ASME焊接培训
- 格式:ppt
- 大小:1.24 MB
- 文档页数:12

母材焊接方法焊接材料国际牌号执行标准ASME牌号ASME标准备注CHE607NiE6015-GGB/T5118-95E9015-GASME SFA5.5H10Mn2NiMoAH10Mn2NiMoADBC(S)-205EF3ASME SFA5.23CHF350F4A2-H10Mn2GB/T5293-99F6A0-EH14ASME SFA5.17H08Mn2MoAH08Mn2MoAGB/T14957-94EA3ASME SFA5.23CHF330F4A2-H10Mn2GB/T5293-99F6A0-EH14ASME SFA5.17H05MnSiAlTiZrAH05MnSiAlTiZrAGB/T14957-94ER70S-GASME SFA5.18CHE507E5015GB/T5117-95E7015ASME SFA5.1BHW35+P355GHSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1BHW35+Q345RSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1BHW35+Q235-A.FSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1BHW35+20SMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1P355GH+P355GHSMAWCHE557E5515-GGB/T5118-95E8015-GASME SFA5.5H05MnSiAlTiZrAH05MnSiAlTiZrAGB/T14957-94ER70S-GASME SFA5.18CHE507E5015GB/T5117-95E7015ASME SFA5.1SA210A1/C+SA210A1/CGTAWH08Mn2SiAH08Mn2SiAGB/T14957-94ER70S-6ASME SFA5.18SA210A1/C+SA210A1/CGTAW(P)DHQ49-1ER49-1GB/T8110-2008ER70S-6ASME SFA5.18SA210A1/C+Q245R/20/Q235-A.FGMAW/(P)CHW50-C8ER50-GGB/T8110-2008ER70S-GASME SFA5.18SA210A1/C+20/12Cr1MoVSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1H05MnSiAlTiZrAH05MnSiAlTiZrAGB/T14957-94ER70S-GASME SFA5.18CHE507E5015GB/T5117-95E7015ASME SFA5.1H08MnAH08MnAGB/T14957-94F6A0-EM12ASME SFA5.17CHF431F4A2-H08AGB/T5293-99F6A0-EH14ASME SFA5.17H05MnSiAlTiZrAH05MnSiAlTiZrAGB/T14957-94ER70S-GASME SFA5.18CHT711E501T-1GB/T10045-01E71T-1ASME SFA5.20SA106B/210C+15CrMoR/Q245RSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1SA106B+15CrMoR/Q345RSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1SA-675Cr.70+SA-675Cr.70SMAWCHE557E5515-GGB/T5118-95E8015-GASME SFA5.5Q245R/Q345R+Q245R/Q235A.FSMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1Q245R/Q235A+Q235A/Q215ASMAWCHE42E4303GB/T5117-95无ASME对应焊材JGS-2CMER62-GGB/T8110-2008E90S-B3ASME SFA5.28CHH407E6015-B3GB/T5118-95E0915-B3ASME SFA5.5EB3EB3ASME SFA5.23无国标对应焊材CHF603GB/T5293-99SA-335 P221+SA-213M T91SMAWE9015-B9E9015-B9ASME SFA5.5无国标对应焊材SA-335 P22+Q235ASMAWCHE507E5015GB/T5117-95E7015ASME SFA5.1不同母材对应的ASME焊接材料选用参考表

