铝药芯焊丝制造及应用技术的研究进展
- 格式:pdf
- 大小:44.05 KB
- 文档页数:2
药芯焊丝的应用及生产工艺药芯焊丝是一种焊接材料,经过熔化后可以填充于焊缝之中,用于连接金属工件。
它是由焊丝和焊剂组成的复合材料。
焊丝是焊接金属工件的主体,焊剂则是填充料,用于保护焊接过程中的熔池,并提供满足焊接质量要求的物理和化学性能。
药芯焊丝通常采用的焊剂有钙钙钛、钒、钼等成份,以提高焊接的熔化性能和机械性能。
它的优点是焊接稳定,操作简单,焊接后无气孔和裂纹,焊缝质量高。
药芯焊丝的应用非常广泛。
首先,在建筑、制造、汽车等领域的金属结构焊接中使用药芯焊丝,可连接金属工件,提高结构的强度和耐久性。
其次,在石油、化工、航天等行业的管道焊接中,药芯焊丝可以提供高强度的焊缝,保证管道的密封性和安全性。
同时,药芯焊丝还常用于船舶、铁路、电力等行业的焊接作业中,以满足不同材料和工艺的需求。
药芯焊丝的生产工艺主要包括以下几个步骤:1. 原料准备:选择适合的焊丝材料和焊剂,根据焊接要求,确定合适的成份和比例。
2. 材料处理:焊丝材料首先需要进行表面处理,以去除污染物和氧化物,然后根据需要进行涂覆,将焊剂均匀地涂覆在焊丝的表面。
3. 焊丝制备:将经过处理和涂覆的焊丝材料经过拉拔、切割等工艺,制备成符合要求的药芯焊丝。
4. 包装和贮存:将制备好的药芯焊丝进行包装,并储存在适宜的环境中,以防止焊剂的挥发和焊丝的氧化。
需要注意的是,在整个生产过程中,对焊丝的成分和焊剂的涂覆均需精确控制,以确保焊丝的质量和焊接效果。
总之,药芯焊丝是一种非常重要的焊接材料,具有广泛的应用领域。
它的生产工艺主要包括原料准备、材料处理、焊丝制备以及包装和贮存等环节。
通过合理的工艺流程和严格的质量控制,可以生产出满足不同焊接需求的药芯焊丝。
药芯焊丝的发展动态研究药芯焊丝是一种新型焊接材料,为近年来迅速发展的一种新型焊接材料,以其生产效率高、工艺性能好、焊接质量好、力学性能高著称,本文简要分析了药芯焊丝的发展优势、生产工艺流程和发展趋势。
标签:药芯焊丝焊接焊机焊条1 药芯焊丝的优势药芯焊丝是在很细的金属管内充填能改善焊接性能,提高焊接质量,加快金属熔敷速度的药粉而生产的自动化焊接新材料。
药芯焊丝主要技术经济特点有以下几方面:1.1 生产效率高药芯焊丝可以连续自动化或半自动化焊接,大大缩短了更换焊条、引弧和收弧等辅助时间。
由于药芯焊丝断面通电面积小,在相同电流下,药芯焊丝焊接电流密度大,产生的焦耳热增多,故熔敷速度高。
药芯焊丝生产效率是手工电焊条的3~5倍,或是实芯焊丝的1~2倍。
1.2 焊接质量好药芯焊丝可以方便地调整熔敷金属的化学成份,进而改善焊缝的力学性能,采用药芯焊丝可以得到与焊接母材相匹配的化学成份和力学性能。
除结构钢焊丝外,可以方便地生产高强度钢焊丝、不锈钢焊丝、堆焊焊丝等。
1.3 综合成本低药芯焊丝由于利用率高,焊丝熔敷速度快,焊丝消耗的熔敷金属量小,人工工时费用低。
因而药芯焊丝与手工焊条、实芯焊丝相比,综合成本低。
药芯焊丝的出现,适应了焊接生产向高效、低成本、自动化、智能化生产发展的趋势。
因而在工业发达国家得到了快速的发展。
而我国药芯焊丝的工业化生产和应用,以九十年代末才开始。
近几年,造船、重型机械、石油、化工等行业逐步认识到药芯焊丝的优越性能,使用量越来越多。
