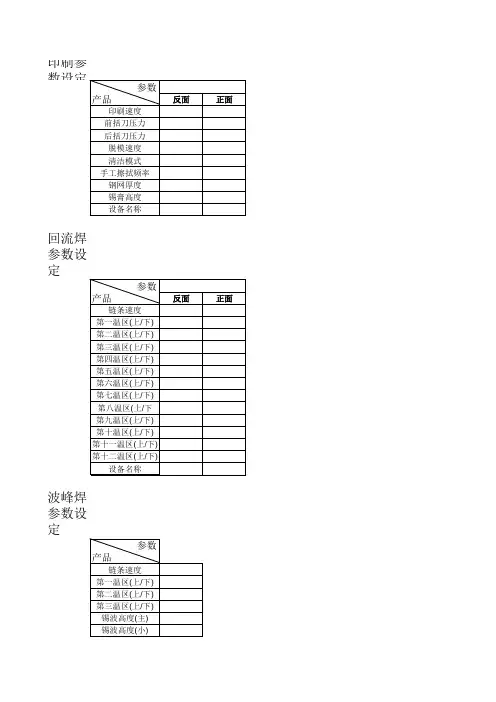
SMT印锡工艺参数设定检查表
- 格式:xlsx
- 大小:10.13 KB
- 文档页数:3
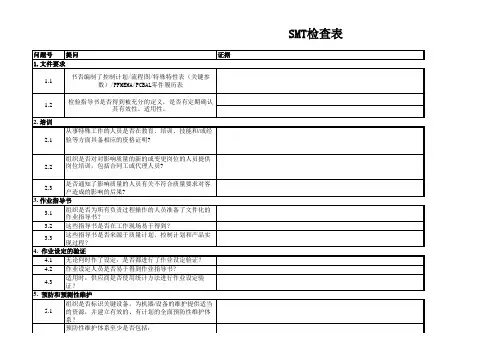
问题号提问证据2.3是否通知了影响质量的人员有关不符合质量要求对客户造成的影响的后果?3.1组织是否为所有负责过程操作的人员准备了文件化的作业指导书?3.2这些指导书是否在工作现场易于得到?3.3这些指导书是否来源于质量计划、控制计划和产品实现过程?4.1无论何时作了设定,是否都进行了作业设定验证?4.2作业设定人员是否易于得到作业指导书?4.3适用时,供应商是否使用统计方法进行作业设定验证?5.1组织是否标识关键设备,为机器/设备的维护提供适当的资源,并建立有效的、有计划的全面预防性维护体系?预防性维护体系至少是否包括:4. 作业设定的验证3. 作业指导书5. 预防和预测性维护2. 培训2.1从事特殊工作的人员是否在教育、培训、技能和/或经验等方面具备相应的资格证明?2.2组织是否对对影响质量的新的或变更岗位的人员提供岗位培训,包括合同工或代理人员?SMT检查表1.文件要求书否编制了控制计划/流程图/特殊特性表(关键参数)/PFMEMA/PCBAL零件履历表1.11.2检验指导书是否得到被充分的定义,是否有定期确认其有效性、适用性。
- 计划性维护活动- 设备、工装和量具的包装和防护- 关键生产设备备件的可得性;- 文件化、评估和改进维护的目标5.3组织是否采用预测性维护方法以持续地提高其预防性系统?6.1组织是否提供资源以进行工装和量具设计、制造和验证活动?组织是否建立和实施工装管理的体系,包括:- 维护及修理设施与人员- 贮存与修复- 工装设定- 易损工具的更换计划- 工具设计的修改文件,包括工程等级变更- 工具的修改及相应的文件更改- 用以确定工装状态的标识?6.3如果这些工作中任何一项被外委,组织是否具有对工装管理活动实施跟踪的体系?8.3在有可追溯性要求时,组织是否控制和记录产品的独特标识。
9.1组织是否妥善保管在组织控制下或组织使用的顾客财产?8. 标识和可追溯性8.1组织是否在产品实现的全过程使用适当的方法标识产品?9. 顾客财产9.2组织是否对供其使用或组成产品的顾客财产,进行标识、验证、保护和防护?8.2组织是否就监控和测量要求,标识产品的状态?7. 生产计划7.1组织是否以满足客户要求为目的组织生产?6. 工装管理6.25.211.2过期产品是否用与不合格产品相似的方法加以控制?12.1组织是否确定所需采用的监控和测量,以及所需的监控和测量仪器,以提供产品对规定要求的符合性证据?为了保证有效的结果,测量仪器是否:a) 对照能溯源到国际或国家基准的测量标准,定期或在使用前进行校准和验证。