焊接符号及识图培训讲义
一、焊接符号介绍
1.1 焊接符号的作用
焊接符号是用来表示焊接工艺和焊接要求的一种图形化标示方法。通过焊接符号,可以清晰地表达焊缝的形式、尺寸、质量要求以及焊接工艺。焊接符号广泛应用于工程制图、焊接工艺规程和产品标准中。
1.2 焊接符号的分类
根据ASME标准,焊接符号分为两大类:一类是表示焊接缝的符号,另一类是表示焊接工艺的符号。
1.2.1 表示焊接缝的符号
表示焊接缝的符号主要包括直线型焊接缝符号、间隔型焊接缝符号、角焊缝符号和T型焊缝符号等。
1.2.2 表示焊接工艺的符号
表示焊接工艺的符号包括焊接方法、填充金属、气体保护和焊接位置等。
1.3 焊接符号的常用规范
常用的焊接符号规范主要包括ASME、ISO、GB和AWS等。在不同的国家和地区,可能会有所不同,需要根据具体情况选择相应的规范。
二、焊接符号的识图方法 2.1 焊缝表示方法
(1) 直线型焊接缝符号
直线型焊接缝符号用于表示直线焊接缝,通常在连接的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
(2) 间隔型焊接缝符号
间隔型焊接缝符号用于表示具有间隔的焊接缝,通常在两条平行的直线之间画上交替的短、长横线,中间标注焊缝的尺寸和质量要求。
(3) 角焊缝符号
角焊缝符号用于表示角焊缝,通常在两条相交的直线的交点处画上一个小角标,中间标注焊缝的尺寸和质量要求。
(4) T型焊缝符号
T型焊缝符号用于表示T型焊缝,通常在T型焊缝的两侧画上一条横线,中间标注焊缝的尺寸和质量要求。
2.2 焊接工艺表示方法
(1) 焊接方法
表示焊接方法的符号一般在连接的两侧画上相应的符号,如SMAW(手工电弧焊)、GTAW(氩弧焊)、GMAW(气体保护焊)、SAW(埋弧焊)等。
(2) 填充金属 表示填充金属的符号一般在连接的两侧画上相应的符号,如E7018(焊条)、ER70S-6(焊丝)等。
(3) 气体保护
表示气体保护的符号一般在连接的两侧画上有关的符号,如Ar(氩气)、CO2(二氧化碳)等。
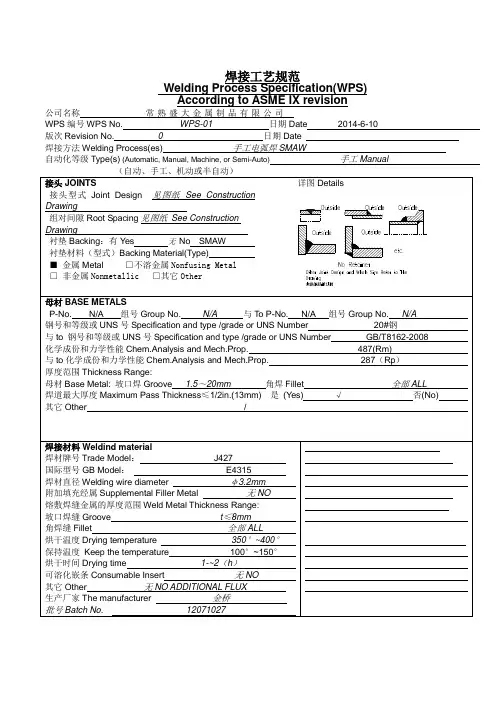
焊接工艺规范
Welding Process Specification(WPS)
According to ASME IX revision
公司名称 常熟盛大金属制品有限公司
WPS编号WPS No. WPS-01 日期Date 2014-6-10
版次Revision No. 0 日期Date
焊接方法Welding Process(es) 手工电弧焊SMAW
自动化等级Type(s) (Automatic, Manual, Machine, or Semi-Auto) 手工Manual
(自动、手工、机动或半自动)
接头JOINTS 详图Details
接头型式Joint Design 见图纸 See Construction
Drawing
组对间隙Root Spacing见图纸 See Construction
Drawing
衬垫Backing:有Yes 无 No SMAW
衬垫材料(型式)Backing Material(Type)

质量控制手册–焊接控制 版次C/修改号0
江苏恒远国际工程有限公司 页次: 1 / 5
第7章 焊接控制
所有的焊接应符合ASME第Ⅸ卷和第Ⅷ卷第Ⅰ册的要求。
1 焊接工艺规程(WPS)
1.1 焊接工程师应为承压部件及其承压部件上的附件的焊接编制WPS,并经工艺部部长审核批准。
1.2 所有WPS中重要、非重要和补充重要变素应符合ASME规范第Ⅸ卷和第Ⅷ卷第Ⅰ分卷,及客户技术条件的要求。
1.3 只有在其所支持的PQR按以下要求评定合格并申明后才能批准WPS.
1.4 WPS应有文件号和修改版本号.当重要或补充重要变素发生改变时应通过新的或补充的PQR来重新评定,并将WPS升版。如果次要因素发生改变,应将WPS升版或编制新的WPS.
2 焊接工艺评定记录(PQR)
2.1 焊接工程师应提供评定PQR所用的原材料和焊接材料,并指导焊工/焊接操作工按初始的WPS制作试件。
2.2 焊接工程师应监督试件的焊接,并将相关的数据,如试件材料、焊接材料、焊接条件和热处理等记录在PQR表格上。
2.3 将试件交给理化试验室试验员进行试验。如果试件需要进行热处理,焊接工程师应确认焊接试件以按WPS的要求完成热处理。
2.4 理化试验室试验员应负责对试样的机械性能试验并编写试验报告。检验责任工程师应审核这些报告并转交给焊接工程师。焊接工程师应将报告中的数据转移到PQR表格上。如果有冲击试验,则应按SA370或ISO148第Ⅰ部分相应的版本进行。冲击试验机应按ASTM E23或ISO第2部分及第3部分进行标定。试验用的测温仪应每隔6个月标定一次,并提供标定记录。
2.5 冲击试验可以分包给经质保工程师认可的分包方,分包方要具有满足规范要求的冲击试验机。质保工程师应取得和保存夏比冲击试验机和温度测量仪的笑准证书的复印件,并确保分包方的夏比冲击试验机已按照ASTM E-23或ISO-148(1,2,3部分)的最新版本进行了校准及用于冲击试验机的温度测量仪质量控制手册–焊接控制 版次C/修改号0