定了焊接工艺评定,它是焊工培训取证和现场焊接施工的基础依据,没有焊接工艺评定,焊工培训和现场的焊接工作均不得进行,另外,焊接工艺评定的方式、方法及评定项目、检验等也基本相同。
(1)根据ASME标准,凡未列标准的金属材料焊接前均需一一进行评定,即凡是美国以外的国家生产的材料(不论其化学成分和力学性能多么相似,都应一一进行评定,这无疑会造成大量的人力和物力的浪费;而我国的电力行业DS868—2004焊接标准中5.4.1中b款规定:划入中国标准的某类级别的国外材料均可视为中国的同类级别材料,同类级别材料的工艺评定可套用,因而省去了大量的重复工作。
(2)根据ASME标准,不论哪国金属材料,焊接时采用非ASME列标的焊接材料时,均须一一进行评定,而中国电力行业DL/T868—2004标准5.8.2中d款焊接标准作出同上条相似的规定。
(3)对于氩弧焊打底电焊盖面(WS/D)焊接方法的工艺评定,作打底层的氩弧焊需做厚度为 12.7mm的氩弧焊评定,做起来十分困难,而我国电力行业DL/868—2004焊接标准中5.6.5条款规定,对于组合焊接方法按各自焊接方法确定其厚度,即单独计算,同时不能将各个方法厚度叠加。
据此可以认为:两者的焊接工艺评定基本相同,只是ASME标准更加注重保护自己的工业,而中国标准较多地吸引了国外较先进的技术。
2、焊工考试
焊工考试前必须有完整的焊接工艺评定,ASME标准规定:一名焊工只要通过经工艺评定过的任一材料的焊接,就能认为该焊工同样拥有使用该焊接方法的其它评定的材料的焊接资格,且不需要理论考试。而中国标准要求按材料等级进行焊工考试,只有通过该等级的考试才能取得该等级的焊接资格,高等级可以代替低等级,反之则不可,而且考试首先通过理论考试,并应逐级进行。
3、焊接材料
两种标准中相似焊接材料的化学成分、力学性能基本相同,以J507、R407焊条为例,进行比较,其结果见表1。
ASME BPE标准解析
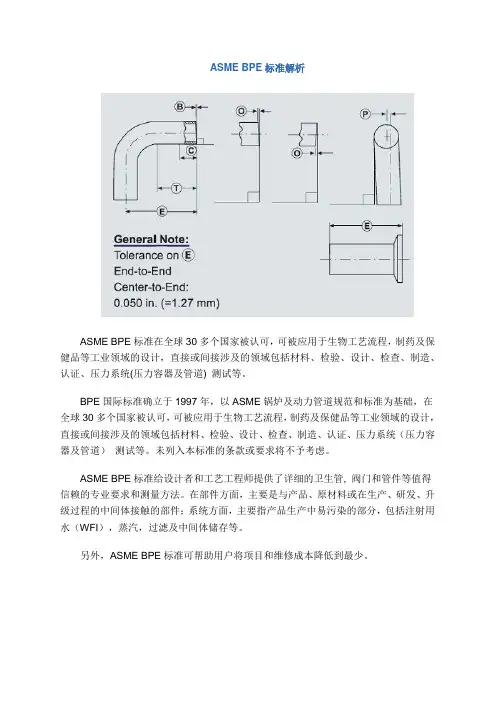
ASME BPE标准在全球30多个国家被认可,可被应用于生物工艺流程,制药及保健品等工业领域的设计,直接或间接涉及的领域包括材料、检验、设计、检查、制造、认证、压力系统(压力容器及管道) 测试等。
BPE国际标准确立于1997年,以ASME锅炉及动力管道规范和标准为基础,在全球30多个国家被认可,可被应用于生物工艺流程,制药及保健品等工业领域的设计,直接或间接涉及的领域包括材料、检验、设计、检查、制造、认证、压力系统(压力容器及管道) 测试等。未列入本标准的条款或要求将不予考虑。
ASME BPE标准给设计者和工艺工程师提供了详细的卫生管, 阀门和管件等值得信赖的专业要求和测量方法。在部件方面,主要是与产品、原材料或在生产、研发、升级过程的中间体接触的部件;系统方面,主要指产品生产中易污染的部分,包括注射用水(WFI),蒸汽,过滤及中间体储存等。
另外,ASME BPE标准可帮助用户将项目和维修成本降低到最少。
ASME BPE的主要优势
严格控制部件硫含量在0.005%~0.017%之间, 以便在使用自动焊机焊接过程中补焊(见表DT-3, ASME BPE-2005)
明确定量地规定了多种表面处理方式和表面粗糙系数。(见表SF-4,ASME
BPE-2005)
在Ra平均值要求的基础上增加了表面粗糙系数Ra最大值。(见表SF-4, ASME
BPE-2005)
规定了测量和公差的要求。(见表DT-4, ASME BPE-2005)
定量地规定了如何测量不同种类, 由不同原因引起的瑕疵,如原材料质量、机械工艺、焊接瑕疵等。(见表 SF-3, ASME BPE-2005)
明确规定了零部件的标识和包装的标准。(见表DT-3, ASME BPE-2005)
明确规定了“最大压力等级”。(见表DT-2, ASME BPE-2005)
精确规定了系统和元件的基本概念。(见表GR-10, ASME BPE-2005)

