刀具材料及性能介绍
- 格式:ppt
- 大小:1.69 MB
- 文档页数:44
刀具材料知识点总结一、刀具材料的分类1.金属材料金属材料是最常见的刀具材料,包括钢、铸铁、铝合金等。
钢是其中应用最广泛的一种材料,因其具有优良的机械性能和加工性能而成为刀具材料的首选。
根据其组织结构和性能特点的不同,钢可以再分为碳素钢、合金钢、不锈钢等类型。
2.陶瓷材料陶瓷材料因其硬度高、耐磨损能力强,所以在刀具制造领域也有广泛的应用。
其主要类型有氧化锆陶瓷、氧化铝陶瓷等。
陶瓷材料的主要特点是硬度高、耐磨损能力强,但同时也比金属材料脆弱,容易出现断裂。
3.超硬材料超硬材料比如金刚石、立方氮化硼等,因其硬度极高、耐磨损能力强,被广泛应用于刀具制造。
但由于其成本高昂、加工难度大,所以并不适合用于一般的刀具制造中,主要用于特殊工况下的刀具制造。
4.复合材料复合材料是指由两种或两种以上的材料组合而成的材料,包括金属基复合材料、陶瓷基复合材料、聚合物基复合材料等。
复合材料通常能够兼具各种材料的优点,例如金属基复合材料既有金属的硬度和韧性,又具有陶瓷的高温耐磨性,因此在刀具制造中应用广泛。
二、刀具材料的性能指标1.硬度硬度是刀具材料的重要性能指标之一,它决定了刀具的耐磨损能力和切削性能。
硬度高的刀具材料通常能够更好地抵抗磨损,延长使用寿命,但同时也会降低其韧性。
2.韧性韧性是指刀具材料的抗断裂能力,它直接影响到刀具的安全性和可靠性。
韧性高的刀具材料可以在受到冲击负荷时不容易发生断裂,保证刀具的使用寿命。
3.耐磨性耐磨性是刀具材料在切削加工过程中对磨损的抵抗能力,它直接关系到刀具的寿命。
一般来说,耐磨性好的刀具材料能够延长刀具的使用寿命,减少更换次数。
4.高温性能高温性能是指刀具材料在高温环境下的稳定性和强度,它对刀具的切削性能和使用寿命有着重要影响。
许多特殊材料,比如陶瓷材料、超硬材料等,正是因为具有优良的高温性能,才能在高温工况下稳定地使用。
5.加工性能加工性能是指刀具材料在加工过程中的可加工性和耐热性能。
常用刀具材料刀具是我们日常生活中常见的工具之一,它们的材料选择对于刀具的质量和使用寿命有着至关重要的影响。
在选择刀具材料时,我们需要考虑到刀具的用途、材料的硬度、耐磨性、耐腐蚀性以及加工性能等因素。
下面我们就来了解一下常用的刀具材料及其特点。
1. 不锈钢。
不锈钢是一种具有良好耐腐蚀性的材料,因此常被用于制作厨房刀具。
不锈钢刀具具有良好的耐腐蚀性和耐磨性,而且易于清洁和保养。
不锈钢刀具的价格相对较低,是家庭厨房中常见的刀具材料之一。
2. 高速钢。
高速钢是一种用途广泛的刀具材料,它具有较高的硬度和耐磨性,适用于制作需要高速切削的刀具,如铣刀、钻头等。
高速钢刀具的耐磨性和热稳定性较好,因此在工业生产中得到了广泛的应用。
3. 硬质合金。
硬质合金是一种由钨、钴、碳等金属粉末经过高温烧结而成的材料,具有极高的硬度和耐磨性。
硬质合金刀具适用于加工硬质材料,如钢铁、合金等,具有良好的切削性能和较长的使用寿命。
4. 陶瓷。
陶瓷刀具是近年来新兴的刀具材料,它具有极高的硬度和耐磨性,而且不易生锈,不会影响食物的口感。
陶瓷刀具适用于切割蔬菜、水果等食材,但由于其脆性较大,需要小心使用,避免摔落或碰撞。
5. 钛合金。
钛合金是一种轻质高强度的材料,具有良好的耐腐蚀性和耐磨性,适用于制作户外刀具、多功能刀具等。
钛合金刀具具有较轻的重量和良好的耐用性,适合户外活动和野外生存使用。
总结。
在选择刀具材料时,我们需要根据刀具的用途和要求来进行合理的选择。
不同的材料具有不同的特点和适用范围,我们需要根据实际需求来进行选择。
除了上述提到的常用刀具材料外,还有许多其他材料也适用于制作刀具,如碳钢、合金钢等。
