PCBN刀具加工制造及其性能分析
- 格式:pdf
- 大小:236.06 KB
- 文档页数:4

PCBN刀具的性能优势及加工领域随着现代技术和切削技术的不断进展,很多刀具材料相继显现,刀具进展由高速钢刀具—硬质合金刀具—吐涂层硬质合金刀具—陶瓷刀具—立方氮化硼刀具。
其中立方氮化硼刀具1970年开始使用于切削刀具,并且由于其良好的加工性和可高速切削的性能,使之成为加工高硬度难加工材料的手选择刀具材料。
接下来就实在介绍一下立方氮化硼刀具的性能优势及加工领域。
一、立方氮化硼刀具的性能(1)硬度高,耐磨性好:立方氮化硼刀具的硬度仅此与金刚石刀具,和金刚石刀具统称为超硬刀具。
由于其较高的硬度也使立方氮化硼刀具具有良好的耐磨性。
(2)具有很高的热稳定性:耐热性可达1400℃~1500℃,比金刚石的耐热性(700℃~800℃)高出一倍,是刀具材料中耐热性最高的,故可加工高温合金材料。
(3)具有很好的化学稳定性:与铁系材料到1200℃~1300℃不起化学作用。
(4)良好的导热性:CBN的导热系数(79.54W/m.k)仅次于金刚石(146.5W/m.k),随着切削速度的提高,CBN的导热系数也渐渐增高。
这有利于降低切削区的温度而削减扩散磨损。
二、立方氮化硼刀具的分类立方氮化硼刀具分为整体聚晶立方氮化硼刀具和焊接式立方氮化硼刀具。
整体聚晶立方氮化硼刀具是通体都是一种牌号—立方氮化硼,此刀片中心没有孔,属于机夹可转位刀具,需专门配置刀杆;二焊接式立方氮化硼刀具是只有刃口部位是立方氮化硼材料,基体是硬质合金材质。
此类中心有中心孔,其配备刀杆和硬质合金刀具的刀杆通用。
三、立方氮化硼刀具的应用随着切削技术的不断进展,立方氮化硼刀具广泛应用于高硬度难加工材料的加工。
(1)立方氮化硼刀具可以车代磨,硬车削高硬度难加工材料由于立方氮化硼刀具具有较高的硬度和耐磨性,红硬性。
所以采纳华菱超硬整体聚晶立方氮化硼刀具可以车代磨硬车削高硬度难加工材料。
(2)高速切削随着现代技术的进展,由于工件如汽车零部件刹车盘、制动鼓均属于批量生产,由数控车床铸件替代一般车床加工刹车盘、制动鼓。

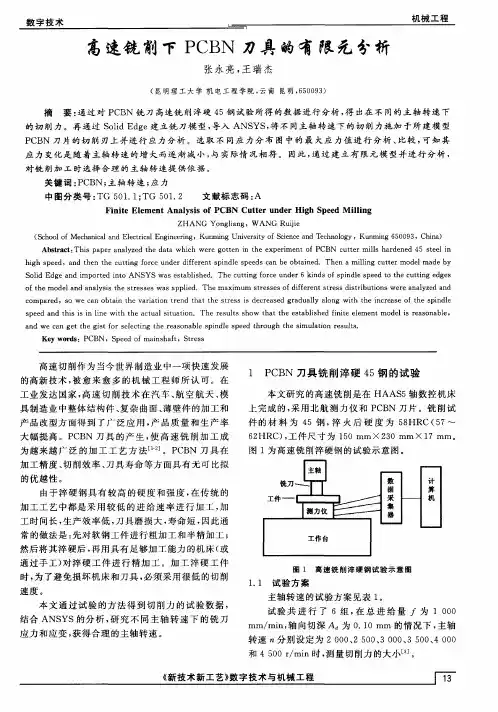
2019年 第3期冷加工53CUTTING TOOLS刀 具PCBN/PCD 刀具的应用及发展趋势■桂林特邦新材料有限公司 (广西 541004) 文德林摘要:本文主要讲述PCBN/PCD 刀具在淬硬钢、铸铁类工件及有色金属和非金属化合物的切削加工的应用与发展。
1.PCBN/PCD 刀具的切削加工应用由于受C B N 本身(各向异性)及其制造技术的限制、生产直接用于切削刀具的大颗粒CBN 单晶目前仍很困难,C B N 粒径大小是影响P C B N 韧性的重要因素,粒径越大,其抗破坏性越弱,制作刀具的切削刃锋利性就差。
P C B N 刀具组织中各微少量晶粒呈无序排列、硬度均匀、没有方向性,具有一致耐磨性和抗冲击性,克服了单晶CBN 各向异性等不足。