内容:一、《SMT外观检验标准》说明二、目录:A、锡浆印刷规范A-1-----A-11B、红胶印刷规范B-1-----B-8C、Chip料放置焊接规范C-1-----C-9D、翅膀型IC放置焊接规范D-1-----D-13E、J型脚放置焊接规范E-1-----E-7F、城堡形IC放置焊接规范F-1-----F-2G、BGA表面贴装规范G-1-----G-2H、扁平元件脚放置焊接规范H-1I、其它补充I-1-----I-8 J、SOT类元件外形补充J-1-----J-2制作审核批准《SMT外观检验标准》说明:一、目的:对本公司锡浆、胶水的印刷,元件安装及元件焊接的工艺予以介定,确保本司产品的品质。
二、适用范围:SMT焊接工艺以及浩琛电子厂委外加工产品。
三、职责:本公司全员必须遵照此标准进行作业;(客户特别要求的按特定要求执行)IPQA以及生产管理人员监督此标准的执行。
四、参考文献:本标准的制定依据《IPC-A-610D》五、说明:本标准未加以明确之工艺要求,以《IPC-A-610D》标准作参照。
六、标准内容:见后面文档。
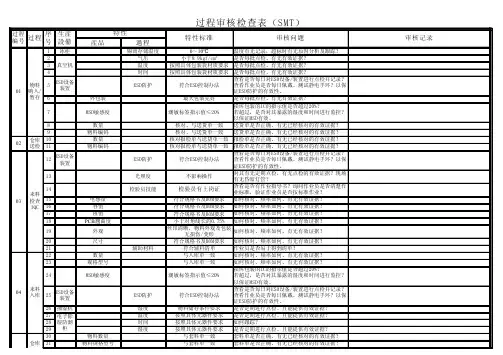
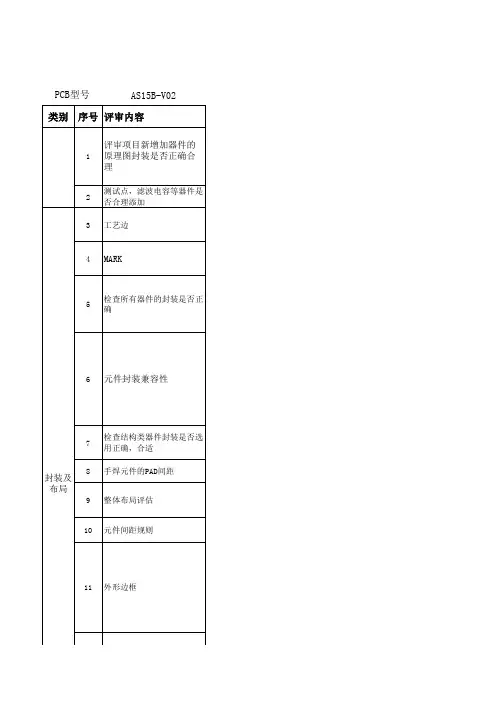
说明-1详细目录:A 锡浆印刷规范A-1 A-1 Chip料锡浆印刷规格示范A-1 A-2 SOT元件锡浆印刷规格示范A-2 A-3 二极管、电容锡浆印刷规格示范A-3 A-4 焊盘间距=1.25mm锡浆印刷规格示范A-4 A-5 焊盘间距=0.8-1.0mm锡浆印刷规格示范A-5 A-6 焊盘间距=0.7mm锡浆印刷规格示范A-6 A-7 焊盘间距=0.65mm锡浆印刷规格示范A-7 A-8 焊盘间距=0.5mm锡浆印刷规格示范A-8 A-9 锡浆厚度规格示范A-9 A-10 IC元件锡浆厚度规格示范A-10B 红胶印刷规格B-1 B-1 Chip料红胶元件规格示范B-1 B-2 Chip料红胶印刷规格示范B-2 B-3 SOT元件红胶印刷规格示范B-3 B-4 圆柱形元件红胶印刷示范B-4 B-5 方形元件红胶印刷规格示范B-5 B-6 柱形元件红胶印刷放置示范B-6 B-7 贴片IC红胶元件规格示范B-7 B-8 红胶板其它不良图片B-8C Chip料元件放置焊接规格C-1 C-1 Chip元件放置焊接标准解说图表C-1 C-2 Chip料元件放置标准C-2 C-3 Chip料元件焊接标准C-4 C-4 