希望本文对大家选择刀具材料有所帮助。
刀具材料有哪几种刀具材料是制作刀具的原材料,不同的刀具材料具有不同的特性和用途。
在工业生产和日常生活中,刀具被广泛应用于各个领域,因此了解不同的刀具材料对于选择合适的刀具至关重要。
下面将介绍几种常见的刀具材料及其特点。
1. 钢。
钢是最常见的刀具材料之一,它具有优良的机械性能和耐磨性,适用于制作各种刀具,如厨房刀具、工业刀具等。
钢的主要成分是铁和碳,同时还含有少量的合金元素,如铬、钼、锰等。
不同成分的钢具有不同的性能,如碳钢具有较高的硬度和切削性能,不锈钢具有良好的耐腐蚀性能。
2. 高速钢。
高速钢是一种含有高比例合金元素的钢材,主要用于制作切削工具,如铣刀、钻头、车刀等。
高速钢具有优异的硬度、耐磨性和热稳定性,能够在高速切削时保持良好的切削性能。
由于其高成本和难加工性,高速钢主要用于制作高精度、高效率的刀具。
3. 硬质合金。
硬质合金是一种由钨、钴、碳等金属粉末烧结而成的刀具材料,具有极高的硬度和耐磨性。
硬质合金刀具广泛应用于金属切削加工、矿石开采、木材加工等领域,能够在恶劣的工作环境下保持良好的切削性能。
硬质合金刀具的制造工艺复杂,成本较高,但在特定的工况下能够发挥出其独特的优势。
4. 陶瓷。
陶瓷刀具是近年来新兴的刀具材料,由于其优异的耐磨性、耐腐蚀性和化学稳定性,被广泛应用于食品加工、医疗器械等领域。
陶瓷刀具具有轻量化、不锈蚀、不导热等特点,能够满足特定领域对刀具的高要求。
5. 钛合金。
钛合金是一种轻质、高强度的金属材料,具有良好的耐腐蚀性和高温性能,适用于制作高性能的刀具。
钛合金刀具常用于航空航天、汽车制造等领域,能够满足对刀具重量和强度要求的场合。
总结。
不同的刀具材料具有不同的特点和适用范围,选择合适的刀具材料需要根据具体的工作要求和材料特性进行综合考虑。
随着材料科学的不断发展,新型刀具材料的涌现将进一步拓展刀具的应用领域,为工业生产和生活带来更多的便利和效益。
常用刀具材料分类特点及应用刀具是人类使用最早的工具之一,几千年来刀具的材料不断进步和发展。
根据刀具材料的不同特点和用途,可以将常用刀具材料进行分类。
一、金属刀具材料1.碳钢碳钢是最早被使用的刀具材料之一,由铁和碳组成。
碳钢具有优异的切削性能和耐磨性,适用于加工低硬度的材料。
缺点是耐腐蚀性较差,容易生锈。
应用:常用于制作农具、切削工具等。
2.高速钢高速钢是以碳钢为基础,添加了大量的钼、钴、钛等元素的合金刀具材料。
高速钢具有优异的切削性能和热稳定性,能够在高温条件下保持较好的硬度和切削性能。
应用:广泛应用于金属切削、冲压、铸造等工艺中。
3.高碳高铬不锈钢高碳高铬不锈钢具有优异的耐磨性和耐腐蚀性,适用于加工较硬的材料,同时还具有不锈、耐高温等优点。
应用:常用于模具制造、医疗器械等领域。
4.硬质合金硬质合金是一种由金属碳化物、金属结合相和金属氧化物等组成的刀具材料。
硬质合金具有极高的硬度和耐磨性,能够在高速切削和重切削条件下保持较好的切削性能。
然而,硬质合金的脆性较大,容易断裂。
应用:广泛应用于模具制造、车削刀具、铣削刀具等领域。
二、非金属刀具材料1.陶瓷陶瓷刀具由氧化锆、碳化硅等陶瓷材料制成。
陶瓷刀具具有极高的硬度和耐磨性,能够在高温、高速等恶劣条件下保持较好的切削性能。
然而,陶瓷刀具的韧性较差,容易断裂。
应用:广泛应用于切割纸张、塑料、蔬菜水果等食品处理领域。
2.人造金刚石人造金刚石是由高温高压合成的人工刀具材料。
人造金刚石具有极高的硬度和耐磨性,能够在高温、高压等恶劣条件下保持较好的切削性能。
然而,人造金刚石的碳溶解性较低,容易在高温下发生碳化,使刀具表面粗糙。
应用:广泛应用于宝石加工、玻璃切割等领域。
