第六节刀具磨损与刀具寿命
- 格式:ppt
- 大小:428.00 KB
- 文档页数:34
机械加工中的刀具磨损与寿命分析引言:机械加工是一项重要的制造工艺,各种复杂的零件都需要通过机械加工技术来加工制造。
而在机械加工过程中,刀具是至关重要的工具之一,刀具的磨损与寿命对于机械加工的质量和效率起着至关重要的作用。
本文将着重探讨机械加工中刀具的磨损现象及其对刀具寿命的影响。
一、刀具磨损的类型及原因1. 切削刃磨损切削刃磨损是刀具磨损的主要形式,主要原因有切削温度过高、材料磨损、焊接现象等。
高温会使切削刃产生软化和烧蚀,从而降低刀具的硬度和耐磨性。
材料磨损则是由于材料附着在切削刃上形成切削力,造成切削刃的磨损。
焊接现象指的是由于高温和压力使金属材料熔化并粘附在切削刃上。
2. 刀柄磨损刀柄磨损是由于切削力和挠度引起的,挠度会导致刀柄产生弯曲,使刀具受到过大的压力,从而导致刀柄磨损。
此外,切削力的大小和方向也对刀柄磨损产生影响。
3. 刀具断裂刀具断裂是指刀具在加工过程中发生的破裂现象。
刀具断裂的原因通常有刀具强度不足、切削震动、刀具使用不当等。
高速切削时,刀具往往受到很大的冲击负载,如果刀具的强度不足,容易导致刀具断裂。
二、刀具磨损对于刀具寿命的影响1. 降低切削质量当刀具磨损严重时,切削质量会受到影响。
切削刃磨损会降低切削刃的锋利度,导致零件切削面的质量下降。
刀柄磨损则会引起刀具振动,进而使被加工材料产生切削面的波痕。
2. 减少刀具寿命刀具磨损会缩短刀具的寿命。
磨损会导致刀具的精度下降,切削刃磨损会使所需切削力增加,而刀柄磨损则会导致刀具断裂。
这些磨损现象都会使刀具的寿命缩短。
三、刀具寿命分析方法1. 根据刀具的外观和磨损程度进行判断人工观察刀具的外观和磨损程度可以初步判断刀具是否需要更换。
切削刃磨损严重、切削面的表面质量下降以及刀柄的磨损等都可以通过外观观察来进行判断。
2. 利用刀具振动信号进行刀具寿命评估利用传感器监测刀具振动信号,根据刀具振动特性来评估刀具的寿命。
当刀具磨损严重时,会引起切削过程中的振动,通过分析振动信号的频谱和最大振幅变化,可以评估刀具寿命的剩余程度。
金属切削原理与刀具Principle of Metal Cutting and Cutting Tools 第六章刀具磨损、破损和刀具耐用度第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态6.2 刀具磨损的原因6.3 刀具磨损过程及磨钝标准6.4 刀具耐用度的经验公式及刀具耐用度的分布6.5 合理耐用度的选用原则6.6 刀具的破损磨损:切削时的摩擦使得刀具材料逐渐磨钝,造成切削部分形状和尺寸改变切削力增加;切削温度上升;切削颜色改变;产生振动;工件尺寸超差;已加工表面质量明显恶化刀具损坏形式主要有:磨损和破损。
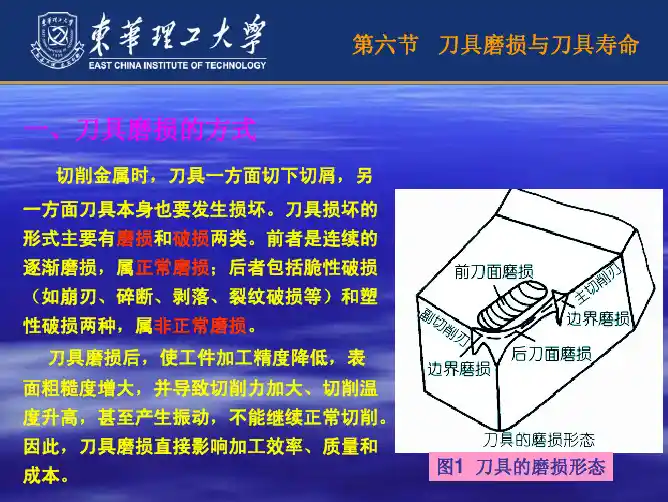
磨损损坏是连续的逐渐磨损;破损包括脆性破损和塑性破损刀片磨损车削用金属陶瓷刀片刀尖半径处后刀面磨损和月牙洼磨损第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态一、前刀面磨损切削塑性材料时,如果切削速度和切削厚度较大,在刀具前刀面上经常会磨出一个月牙洼。
前刀面月牙洼磨损值以其最大深度KT表示。
图6-1 刀具的磨损形态二、后刀面磨损加工脆性材料或在切削速度较低、切削厚度较小(<0.1mm)的塑性材料,前刀面上刀屑间的作用相对较弱,主要发生后刀面磨损,后刀面磨损带往往不均匀。
刀尖处VC,主切削刃靠近工件外皮处的后刀面VN,中间部位磨损较均匀VB、VBmax。
图6-3 刀具磨损的测量位置三、边界磨损切削钢料时,常在主切削刃靠近工件外皮处以及刀尖处的后刀面上,磨出较深的沟纹,这就是边界磨损(图6-4)。
加工铸、锻等外皮粗糙的工件,也容易发生边界磨损。
发生边界磨损的原因:(1)应力梯度,引起很大的剪应力。
(2)加工硬化作用,边界处切削厚度为零,刀刃打滑。
刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化1. 前刀面为主,后刀面轻微的磨损•切削塑性材料;•切削速度较高;•切削厚度较大;•负前角;•产生积屑瘤时2. 后刀面为主,前刀面轻微的磨损•切削脆性材料;•塑性材料切削速度较低;•塑性材料切削厚度较小;•增大前角,减小后角时更明显;•切削韧性大、导热性差的材料(不锈钢)3. 前刀面、后刀面同时磨损•切削塑性金属时,如果切削厚度适中4. 切削刃口变圆钝化•耐磨性、红硬性好的刀具精加工导热性差的材料;•切削韧性大、导热性差的材料第六章刀具磨损、破损和刀具耐用度5.2 刀具磨损的原因一、硬质点磨损(磨料磨损)二、粘结磨损三、扩散磨损四、氧化磨损一、硬质点磨损(磨料磨损)1. 概念工件材料中含有硬度极高的硬质点在刀具表面刻划出沟纹(机械磨损)。