Chip料元件焊接拒收图片C-5 C-5 圆柱形元件放置标准C-7 C-6 圆柱形元件放置焊接标准解说图表C-8 C-7 Chip料元件焊接锡球C-9D 海欧翅膀型IC脚元件放置焊接规格D-1 D-1 元件放置焊点标准解说图表D-1 D-2 排插元件焊接标准D-2 D-3 SOT元件焊接标准D-4 D-4 双列封装IC元件放置标准D-6 D-5 双列封装IC元件放置图例D-7 D-6 双列封装IC元件焊接标准D-8 D-7 双列封装IC元件焊接图例D-9 D-8 四边引脚封装IC元件放置焊接标准D-11 D-9 四边引脚封装IC元件放置焊接图例D-13E J型脚元件放置焊接规格E-1 E-1 J型脚放置焊盘标准解说图表E-1 E-2 J型脚元件彩色图例E-2 E-3 J型脚元件放置标准E-3 E-4 J型脚元件焊接标准E-4 E-5 J型脚元件理想焊点图例E-6 E-6 J型脚元件焊接拒收图例E-7F 城堡形脚元件放置焊接规格F-1 F-1 城堡形脚元件放置焊接标准F-1G BGA表面阵列G-1 G-1 BGA表面阵列排列G-1H 扁平脚元件放置焊接规格H-1 H-1 塑料方形扁平封装元件脚放置焊接示范H-1I 其它不良补充说明I-1 I-1 不润湿与半润湿、堵插件孔I-1 I-2 锡裂、锡孔及短路I-2 I-3 错位、锡尖及反向I-3 I-4 物料损伤I-4I-5 锡珠、锡渣及锡飞溅I-5 I-6 PCB线路伤及金手指上锡I-6 I-7 PCB变形、露铜及脏污I-7 I-8 丝印标识I-8 J SOT类元件图例J-1 J-1 SOT类元件图例J-1偏移<15%W热气流宣泄通道印刷偏移超过20%%W=焊盘宽偏移量<15%WW=焊盘宽偏移>15%W偏移量<15%W偏移>15%W偏移<15%W 偏移>15%W偏移<10%W偏移量>10%W锡浆崩塌且断裂C≦1/4Wor1/4PC>1/4W或1/4PWPP图B006 Chip料红胶印刷规格拒收图B007 SOT料红胶印刷标准溢胶影响焊接C≦1/4W或C﹤1/4P 偏移C﹥1/4T或1/4PT图B020 贴片IC 点胶允收图B021 贴片IC 点胶拒收5.0推力满足要求超过0.15mm为不良品图024 红胶板元件浮高不良C Chip 料元件放置焊接规格C-1 Chip 元件放置焊接标准解说图表:图C001 Chip 料焊接彩色图例1图C002 Chip 料焊接彩色图例2最小末端焊接重叠J必须要有重叠最小焊锡高度F G+1/4H 或0.5mm焊点高度G 0.2mm 末端偏移B 禁止末端偏移最小末端焊点宽度C 0.8*(W 或P )特征描述代号标准最大侧面偏移A 0.2(W 或P )标准:1、元件放置于焊盘中央。
