金属切削原理与道具第六章 刀具磨损、破损和刀具耐用度
- 格式:ppt
- 大小:1.08 MB
- 文档页数:19
《金属切削原理与刀具》知识点总结第一章金属切削原理金属切削原理是金属切削工艺的基础,本章主要介绍了金属切削的基本原理,包括金属切削过程、刀具与被切削材料接触形式、切削能量与热力学原理、切削硬度与切削力的关系等。
第二章刀具材料与结构刀具材料与结构对切削加工的质量和效率有重要影响,本章主要介绍了刀具材料的选择与评价,以及刀具的结构与分类。
刀具材料的选择包括一般刀具材料、质子刀具材料和陶瓷刀具材料等。
第三章切削力分析与测定切削力是切削加工过程中的重要参数,正确定量和测定切削力对于提高切削加工的效率和质量至关重要。
本章主要介绍了切削力的分析与计算方法,以及切削力的测定方法,包括间隙力法、应力传感器法、功率法和应力波法等。
第四章刨削刨削是一种通过切削工具的多齿切削运动将金属材料切割成所需形状和尺寸的加工方法。
本章主要介绍刨削的工艺流程、刨削用刀具和切削参数的选择,以及刨削的切削力分析与测定方法。
第五章车削车削是一种利用车床刀具进行切削的加工方法,广泛应用于金属加工领域。
本章主要介绍了车削的工艺流程、车削刀具的选择和切削参数的确定,以及车削的主要工艺规律和效果评定方法。
第六章铣削铣削是一种通过旋转刀具进行切削的加工方法,广泛应用于金属加工和模具制造等领域。
本章主要介绍了铣削的工艺流程、铣削刀具的选择和切削参数的确定,以及铣削中的刀具磨损与刀具寿命评价方法。
第七章钻削钻削是一种利用钻头进行切削的加工方法,广泛应用于孔加工和螺纹加工等领域。
本章主要介绍了钻削的工艺流程、钻头的选择和切削参数的确定,以及钻削中的刀具磨损与刀具寿命评价方法。
第八章线切割线切割是一种利用细金属丝进行切削的加工方法,主要用于金属板材的切割。
本章主要介绍了线切割的工艺流程、线切割刀具的选择和切削参数的确定,以及线切割中的切削质量评价方法和切削速度对切割效果的影响。
此外,本书还包括金属切削中的润滑与冷却、数控机床中的刀具管理、切削机床中的刀具装夹等内容,为读者提供了全面的金属切削工艺和刀具知识。

第6章刀具磨损与耐用度
教学要求:
认识刀具磨损的形态,掌握刀具磨损的原因,了解刀具磨损过程与磨钝标准。
理解刀具耐用度的定义,并掌握切削用量与刀具耐用度的关系,了解刀具破损的形式,并能够合理选择刀具的耐用度。
教学重点:
●刀具磨损的原因;
●刀具耐用度;
●刀具耐用度的合理选择;
●刀具的破损;
教学难点:
●刀具磨损过程与磨钝标准;
●切削用量与刀具耐用度的关系;
●刀具耐用度的合理选择;
课时安排:
本章安排6课时。
教学大纲:
6.1 刀具磨损的形态
6.1.1 前刀面磨损
6.1.2 后刀面磨损
6.1.3 边界磨损
6.2 刀具磨损的原因
6.2.1 硬质点磨损
6.2.2 黏结磨损
6.2.3 扩散磨损
6.2.4 化学磨损
6.3 刀具磨损过程与磨钝标准
6.3.1 刀具磨损过程
1.初期磨损阶段
2.正常磨损阶段
3.急剧磨损阶段
6.3.2 刀具磨钝标准
6.4 刀具耐用度
6.4.1 刀具耐用度的定义
6.4.2 切削用量与刀具耐用度的关系
1.切削速度与刀具耐用度的关系
2.进给量、切削深度与刀具耐用度的关系6.4.3 刀具耐用度的合理选择
1.最高生产率耐用度
2.最低成本耐用度
6.5 刀具的破损
6.5.1 刀具的脆性破损
(1)崩刃
(2)碎断
(3)剥落
(4)裂纹破损
6.5.2 刀具的塑性破损
主要概念:
●硬质点磨损
●刀具耐用度
●刀具磨钝标准
●最高生产率耐用度
●最低成本耐用度。
![《金属切削原理》第6章[磨损与破损]](https://uimg.taocdn.com/d594dd0f90c69ec3d5bb7536.webp)