国外工业发达国家,药芯焊丝作为焊接材料的用量越来越大,美国药芯焊丝用量达到了焊材总量的40%以上;日本已达到了35%,欧洲工业发达国家也已达到了30%。
我国采用药芯焊丝是从为国外造船开始,现在已波及到船舶制造、重型机械、机车车辆、铁路大桥、冶金、石油化工等行业。
据有关统计资料表明,2000年我国药芯焊丝用15000吨全部依靠进口。
按照焊接行业规划要求,到2005我国药芯焊丝的用量争取达到焊材总量的5%,即5万吨。
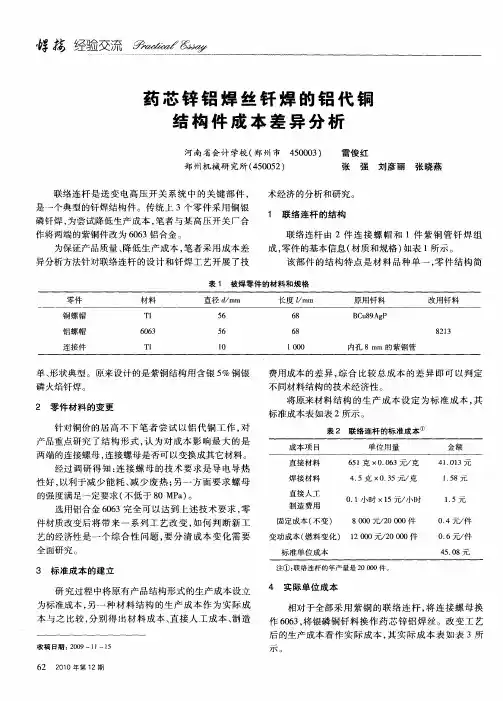
铜铝合金焊丝的生产应用探究与发展状况【摘要】该文就铜铝合金焊丝生产体系展开分析,比如其拉拔模式、生产模式等,通过一系列的试验展开探究,保证其铜铝合金的各项参数的积极深入,促进其有效的分析、验证、评价,从而满足当代的铜铝合金焊丝的生产需要,实现铜铝合金焊丝应用情况的愿景分析。
【关键词】铜铝合金应用管理存在问题焊丝经济管理前景1 关于现阶段铜铝合金焊丝加工应用程序的分析(1)随着当代工业经济的发展,铜铝合金不断得到应用,其具备比较高的硬度及其强度,随着工业规模的不断扩大,受到工业领域的青睐。
随着铜铝合金焊丝加工体系的健全,新型的铜铝合金焊丝应用模式不断得到优化,满足了现代化的焊丝生产的需要。
当然目前来说,我国的焊丝应用技术依旧是不完善,需要针对国内焊丝的应用情况,展开分析,汲取国外先进焊丝生产技术的精华。
目前来说,在西欧一些国家的铜铝合金焊丝制作工艺是比较成熟的,其具备良好的焊丝质量,能够满足现代化的工业经济的发展需要,从而满足其批量化生产的需要。
在下文中,将针对合金焊丝的生产工艺特点,展开分析,实现其单道加率及其配模的深入分析,并且做好相关的调整试验。
在配模过程中,我们进行了两种应用模式的设计,分别是均化配模及其梯形配模模式。
前者的各个道次的压缩率是相同的,并且其总和等于其平均部分的压缩率乘以成品道次。
在后者应用模式中,其配模方式第一道和第二道明显不同,并且随着加工道次的不不断变化,其成品道次将越来越小。
在拉拔过程中,其加工硬化分布是不均匀的,这是由于其金属内部加工部分的不同的变形状况,从而引发金属变形的不均匀性。
为了进行铜铝合金焊丝加工应力环节的有效分析,下文设计了两种梯形配模应用方案,进行了六道次配模的应用。
(2)在实验过程中,光亮化处理是一种比较重要的应用模式,能够保证焊丝的整体质量效率的提升,当然在其应用过程中,需要进行某种减径模具的应用,实现其铝合金焊丝表面的氧化皮的清除,从而保证铝合金焊丝表面的光滑性,保证其无油污性,从而提升了成品焊丝的尺寸精度,在此应用过程中,也可以进行焊丝表面密度的提升,形成一层氧化膜,从而延长焊丝的存放时间,避免其再度氧化,实现了焊缝的综合性能的提升。
药芯焊丝制造技术的研究药芯焊丝作为新一代焊接材料,其焊接效率高、容易操作和焊丝品种多种多样,在全球各地已经受到人们的普遍欢迎,广泛地应用到工业制造的每个行业。
无论是药芯焊丝的生产厂家还是药芯焊丝的数量和品种,近年来在我国得到了较为迅速的发展。
但人们很少就药芯焊丝的制造技术发表意见和进行技术交流。
本文结合国内的实际情况介绍药芯焊丝制造技术特征和有关的一些技术问题,供大家参考。
1.药芯焊丝的制造方法药芯焊丝的制造方法主要有三种:钢管法、钢带法、盘圆法。
在我国目前比较成熟的制造方法是钢带法和盘圆法。
采用钢带法制造药芯焊丝,因制造工艺相对容易是国际上普遍采用的生产方法,也是国内生产药芯焊丝的主要生产方法。