第35卷第4期 2014年8月 大连交通 JOURNAL OF DALIAN 大学学报 JIAOTONG UNIVERSITY Vo1.35 No.4 Aug.2014
文章编号:1673—9590(2014)04.0065—05
基于ASME标准的机车制动
闸瓦托焊接疲劳分析
孙屹博 ,高峰 ,杨鑫华
(1.大连交通大学动车运用-9维护学院,辽宁大连116028;2.大连交通大学材料科学-9工程学院, 辽宁大连116028)采
摘要:以ASME标准中的基于等效结构应力的主S—N曲线法对闸瓦托结构中的14条焊缝疲劳寿命
进行分析.建立闸瓦托有限元模型,根据实际制动工况分析其承载载荷,计算制动过程中焊缝区域的应
力分布,基于等效结构应力算法将应力进行转换,进而求解各条焊缝在实际工况载荷的疲劳寿命,并对 疲劳寿命较低的危险焊缝进行预测及分析,结果表明该闸瓦托分别存在两条对称的主要危险焊缝和两
条对称的次级危险焊缝.
关键词:闸瓦托;焊接;疲劳寿命;主S—N曲线法
文献标识码:A
0 引言
制动系统是机车车辆的重要组成部分,其稳
定性和可靠性直接决定了机车运行的安全,并对
乘客的舒适度带来影响.目前我国铁路车辆制动
系统主要有闸瓦制动和盘式制动,后者主要应用
于高速客运列车,而闸瓦制动则是货运机车等主
要采用的制动方式.这种制动系统在制动缸作用
下,通过制动传动装置带动闸瓦直接与车轮发生
摩擦,从而产生制动力的零部件.闸瓦托是传动装
置主要构成部分,通常采用铸造或焊接结构.由于
焊接技术的工艺易控制,其结构强度、刚度及抗冲
击性更高,且易于修复,生产成本低,是轨道车辆
中普遍采用的结构形式.由于焊接接头在焊接工
艺中经受高温作用,其力学性能较母材发生变化,
且焊缝存在着几何不连续问题,其疲劳强度通常
低于母材,焊接结构的疲劳破坏是列车在服役期
内失效的最主要方式 .
目前常用的焊接疲劳分析方法主要有名义应
Designation: A 358/A 358M – 01 An American National Standard
名称:A358/A358M-01 Used in USDOE-NE Standards
美国国家标准用于USDOE_NE标准
Standard Specification for
Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy
Steel Pipe for High-Temperature Service1
高温用电熔焊奥氏体铬镍合金钢管标准规范
This standard is issued under the fixed designation A 358/A 358M; the number immediately
following the designation indicates the year of original adoption or, in the case of revision, the
year of last revision. A number in parentheses indicates the year of last reapproval. A superscript
epsilon (e) indicates an editorial change since the last revision or reapproval.
此标准以固定名称A358/ A 358 M发布, 紧随名称之后的数字,表示采用本标准的年份或上次修改本标准的年份。上方的希腊字母(e)表示上一次再版或审核的版次变化。
1. Scope
范围
1.1 This specification2 covers electric-fusion-welded austenitic chromium-nickel alloy steel pipe