第六章刀具磨损与破损刀具失效形式磨损(正常磨损)逐渐连续破损(突然破坏)脆性破损崩碎带有随机性塑性破损卷刃刀具磨损特点:高温、高压、机械作用和化学作用第一节刀具磨损形态一、前刀面磨损以月牙洼深度KT表示较大切削厚度(>0.5mm)切削塑性材料时易发生二、后刀面磨损分三个区域 C 靠近刀尖磨损较宽VC表示B 后刀面中部磨损均匀VB表示N 近待加工表面边界磨损VN表示VB:平均磨损带宽度Vbmax:最大磨损带宽度切削脆性金属、较小hD(>0.1mm)切削塑性金属时发生三、边界磨损S上近待加工表面处S'上近刀尖处原因:应力梯度大温度梯度大切应力加工硬化作用ap减小到发生打滑铸锻件外皮第二节刀具磨损的原因一、机械磨损(硬质点磨损)工具钢磨损大硬质合金磨损小低速下工具钢刀具磨损的主要原因磨损良与切削行程成正比二、粘结磨损HSS 抗剪抗拉强度大,粘结磨损小Y 抗剪抗拉强度小,粘结磨损大(晶粒越细,抗粘结磨损越强)低中速下Y刀具的主要磨损原因三、扩散磨损中高速条件下Y刀具磨损的主要原因抗扩散能力YT>YG通过粘结磨损起作用四、化学磨损刀具与介质形成弱化相五、热电磨损热电偶→热电动势→热电流→促进扩散通过扩散磨损起作用第三节刀具磨损过程及磨钝标准一、刀具磨损过程1、初期磨损阶段VB=0.05~0.1mm2、正常磨损阶段3、急剧磨损阶段二、磨钝标准(磨损限度)允许的最大磨损量(ap一半处)后刀面VB 易测量对切削力、加工精度影响大精加工使用NB第四节刀具耐用度及实验公式一、刀具耐用度的定义刃磨后的刀具从开始使用到达到磨钝标准为止所使用的纯切削时间T(min)表示也可用行程表示刀具寿命=重磨次数T二、刀具耐用度的实验公式(泰勒公式)刀具耐用度方程1、v-T关系v·T^m=C0m:v对T的影响系数与刀具材料无关m↓→v对T的影响↑m↑→刀具耐热性好,适于高速切削HSS:0.1~0.125 Y:0.2~0.3 Al2O3:≥0.4C0:系数与刀具材料、切削条件有关2、f-T关系f·T^m1=C13、ap-T关系ap·T^m2=C24、刀具耐用度方程T=CT/v^x·f^y·ap^zx=1/m y=1/m1 z=1/m2x>y>z 则v>f>apvT=Cv/T^(1/x)·f^(y/x)·ap^(z/x)T下所允许的v三、影响耐用度的因素1、切削用量v↑、f↑、ap↑→T↓影响程度v>f>ap2、刀具几何参数γo↑→T↗↘κr↓→T↑适当κr'↓、rε↑→T↑3、工件材料σb↑、HB↑、导热系数↓→T↓4、刀具材料高温硬度↑、耐热性↑→T↑第五节耐用度的合理选择一、最高生产率耐用度TpT>Tp 切削用量减小T<Tp 换刀时间增加Tp=(1-m)·tct/mtct:一次换刀时间二、最低成本耐用度TcT>Tc 切削用量减小,机床消耗增加T<Tc 刀具磨损增加Tp<Tc一般选用Tc,特殊情况选Tp换磨刀成本↑→T↑复杂精密刀具→T↑全厂开支平摊工序↑→T↓tct↑→T↑大件精加工,避免中途换刀T↑耐用度参考值P123第六节刀具的破损一、类型脆性破损崩刃碎断剥落裂纹扩展塑性破损卷刃刀面隆起早期破损后期破损。

金属切削原理与刀具(第四版)习题册答案中国劳动社会保障出版社目录第一章金属切削加工的基本知识 (1)第一节切削运动 (1)第二节切削要素 (1)第二章金属切削刀具的基本知识 (3)第一节刀具材料 (3)第二节切削刀具的分类及结构 (4)第三节刀具的几何角度 (4)第四节刀具的工作角度 (6)第三章切削加工的主要规律 (7)第一节切削变形 (7)第二节切屑的类型与控制 (7)第三节积屑瘤 (9)第四节切削力与切削功率 (10)第五节切削热和切削温度 (12)第六节刀具磨损与刀具耐用度 (12)第四章切削加工质量与效率 (14)第一节工件材料的切削加工性 (14)第二节已加工表面质量 (14)第三节切削用量的选择 (15)第四节切削液 (16)第五章车刀 (18)第一节焊接式车刀 (18)第二节可转位车刀 (18)第三节成形车刀 (20)第六章孔加工刀具 (21)第一节麻花钻 (21)第二节深孔钻 (22)第三节铰刀 (23)第四节镗刀 (24)第五节其他孔加工刀具 (24)第七章铣刀 (26)第一节铣刀的种类及用途 (26)第二节铣刀的几何参数及铣削要素 (27)第三节铣削方式 (28)第八章拉刀 (30)第一节拉刀的种类 (30)第二节拉刀的结构组成及主要参数 (30)第三节拉削方式 (31)第四节拉刀的使用与刃磨 (32)第九章螺纹刀具 (34)第一节螺纹车刀 (34)第二节丝锥和板牙 (35)第三节螺纹铣刀 (35)第四节塑性变形法加工螺纹 (35)第十章齿轮加工刀具 (37)第一节齿轮刀具的种类 (37)第二节齿轮滚刀 (37)第三节蜗轮滚刀 (38)第四节插齿刀 (39)第五节剃齿刀 (40)第十一章数控机床用刀具 (41)第一节数控车床用刀具 (41)第二节数控铣床用刀具 (42)第三节数控加工中心用刀具 (43)第一章金属切削加工的基本知识第一节切削运动一、填空题1.刀具、工件、主、进给2.待加工、已加工、过渡二、判断题*1.√*2.√3.× 4.× 5.√ 6.×三、选择题*1.B *2.C 3.A *4.A *5.A *6.B *7.A四、简答题写出下表中各种切削加工方法具备的主运动。
金属切削原理与刀具Principle of Metal Cutting and Cutting Tools 第六章刀具磨损、破损和刀具耐用度第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态6.2 刀具磨损的原因6.3 刀具磨损过程及磨钝标准6.4 刀具耐用度的经验公式及刀具耐用度的分布6.5 合理耐用度的选用原则6.6 刀具的破损磨损:切削时的摩擦使得刀具材料逐渐磨钝,造成切削部分形状和尺寸改变切削力增加;切削温度上升;切削颜色改变;产生振动;工件尺寸超差;已加工表面质量明显恶化刀具损坏形式主要有:磨损和破损。
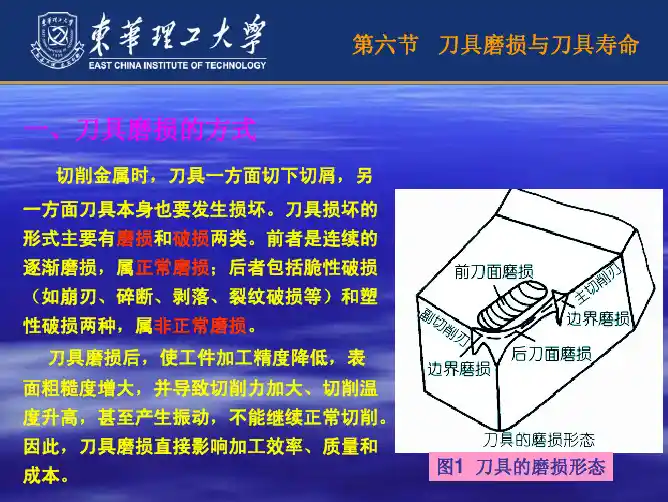
磨损损坏是连续的逐渐磨损;破损包括脆性破损和塑性破损刀片磨损车削用金属陶瓷刀片刀尖半径处后刀面磨损和月牙洼磨损第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态一、前刀面磨损切削塑性材料时,如果切削速度和切削厚度较大,在刀具前刀面上经常会磨出一个月牙洼。
前刀面月牙洼磨损值以其最大深度KT表示。
图6-1 刀具的磨损形态二、后刀面磨损加工脆性材料或在切削速度较低、切削厚度较小(<0.1mm)的塑性材料,前刀面上刀屑间的作用相对较弱,主要发生后刀面磨损,后刀面磨损带往往不均匀。
刀尖处VC,主切削刃靠近工件外皮处的后刀面VN,中间部位磨损较均匀VB、VBmax。
图6-3 刀具磨损的测量位置三、边界磨损切削钢料时,常在主切削刃靠近工件外皮处以及刀尖处的后刀面上,磨出较深的沟纹,这就是边界磨损(图6-4)。
加工铸、锻等外皮粗糙的工件,也容易发生边界磨损。
发生边界磨损的原因:(1)应力梯度,引起很大的剪应力。
(2)加工硬化作用,边界处切削厚度为零,刀刃打滑。
刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化1. 前刀面为主,后刀面轻微的磨损•切削塑性材料;•切削速度较高;•切削厚度较大;•负前角;•产生积屑瘤时2. 后刀面为主,前刀面轻微的磨损•切削脆性材料;•塑性材料切削速度较低;•塑性材料切削厚度较小;•增大前角,减小后角时更明显;•切削韧性大、导热性差的材料(不锈钢)3. 前刀面、后刀面同时磨损•切削塑性金属时,如果切削厚度适中4. 切削刃口变圆钝化•耐磨性、红硬性好的刀具精加工导热性差的材料;•切削韧性大、导热性差的材料第六章刀具磨损、破损和刀具耐用度5.2 刀具磨损的原因一、硬质点磨损(磨料磨损)二、粘结磨损三、扩散磨损四、氧化磨损一、硬质点磨损(磨料磨损)1. 概念工件材料中含有硬度极高的硬质点在刀具表面刻划出沟纹(机械磨损)。