采用盘圆法制造药芯焊丝,生产药芯焊丝的原材料低,焊丝利润空间大,又受到人们的普遍重视。
盘圆法从根本上解决了药芯焊丝原材料初加工成本过高的问题,生产成本低于前者,但技术难度相对较大。
采用盘圆制造药芯焊丝最具有经济性,生产药芯焊丝的原材料成本最低,并且容易采购。
盘圆法制造药芯焊丝的生产线的研究和制造在国内已有近10年的经验。
如北京环球机电科技有限公司在原材料的预处理、轧辊孔型数控加工;生产线的计算机控制系统和参数的可调性方面都取得了成功的经验。
经过三条生产线的设计与改进,已使盘圆法药芯焊丝制造技术更加成熟。
与以前的生产线相比有以下几方面的特点。
有足够的动力:各主要电机为11~15 Kw 变频调速控制;开坯成型的轧辊设计合理:采用逐步变形,合理分布功耗,每个轧辊的转矩均在计算机显示屏显示,并能适时控制,各轧辊之间的控制具有动态控制性能,在药粉填充部位获得匀速的控制速度,有利于药粉的均匀填充。
经重新优化改进的轧辊孔型,使整条生产线的成品焊丝出口速度明显提高。
直径为φ1.2mm药芯焊丝出口速度可以达到600m/min。
年生产能力在1000~1500t/a。
北京英世恒瑞焊业有限公司经过三年的实践,已经掌握了盘圆法制造药芯焊丝的关键制造工艺。
2018年 7月上 世界有色金属183前沿技术L eading-edge technology收稿时间:2018-06作者简介:王超,男,生于1969年,湖南长沙人,本科,工程师中级,研究方向:焊接设备、焊接工艺及材料。
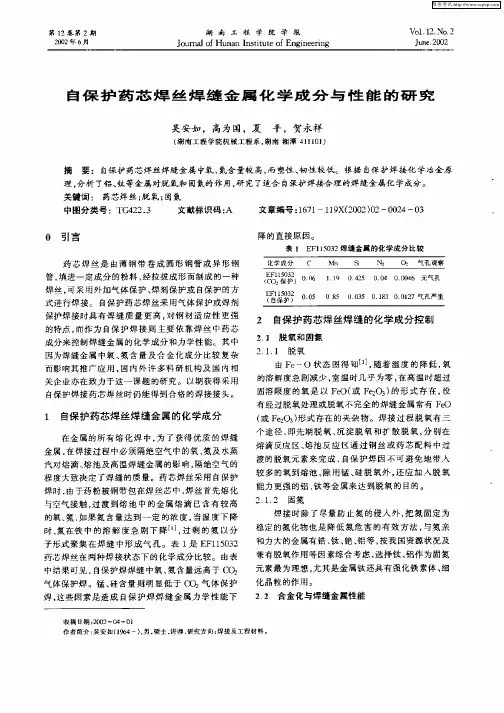
新型的焊接材料药芯焊丝的研究与分析王 超(兰州电机股份有限公司,甘肃 兰州 730050)摘 要:随着焊接工艺的快速发展,在焊接领域中,出现了一种新型的焊接材料——药芯焊丝,在实际使用过程当中,有着极大的优势,而本文主要从药芯焊丝概述入手,对药芯焊丝的优势,焊剂成分的各种功能以及我国药芯焊丝的发展情况四个方面展开详细的分析,以下为详细的内容。
关键词:焊接材料;药芯焊丝;优势;研究分析中图分类号:TG454 文献标识码:A 文章编号:1002-5065(2018)13-0183-2Research and analysis of new flux cored wire for welding materialWANG Chao(Lanzhou electric Limited by Share Ltd,Lanzhou 730050,China)Abstract: With the rapid development of welding technology, a new type of welding material, flux-cored wire, has appeared in the field of welding, which has great advantages in the actual use process. This paper mainly summarizes the advantages of flux-cored wire, various functions of flux composition and flux-cored welding in China. Four aspects of the development of silk are analyzed in detail. The following are the details.Keywords: welding material; flux cored wire; advantages; research and analysis焊接材料对于焊接质量有着直接的决定作用,在焊接的过程当中,也需要注意焊接材料和焊接技术的匹配性,主要原因在于,如果焊接材料和焊接技术不匹配,那么将会直接降低焊接的质量。