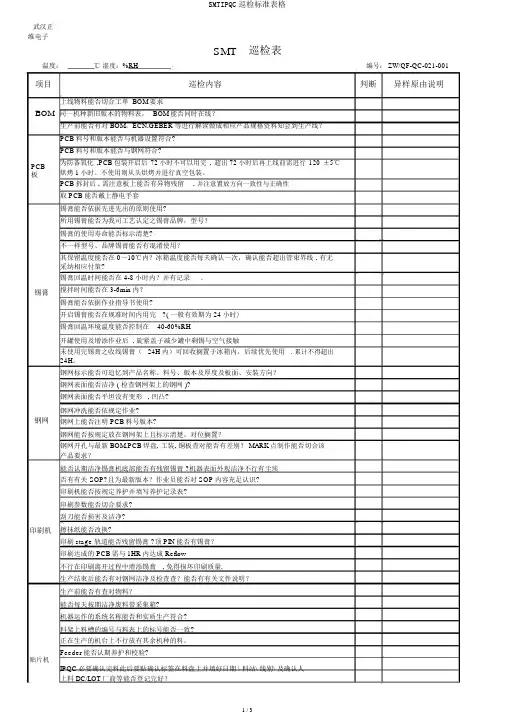
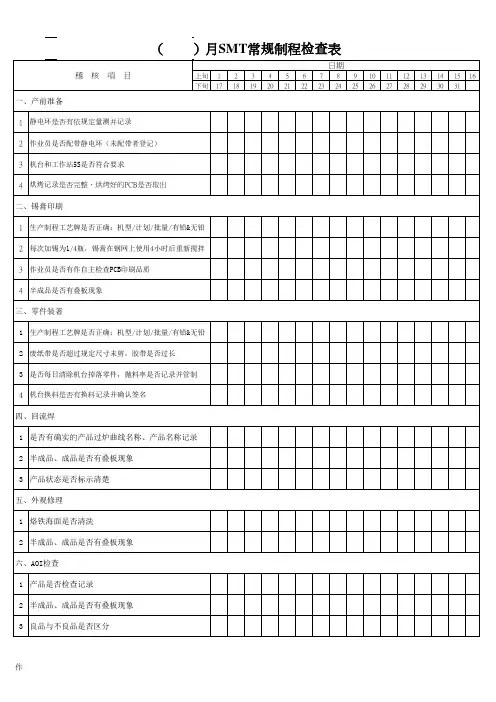
武汉正维电子SMT巡检表温度:℃湿度:%RH编号: ZW/QF-QC-021-001项目巡检内容判断异样原由说明上线物料能否切合工单 BOM要求BOM 同一机种新旧版本的物料表,BOM能否同时在线?生产前能否有对 BOM,ECN,GEBER等进行解读做成相应产品规格资料知会到生产线?PCB料号和版本能否与机器设置符合?PCB 板锡膏钢网印刷机PCB料号和版本能否与钢网符合?为防备氧化,PCB包装开启后72小时不可以用完, 超出72小时后再上线前需进行120 ±5℃烘烤1小时。
不使用则从头烘烤并进行真空包装。
PCB拆封后 , 需注意板上能否有异物残留, 并注意置放方向一致性与正确性取PCB能否戴上静电手套锡膏能否依据先进先出的原则使用?所用锡膏能否为我司工艺认定之锡膏品牌,型号?锡膏的使用寿命能否标示清楚?不一样型号、品牌锡膏能否有混淆使用?其保留温度能否在 0~10℃内?冰箱温度能否每天确认一次,确认能否超出管束界线 , 有无采纳相应付策?锡膏回温时间能否在 4-8小时内?并有记录.搅拌时间能否在 3-6min内?锡膏能否依据作业指导书使用?开启锡膏能否在规准时间内用完?( 一般有效期为 24小时)锡膏回温环境温度能否控制在40-60%RH开罐使用及增添作业后 , 旋紧盖子减少罐中剩锡与空气接触未使用完锡膏之收线锡膏(24H内)可回收搁置于冰箱内,后续优先使用. 累计不得超出24H。
钢网标示能否可追忆到产品名称、料号、版本及厚度及板面、安裝方向?钢网表面能否洁净 ( 检查钢网架上的钢网 )?钢网表面能否平坦没有变形, 凹凸?钢网冲洗能否依规定作业?钢网上能否注明 PCB料号版本?钢网能否按规定放在钢网架上且标示清楚,对位搁置?钢网开孔与最新 BOM,PCB焊盘, 工装, 铜板查对能否有差别? MARK点制作能否切合该产品要求?能否认期洁净锡膏机底部能否有残留锡膏 ?机器表面外观洁净不行有尘埃否有有关 SOP?且为最新版本?作业员能否对 SOP内容充足认识?印刷机能否按规定养护并填写养护记录表?印刷参数能否切合要求?刮刀能否损害及洁净?擦抹纸能否改换?印刷stage 轨道能否残留锡膏 ?顶PIN能否有锡膏?印刷达成的 PCB需与1HR内达成 Reflow不行在印刷离开过程中增添锡膏, 免得损坏印刷质量.生产结束后能否有对钢网洁净及检查查?能否有有关文件说明?生产前能否有查对物料?能否每天按期洁净废料带采集箱?机器运作的系统名称能否和实质生产符合?料架上料槽的编号与料表上的标号能否一致?正在生产的机台上不行放有其余机种的料。