因P C B N 刀片具有红硬性、热稳定性、耐磨性和抗粘结等综合性能,故P C B N 刀具在淬硬钢、铸铁切削加工得到广泛应用。
(1)PCBN 刀具在淬硬钢的切削应用。
如图1所示,是江苏某德资企业一个冷冲压核心凹模零部件,轮廓形状为不规则曲线,曲面相关尺寸、粗糙度必须严格按图加工。
该工件材料为模具钢,材质为Cr12MoV ,其硬度为58±2H R C ,编制加工工艺:下料(φ186m m ×66m m )→粗车→铣加工(加工孔)→热处理→平磨 →精车 →钳工(去毛刺、刻字)。
图1 异形凹模精密模具该零件加工难点是,工件硬度较高,曲面加工只能通过车削加工成形来完成切削,加工曲面必须光滑,以外圆为基准,曲线角度及相关尺寸必须保证一致,更不能有过切或接刀痕出现。
根据该零件图样分析,我们在刀具选型上应选择对称角度刀柄、C B N 刀片(夹角为35°),如图2所示,保证车削不过切,这里选择P C B N 刀片非常关键,P C B N 刀片必须具备切削性能稳定,在切削过程中,刀片导热性能要好,加工时刀尖热量很快能传出,加工表面不能有滞留层或积屑瘤出现。
揭开聚晶立方氮化硼(PCBN)的神秘面纱很多人通过大量刀具厂商的宣传已经对PCBN这种新型的刀具有了一定的了解。
PCBN 刀具耐高温有着较好的耐磨性,较之前的硬质合金刀具生产效率高、使用寿命更长久,可广泛的应用于铸铁、高温合金、轴承钢等加工领域。
像这样的广告式知识我们早已烂熟于心。
但究竟是怎样的耐高温,怎样的耐磨,有什么依据,很多人有不少的疑惑。
我们不妨花一点时间看看PCBN刀具究竟有怎样的本事让刀具厂商夸夸其谈,一探真伪。
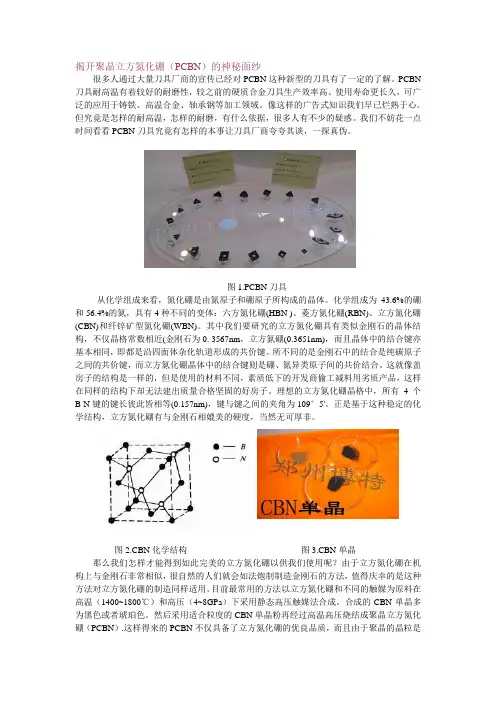
图1.PCBN刀具从化学组成来看,氮化硼是由氮原子和硼原子所构成的晶体。
化学组成为43.6%的硼和56.4%的氮,具有4种不同的变体:六方氮化硼(HBN )、菱方氮化硼(RBN)、立方氮化硼(CBN)和纤锌矿型氮化硼(WBN)。
其中我们要研究的立方氮化硼具有类似金刚石的晶体结构,不仅晶格常数相近(金刚石为0. 3567nm,立方氮硼(0.3651nm),而且晶体中的结合键亦基本相同,即都是沿四面体杂化轨道形成的共价键。
所不同的是金刚石中的结合是纯碳原子之间的共价键,而立方氮化硼晶体中的结合键则是硼、氮异类原子间的共价结合。
这就像盖房子的结构是一样的,但是使用的材料不同,素质低下的开发商偷工减料用劣质产品,这样在同样的结构下却无法建出质量合格坚固的好房子。
理想的立方氮化硼晶格中,所有4个B-N键的键长彼此皆相等(0.157nm),键与键之间的夹角为109°5'。
正是基于这种稳定的化学结构,立方氮化硼有与金刚石相媲美的硬度,当然无可厚非。
图2.CBN化学结构图3.CBN单晶那么我们怎样才能得到如此完美的立方氮化硼以供我们使用呢?由于立方氮化硼在机构上与金刚石非常相似,很自然的人们就会如法炮制制造金刚石的方法,值得庆幸的是这种方法对立方氮化硼的制造同样适用。