建材发展导向2020年第1期铝合金焊接技术的研究现状及发展趋势曲瑞1王洋2(1.沈阳盛达因机电设备有限公司,辽宁沈阳110000;2.沈阳蒙塔萨汽车零部件有限公司,辽宁沈阳110000)摘要:调查显示,在工业生产领域中,铝合金的产量仅次于钢铁的产量。
铝合金的耐腐蚀性、导电性和传热性,使其能够广泛的应用于汽车制造业、造船业和航天航空产业中,并且,容器制造、娱乐和体育器材等制造业中,也经常看到铝合金的应用。
关键词:铝合金焊接技术;研究现状;发展趋势1铝合金焊接技术的研究现状1.1传统焊接技术铝合金的传统焊接技术包括TIG焊、MIG焊、等离子弧焊等。
这些技术的焊接工艺已经比较成熟,现阶段的研究重点在于改善与创新。
1998年由肯塔基大学的机器人及制造系统中心和美国国家科技基金资助而研制的双焊枪TIG焊,可以不用填充焊丝,并能增加熔深;芬兰Kemppi公司2001年在市场上推出的一款全数字化脉冲(doublepulse)MIG焊机KemppiproEvolution,使得送丝速度与脉冲频率相适应从而提高焊接质量;美国航空航天管理局(NANA)对变极性进行了大量的研究,成功研制了以变极性等离子弧焊工艺(VPPAW)为核心的焊接技术和相应的设备,并成功地实现了厚板铝合金构件的焊接。
1.2高能束焊电子束焊,激光焊都是高能量束焊,其显著特点是焊接能量大,焊缝深宽比高,焊接速度快,但是也存在一定的缺陷。
Guitterz,L.A和Belforte,D.A等人用激光焊接铝合金时发现铝合金对能量反射较大,吸收效率不高;乌克兰的邦达列夫将铝合金电子束焊接时焊缝常见缺陷分为以下几种裂纹、气孔、未焊透、焊缝成型变化,特殊缺陷,并把电子束焊接过程中合金元素的汽化损失归于特殊缺陷;台湾中山大学黄儒瑛在铝基复合材料的电子束焊接时发现合金由于成分挥发散失,使合金基材无法产生足够的强化相Mg2Si,从而导致复材的强度降低。
1.3固相焊接技术在实际生产中,固相焊接技术已经用于许多铝合金的焊接中。
铝合金焊接技术和应用研究铝合金是一种广泛应用于工业领域的材料。
铝合金具有轻质、高强度、耐腐蚀等优点,在航空、汽车、船舶等领域得到了广泛应用。
铝合金的焊接技术也随着使用领域的不断扩大而得到了更多的研究和应用。
一、铝合金焊接技术概述铝合金焊接技术主要包括氩弧焊、TIG焊、MIG焊、激光焊等不同种类。
其中,氩弧焊是目前应用最为广泛的一种焊接技术。
氩弧焊具有焊缝质量好、成本低等优点,可用于航空、航天、汽车等领域的铝合金结构件的焊接。
TIG焊是一种适用于薄壁铝合金材料的焊接技术。
TIG焊具有功率控制、热输入量小、焊接速度快等优点,在航空、电子等领域得到广泛应用。
MIG焊是近年来发展起来的一种新型铝合金焊接技术。
MIG焊具有焊缝良好、成本低等优点,在汽车、电子、造船等领域的铝合金焊接中得到了广泛应用。
激光焊是一种适用于高要求、高精度、高效率的铝合金焊接技术。