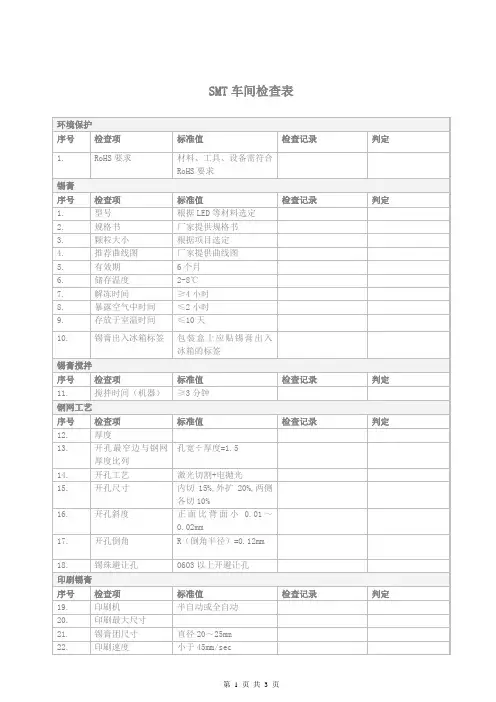
问题号提问证据2.3是否通知了影响质量的人员有关不符合质量要求对客户造成的影响的后果?3.1组织是否为所有负责过程操作的人员准备了文件化的作业指导书?3.2这些指导书是否在工作现场易于得到?3.3这些指导书是否来源于质量计划、控制计划和产品实现过程?4.1无论何时作了设定,是否都进行了作业设定验证?4.2作业设定人员是否易于得到作业指导书?4.3适用时,供应商是否使用统计方法进行作业设定验证?5.1组织是否标识关键设备,为机器/设备的维护提供适当的资源,并建立有效的、有计划的全面预防性维护体系?预防性维护体系至少是否包括:4. 作业设定的验证3. 作业指导书5. 预防和预测性维护2. 培训2.1从事特殊工作的人员是否在教育、培训、技能和/或经验等方面具备相应的资格证明?2.2组织是否对对影响质量的新的或变更岗位的人员提供岗位培训,包括合同工或代理人员?SMT检查表1.文件要求书否编制了控制计划/流程图/特殊特性表(关键参数)/PFMEMA/PCBAL零件履历表1.11.2检验指导书是否得到被充分的定义,是否有定期确认其有效性、适用性。
- 计划性维护活动- 设备、工装和量具的包装和防护- 关键生产设备备件的可得性;- 文件化、评估和改进维护的目标5.3组织是否采用预测性维护方法以持续地提高其预防性系统?6.1组织是否提供资源以进行工装和量具设计、制造和验证活动?组织是否建立和实施工装管理的体系,包括:- 维护及修理设施与人员- 贮存与修复- 工装设定- 易损工具的更换计划- 工具设计的修改文件,包括工程等级变更- 工具的修改及相应的文件更改- 用以确定工装状态的标识?6.3如果这些工作中任何一项被外委,组织是否具有对工装管理活动实施跟踪的体系?8.3在有可追溯性要求时,组织是否控制和记录产品的独特标识。
9.1组织是否妥善保管在组织控制下或组织使用的顾客财产?8. 标识和可追溯性8.1组织是否在产品实现的全过程使用适当的方法标识产品?9. 顾客财产9.2组织是否对供其使用或组成产品的顾客财产,进行标识、验证、保护和防护?8.2组织是否就监控和测量要求,标识产品的状态?7. 生产计划7.1组织是否以满足客户要求为目的组织生产?6. 工装管理6.25.211.2过期产品是否用与不合格产品相似的方法加以控制?12.1组织是否确定所需采用的监控和测量,以及所需的监控和测量仪器,以提供产品对规定要求的符合性证据?为了保证有效的结果,测量仪器是否:a) 对照能溯源到国际或国家基准的测量标准,定期或在使用前进行校准和验证。