目前最常用的方法以立方氮化硼和不同的触媒为原料在高温(1400~1800℃)和高压(4~8GPa)下采用静态高压触媒法合成。
PCBN刀具加工硬度高耐磨性好的材料优势分析
上世纪50年代,美国GE公司研发出了PCBN材料;上世纪70年代中国也成功研发出了PCBN材料。
但在国内,PCBN刀具在近年来才得到了较广泛的应用。
究其原因,一是受到当时刀片韧性不足的制约其应用只局限于精加工范围,二是主要依赖进口或国内生产规模较小等原因造成价格昂贵,成了贵族刀具。
富耐克研发的PCBN刀具在冲击性能和耐磨性得到了革命性的提高,不仅可以满足高速、高效切削条件,而且可以满足重载、断续加工的需要。
富耐克致力于全产业链、规模化自主研发生产,让PCBN刀具脱掉了贵族外套变成了大众化工业产品。
从以下三个方面分析PCBN刀具在加工耐磨性高硬度高的优势:
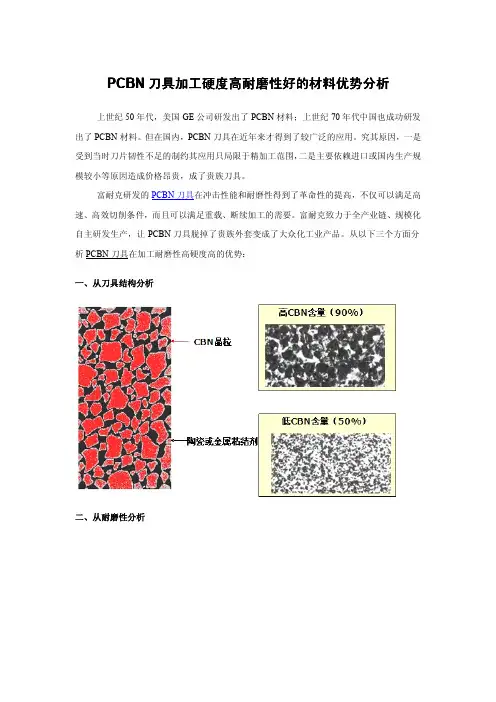
一、从刀具结构分析
二、从耐磨性分析
三、从切削材料红硬性分析
综上所述,PCBN刀具具有很好的耐磨性和强红硬性,这样PCBN刀具在加工耐磨高和硬度高的材料时具有很大的优势。
富耐克最新研发生产的整体聚晶系列PCBN刀具具有良好的抗冲击性,良好的耐磨性,具有更高的切削效率。
在加工铸铁和淬火钢等工件具有很大的优势。
同时,富耐克为客户提供免费试用,如果不满意2年内可以退货。
国外切削加工用PCD与PCBN的发展与应用随着制造业的发展和进步,切削加工中对工具材料的要求也越来越高。
在国外,超硬材料是切削加工领域中最常用的工具材料之一、其中,聚结体多晶立方氮化硼(PCBN)和聚结体多晶金刚石(PCD)因其优异的性能在切削加工中得到了广泛应用。
首先,PCD材料的发展与应用。
PCD是由聚结体多晶金刚石颗粒和金属结合剂组成的人造材料。
它具有极高的硬度、抗磨损性、热稳定性和化学惰性。
这使得PCD在切削加工中具有很强的切削能力和寿命,特别适用于加工硬度很高的材料,如铸铁和铸铜。
在国外,PCD广泛应用于汽车制造、航空航天、模具制造、电子设备制造等领域。
例如,汽车制造中,PCD刀具可以用于汽车发动机缸套、气门座圈等部件的加工。
此外,PCD刀具还常用于加工陶瓷和复合材料等材料,以提高加工效率和加工质量。
其次,PCBN材料的发展与应用。
PCBN是由聚结体多晶立方氮化硼颗粒和金属结合剂组成的材料。
它具有高硬度、高热稳定性和抗氧化性。
这使得PCBN在切削加工中具有出色的性能和稳定性,特别适用于加工高硬度材料,如工具钢、耐热合金和高速钢。
在国外,PCBN广泛应用于汽车制造、航空制造、模具制造以及石油钻探等领域。
例如,在模具制造中,使用PCBN刀具可以提高模具的加工精度和表面质量。
此外,随着切削加工技术的不断发展,PCD和PCBN材料也在不断进化和改进以满足不同的加工需求。
例如,为了提高切削效率和降低加工成本,一些制造商正在开发新的PCD和PCBN刀具,并采用涂覆或修整等技术来改善刀具的性能。
同时,一些研究机构也在不断探索新的制备方法和应用领域,以推动PCD和PCBN材料在切削加工中的发展。