激光焊是一种非接触式焊接技术,具有热影响区小、精度高、速度快等优点。
目前,激光焊用于航空、航天、汽车、电子等领域的高精度铝合金焊接中。
二、铝合金焊接技术的应用研究在航空领域,铝合金结构件的焊接质量直接关系到航空器的飞行安全。
目前,航空领域广泛应用TIG焊和高能激光焊技术。
高能激光焊具有焊缝几乎无顶部缺陷、堆焊率高等优点,是目前最为理想的航空领域铝合金结构件的焊接技术。
在汽车领域,铝合金的轻量化特性得到广泛应用。
铝合金车身结构件的焊接技术是汽车工业发展的重要技术之一。
目前,汽车领域广泛应用MIG焊、TIG焊和激光焊技术。
相较于氩弧焊来说,MIG焊和TIG焊在铝合金车身结构件的焊接中具有更好的适应性和焊缝品质。
在电子领域,铝合金是电子外壳的常用材料。
铝合金外壳的焊接技术直接关系到电子设备的密封性和机械强度。
目前,电子领域广泛应用TIG焊、激光焊技术。
相较于TIG焊来说,激光焊具有焊缝更细、威胁成像性好等优点,更适用于电子外壳的高密度、高精度焊接。
三、铝合金焊接技术的未来发展趋势随着新材料、新工艺的不断涌现,铝合金焊接技术也将不断发展。

药芯焊丝焊接评测报告药芯焊丝是一种用于焊接的材料,具有良好的焊接性能和耐腐蚀性能,广泛应用于金属焊接工艺中。
本篇报告将对药芯焊丝进行焊接评测,以评估其焊接效果。
首先,我们进行了对药芯焊丝的外观和成分分析。
药芯焊丝呈圆柱状,表面平整光滑,色泽均匀。
经过成分分析,焊丝主要成分为铜、铁、镍等金属材料,其中铜含量较高。
这些成分保证了焊丝具有良好的导电性和导热性,有利于焊接过程中热量的传导和稳定性。
接下来,我们对药芯焊丝进行了焊接性能评估。
我们选取了不同种类和厚度的金属材料进行焊接测试,包括不锈钢、铝合金等。
在焊接过程中,药芯焊丝能够迅速熔化并与母材融合,焊缝形成均匀、牢固。
在焊接不锈钢时,焊缝表面无明显气孔和裂纹,焊接强度较高。
在焊接铝合金时,焊缝形成均匀,焊接区域无明显热变形。
这些结果表明药芯焊丝具有良好的焊接性能,适用于多种金属材料的焊接。
同时,我们对焊接过程中的一些关键参数进行了测试。
我们调整了电流、电压和焊接速度等参数,对焊缝形成速度和质量进行观察。
实验结果表明,在合适的电流和电压条件下,焊缝形成速度较快,且质量较好。
同时,调整焊接速度能够对焊缝的宽度和深度进行控制,以满足不同焊接需求。
最后,我们对药芯焊丝的耐腐蚀性能进行了评估。
我们将焊接完成的试样置于腐蚀液中进行腐蚀测试,观察焊缝的腐蚀情况。
实验结果表明,药芯焊丝焊接的焊缝具有较好的耐腐蚀性能,能够在腐蚀液中保持稳定性,不易出现腐蚀和损坏现象。
综上所述,药芯焊丝具有良好的焊接性能和耐腐蚀性能,适用于多种金属材料的焊接。
通过对药芯焊丝的焊接评测,我们发现其焊接效果优秀,焊缝牢固、均匀且无明显缺陷。
建议在实际焊接中选择适当的参数来使用药芯焊丝,以获得更好的焊接效果。
药芯焊丝的应用及生产工艺药芯焊丝是一种常用的焊接材料,它的主要特点是焊接时不需要外加保护气体,因此在工业生产中得到了广泛的应用。
本文将介绍药芯焊丝的应用及生产工艺。
一、药芯焊丝的应用药芯焊丝是一种焊接材料,它的主要应用领域包括以下几个方面:1. 金属结构的焊接药芯焊丝可以用于焊接各种金属结构,如钢结构、铝合金结构、铜结构等。
它的焊接效果稳定,焊缝质量高,可以满足各种金属结构的焊接需求。
2. 管道的焊接药芯焊丝还可以用于管道的焊接,如石油管道、天然气管道、水管道等。
它的焊接效果稳定,焊缝质量高,可以满足各种管道的焊接需求。
3. 汽车制造药芯焊丝可以用于汽车制造中的焊接,如车身焊接、底盘焊接等。
它的焊接效果稳定,焊缝质量高,可以满足汽车制造中的各种焊接需求。
4. 电子产品制造药芯焊丝还可以用于电子产品制造中的焊接,如手机、电脑、电视等电子产品的焊接。
它的焊接效果稳定,焊缝质量高,可以满足电子产品制造中的各种焊接需求。
二、药芯焊丝的生产工艺药芯焊丝的生产工艺主要包括以下几个步骤:1. 原材料的准备药芯焊丝的原材料主要包括焊丝芯和药皮。
焊丝芯是焊接材料的主体部分,药皮是焊接材料的保护层,可以保护焊丝芯不受氧化和污染。
在生产药芯焊丝之前,需要准备好焊丝芯和药皮的原材料。
2. 药皮的制备药皮的制备是药芯焊丝生产的重要步骤之一。
药皮的制备需要将各种化学物质按照一定的比例混合,然后加入适量的溶剂,制成药皮浆料。
3. 焊丝芯的制备焊丝芯的制备是药芯焊丝生产的另一个重要步骤。
焊丝芯的制备需要将金属线材经过一系列的加工工艺,制成符合要求的焊丝芯。
4. 药芯焊丝的制备药芯焊丝的制备是将焊丝芯和药皮浆料进行混合,制成药芯焊丝的过程。
在制备药芯焊丝的过程中,需要控制好药皮的厚度和均匀性,以保证焊接效果的稳定性和焊缝质量的高度。
5. 药芯焊丝的包装药芯焊丝制备完成后,需要进行包装。
药芯焊丝的包装主要是将药芯焊丝卷绕在焊丝卷轴上,并加上标签和包装材料,以便于储存和运输。
药芯焊丝生产工艺药芯焊丝是一种焊接材料,具有良好的导电性和导热性,广泛应用于电子、电器、机械等领域。
药芯焊丝生产工艺是指药芯焊丝的制造过程,下面将介绍药芯焊丝的生产工艺。
首先,原料的准备是药芯焊丝生产的第一步。
药芯焊丝的主要原料包括焊丝基材和焊剂。
焊丝基材通常采用铜、钢、铝等金属材料,焊剂主要包括焊剂粉末和流体剂。
原料的选择要根据焊接材料的要求来确定,同时要确保原料的质量稳定可靠。
第二步,焊剂的制备。
焊剂的制备主要包括焊剂粉末的配方和混合、焊剂流体的配制等。
焊剂粉末的配方要根据焊接材料的要求来确定,包括焊剂成分和含量等。
焊剂粉末的混合要采用机械混合的方式,确保焊剂成分均匀。
焊剂流体的配制一般是将焊剂粉末和流体剂以一定比例混合,并进行搅拌。
第三步,焊丝的制备。
焊丝的制备主要包括焊丝基材的加工和焊剂的涂覆两个环节。
焊丝基材的加工一般是将铜、钢、铝等金属材料进行拉拔,制成一定直径的细丝。
焊剂的涂覆一般是将焊剂流体浸渍到焊丝表面,通过干燥和固化,形成一层均匀而稳定的焊剂涂层。
第四步,焊丝的成型。
焊丝的成型一般是将经过焊剂涂覆的焊丝进行拉拔、成型,形成一定直径和长度的焊丝。
成型的过程中需要控制拉拔速度和拉力,确保焊丝的直径和长度符合要求。
同时还需要进行坯材的退火处理,消除应力和提高焊丝的强度。
第五步,焊丝的包装和质检。
焊丝的包装一般是将焊丝按照一定长度或重量进行切割,并用盘库等方式进行包装和封装,以便于储存和运输。
在包装的过程中需要对焊丝进行质检,包括外观检查、尺寸检测、焊剂涂层厚度和质量检测等。
确保焊丝的质量和性能符合要求。
以上就是药芯焊丝的生产工艺的简要介绍,药芯焊丝的生产工艺是一个复杂的过程,需要严格的控制和操作。
通过合理的原料选择、制备、成型和质检等环节,可以提高焊丝的质量和性能,满足焊接材料的要求。
专利名称:一种焊丝药粉芯、药芯焊丝及其制备方法和应用专利类型:发明专利