总之,国外的PCD和PCBN材料在切削加工中具有广泛的应用和发展前景。
随着制造技术的不断进步和需求的提高,PCD和PCBN材料的性能和应用也将不断提高和扩大。
预计在未来,PCD和PCBN材料将在更多领域中发挥更重要的作用,并推动切削加工技术的发展。
富耐克推出多款新型CBN刀具-PCBN刀具富耐克超硬材料股份有限公司是国家高新技术企业、国家超硬材料产业基地骨干企业、超硬磨料立方氮化硼(CBN)国家标准的制订单位,专注于高端CBN 磨料和CBN切削刀具的研发、生产、销售。
公司拥有占地12万平方米的国家超硬材料产业园,CBN刀具年产能1000万片、CBN磨料年产能8亿克拉,生产规模和研发实力中国第一,并位居全球前列。
富耐克推出的CBN整体聚晶刀具(FBN)和CBN超强焊接刀具(FBS),硬度可达到HV3000-3400,热传导率高,具有较强的抗冲击性。
FBN/FBS3500牌号,适合于低速重载粗加工;热传导率高,一定的耐冲击性;适合于高硬度合金铸铁、灰铸铁、球墨铸铁等材料的粗加工。
FBN/FBS6000牌号兼顾了FBN/FBS3500抗冲击性,而且提高了一定的耐磨性,适用于中、低速重载粗加工,应用于加工的材料有:高硬度高镍铬、高铬钢的粗加工,灰铸铁、球磨铸铁等材料的粗、精加工。
FBN/FBS7000牌号耐磨性和耐热性,通用性好,可实现中高速连续切削和中低速断续切削,应用于加工的材料:灰铸铁、球磨铸铁、淬硬钢等材料的半精加工、精加工。
FBN/FBS7500牌号则是具有优越的耐磨性和耐热性,可以实现中高速连续切削,适用于高硬度合金铸铁、高镍铬、高铬钢等材料的粗加工和半精加工,以及灰铸铁、球磨铸铁等材料的精加工。
FBN/FBS9000牌号耐磨性和抗冲击性能优异,可实现中高速连续切削和低速断续切削,适宜于淬火工件如:轴承钢、模具钢、量具钢、工具钢、高速钢等材料的粗加工FBN/FBS9600牌号同样具有极佳的耐磨性和耐热性,可实现超高速连续切削,适宜于淬火工件如:轴承钢、模具钢、量具钢、工具钢、高速钢等材料的半精加工和精加工。
起到以车代磨得作用。
资料来源:。
PCBN刀具及其在切削加工中的应用PCBN刀具经过20年的进展及推广应用,获得了巨大的经济效益和社会效益。
下面以精车淬硬钢等举例说明PCBN刀具在生产中的应用特点。
1.用PCBN刀具精车淬硬钢淬硬钢工件常规的加工工艺是粗磨、精磨,现代切削加工与刀具材料技术的进展,可采纳高精度的车削工艺代替磨削加工,为淬硬工件的精加工开垦了一条快捷经济的新途径。
精车淬硬钢工件,只有硬度高于45HRC时最为有利(不需断屑)。
切削速度v一般为80~150m/min,工件硬度越高,切削速度宜越低,如车削70HRC左右的工件,v=60~80m/min。
精车切削深度0.1~0.3mm,进给量0.05~0.25mm/r,精车后的工件表面粗糙度可达Ra0.3~0.6,尺寸精度可达0.013mm。
若采纳刚性较好的标准数控车床加工,PCBN刀具刚性和刃口保护较好,则精车后的表面粗糙度可达Ra0.3,尺寸精度可达0.01mm,达到使用数控磨削的水平。