发明人:郭栖利,官忠波,张克静,杨飞,蒋勇
申请号:CN202011532108.7
申请日:20201222
公开号:CN112719691A
公开日:
20210430
专利内容由知识产权出版社提供
摘要:本发明涉及一种焊丝药粉芯、药芯焊丝及其制备方法和应用,属于焊接材料技术领域,本发明实施例提供的焊丝药粉芯,按重量份计,所述药粉芯的组分如下:电熔镁砂2.5‑3.5份,金红石1.5‑2.5份,氧化镁1.0‑3.0份,氧化铝1.0‑3.0份,硅灰石1.0‑3.0份,锰铁粉1‑4份,镁粉0.5‑1.5份,铝铁粉0.3‑0.5份,氟化物1‑2份,钛酸盐0.5‑0.8份,稀土0.1‑0.3份,铁粉0.45‑1.8份。
通过上述组分相互间的协同作用,能使由该药粉芯制得的焊丝焊接后熔敷金属,使焊缝的抗拉强度达到
490‑620MPa、屈服强度≥390MPa、延伸率≥15%、‑30℃冲击达到180J,熔敷金属扩散氢含量小于5ml/100g。
有效地提高了焊缝整体性能,解决了焊缝金属低温韧性不足及抗裂性差的问题。
同时,促使焊接工艺性能良好,电弧稳定、飞溅小、焊缝成型美观。
申请人:四川大西洋焊接材料股份有限公司
地址:643000 四川省自贡市自流井区丹阳街1号
国籍:CN
代理机构:北京众达德权知识产权代理有限公司
代理人:刘杰
更多信息请下载全文后查看。
一)铜铝药芯焊丝SU-TC150我公司生产的铜铝药芯焊丝SU-TC150是无缝的焊接材料, 内含助焊剂,省略了涂抹助焊剂(FLUX)的过程, 减少了作业时间,显著提高了生产效率. 在焊接时不会有助焊剂(FLUX)泄漏问题, 因而保证了焊接材料的稳定性及助焊剂(FLUX)泄漏问题, 所以产品不良率降到最低.A)因为助焊剂(FLUX)不会泄漏, 所以可以保持清洁的作业环境.B)因为采用了新的技术工艺,所以助焊剂(FLUX)可以达到最佳工作状态, 因此焊接所需金属粉末的流动性及焊接效果相比其他公司的同类产品效果更佳.C)铜铝焊丝熔点温度在(420度~480度)之间的情况下就可以焊接,适用于铝系同种/异种金属焊接.例如:(铝+铝),(铝+铜),(铝+铁),(铝+不锈钢)等.D) 由于SU-TC150铜铝药芯焊丝产品使用了非腐蚀性助焊剂(FLUX), 因此可以省略焊接前后的清洗工作,焊接时不会产生硫酸. 硝酸等不符合CI环境污染的物质.E)焊接产品形态多样化, 可以根据客户的需求生产各种形态的焊接材料, 并在复杂的工作条件下使用.有关铜+铝的焊接方法及注意事项如下:1)铜+铝焊接时温度的控制和掌握很重要。
由于铝的熔点温度在(640~660度)之间,铜的熔点温度在1080度左右,而我们的铜铝焊丝SU-TC150已经含有非腐蚀性助焊剂(FLUX),而且焊接前后不用酸洗,熔点在(420~480度)之间,焊接时先直接对铜管加热,加热后的铜管会导热给铝管,然后再给铜铝结合部(铜管插入铝管的部位或铝管插入铜管的部位)前后左右加热,时间不宜过长,当看到铜管的表面发现颜色流动变化时(物理现象),把铜铝焊丝放入结合部,铜铝焊丝会迅速流动并填满缝隙(铜铝焊丝的加入量自己掌握),这个时候先撤焊丝然后用焊枪再把铜铝结合部(铜管插入铝管或铝管插入铜管的部位)前后左右稍微加热即可,这样焊料可以更充分填满铜铝结合部。
2)铜管或铝管的杯口扩管深度为7mm~10mm,如果是铝管插入铜管内,铜管和铝管的间隙为:0.1~0.3mm。