也可精车断续表面,只是切削速度要适当,机床加工系统刚性要特别好,要选用高含量的PCBN复合刀片。
精车时一般加工余量为0.3mm 左右,在条件允许下尽可能保证余量均匀,即需提高淬火之前的尺寸精度,由于均匀的加工余量可以延长PCBN刀具寿命。
精车一般不用切削液,由于切削速度较高,大量的热量将由切屑带走,很少会在工件表面产生热损伤及热变形。
刀片宜选择韧性和强度高的80菱形刀片,刀尖半径在0.8~1.2mm之间,虽然刀尖半径越大,加工后的工件表面粗糙度值越低,但切削力会增大,导致刚性不足的加工系统产生振颤。
PCBN刀具在使用前有必要用油石轻轻对刃口倒角,以保护其刃口。
当采纳车削工艺时,事先须用淬火的棒料进行粗加工或精加工试验。
目前,国内已有很多单位采纳了这种精车工艺,如某集团公司用PCBN刀具加工渗碳淬火(58~63HRC)的20CrMnTi变速箱齿轮拨叉槽,采纳v=150mm/min,f=0.1mm/r,ap=0.2~0.3mm,实现了以车代磨,刀具切削行程达到9.58km。
国外PCBN切削刀具应用技术立方氮化硼(CBN)是纯人工合成材料,是继人造金刚石之后,美国GE公司于1957年首先宣布利用高温超高压装置合成的另一种新型超硬材料。
聚晶立方氮化硼(PCBN)是由CBN微粉与少量结合剂烧结而成的多晶体,PCBN自1973年研制成功以来,经过众多材料专家及刀具专家的努力,PCBN 材料及其刀具已完全进入实用阶段,在工业发达国家PCBN刀具已应用于汽车、重型机械等机械加工行业,据资料介绍1995年全世界PCBN刀具的销售额达1.35亿美元,而我国由于对CBN材料及其应用技术的研究不够,PCBN刀具的年产量仅数百万元人民币,年消耗也仅千万元左右,且绝大部分PCBN刀坯或刀具是从国外进口。
一、PCBN材料的性能1. CBN的主要特性氮化硼有多种同分异构体。
CBN是氮化硼的致密相,具有很高的硬度,其Knoop硬度47000N/mm2,,仅次于金刚石。
同时,CBN具有良好的热导性,其热导率是硬质合金的13倍、铜的3倍。
另外,CBN还具有远优于金刚石的热稳定性和化学稳定性,可耐1300~1500℃的高温,并且与Fe族元素有很大的化学惰性。
可见CBN是制作切削黑色金属的理想刀具材料。
2. PCBN的特性由于受CBN本身特性及其制造技术的限制,生产直接用于切削刀具的大颗粒CBN单晶目前仍很困难。
为此,通过结合剂使CBN烧结而成的PCBN多晶材料得到较快发展,其尺寸大小基本不受限制。
PCBN组织中各微小晶粒呈无序排序,硬度均匀、没有方向性,具有一致的耐磨性和抗冲击性,克服了单晶CBN易解理和各向异性等不足。
PCBN属CBN的聚集体,除具有CBN的特点外,PCBN还与CBN的含量、粒径大小及结合剂的种类等因素有关。
CBN含量主要影响PCBN的硬度和热导率,含量高,PCBN的硬度和热导率就高。
CBN粒径大小是影响PCBN韧性的重要因素,粒径越大,其抗破损性就越弱,用此制作的刀具切削刃锋利性就差。