3.陶瓷涂层陶瓷涂层是一种将陶瓷材料均匀涂覆在金属刀具表面的一种技术。
陶瓷涂层可以提高金属刀具的硬度和耐磨性,使刀具具有较好的切削性能和耐腐蚀性。
应用:广泛应用于汽车零部件加工、航空航天等领域。
以上是常用刀具材料的分类、特点及应用。
什么材料做刀最好做刀的材料有很多种,每种材料都有其独特的特点和适用的场景。
在选择刀具材料时,需要考虑刀的用途、刀的功能需求、使用环境等因素。
下面将介绍几种常见的刀具材料以及其特点和适用场景。
1. 不锈钢:不锈钢是最常见的刀具材料之一,它具有良好的抗腐蚀性和耐磨性,因此成为了家用刀具的首选。
不锈钢刀具耐用,易于保养,不易生锈,适合在日常生活中使用,如烹饪、切水果等。
2. 高碳钢:高碳钢刀具的主要特点是硬度高,耐磨性好,刀锋锋利且持久。
由于高碳钢含有较高的碳含量,因此易于锻造和进行刀刃调整。
高碳钢刀具适合于需要持久锋利刀锋的工具,如打猎刀、生存刀等。
3. 叠层钢:叠层钢是将不同种类的钢材叠加在一起,通过多次折叠和锻造形成的。
叠层钢刀具继承了多种钢材的优点,比如具有高碳钢的硬度和耐磨性以及不锈钢的抗腐蚀性。
叠层钢刀具通常具有美观的纹理和特殊的外观,适合作为收藏和赏析的刀具。
4. 陶瓷:陶瓷刀具的主要特点是硬度高、刀锋锐利、抗腐蚀性强,且不会对食材产生氧化反应。
陶瓷刀具适合用于切割水果、蔬菜等软质食材,但不适合用于切割硬质食材和骨头,因为陶瓷容易脆裂。
5. 钛合金:钛合金是一种轻质且高强度的材料,具有非常高的耐腐蚀性和耐磨性。
钛合金刀具具有良好的刀锋保持性和抗刮伤性能,适合用于户外野营、登山等活动中。
6. 金属陶瓷复合材料:金属陶瓷复合材料是将金属和陶瓷两种材料结合而成的复合材料,具有金属的韧性和陶瓷的硬度。
金属陶瓷复合材料刀具具有优异的切割性能和抗腐蚀性能,适合用于外科手术刀具和工业刀具等领域。
总而言之,没有一种材料可以适用于所有的刀具,选择合适的刀具材料要根据实际需求和使用环境来决定。
以上介绍的几种常见的刀具材料只是其中的一部分,读者可以根据自己的需求来选择适合自己的刀具材料。
数控刀具材料的种类、性能与特点1、刀具材料的发展现状与趋势欲了解与使用好刀具材料,先来看一下刀具材料的发展史。
刀具材料的发展史,实际上就是不断提高刀具材料耐热性能的过程。
18世纪中叶,欧洲出现工业革命后,采用碳素工具钢为刀具材料,其成分与现代的T10、T12相近,其切削温度在200~250℃,加工普通钢材的切削速度为5~8m/min,切削铸铁的速度为3~5m/min。
1861年,英国的罗伯特·墨希特(RobertMushet)发明了含钨的合金工具钢,能承受350℃的切削温度,切削速度提高至8~12m/min。
目前来说,基于碳素工具钢和合金工具钢的刀具材料已基本不用。
1898年,美国的机械工程师泰勒(WinslowTaylor)和冶金师怀特(MaunWhite)研制成功了高速工具钢,切削普通碳素钢的切削速度提高至25~30m/min。
随后,经过不断改进材料成分,耐热性能提高至500~600℃,加工钢的切削速度提高至30~40m/min,切削铸铁的速度达15~20m/min。
高速工具钢是目前为止仍然在使用的金属切削刀具材料之一,并不断得到改进,而且制备方式出现了变化,如粉末冶金高速工具钢和涂层高速工具钢等。
1925年,德国人史律泰尔发明了硬质合金,初期的WC℃Co合金耐热性达800℃,加工铸铁的效果较好,切削速度达到了40m/min以上,但加工碳素钢的寿命较低。
1931年发明了WC℃TiC℃Co合金,耐热性达到了900℃以上,加工碳素钢的切削速度达到了220m/min,二战中后期,随着使用范围的不断扩大,出现了添加熔点更高的TaC等的硬质合金WC℃TiC℃TaC(NbC)℃Co合金。
20世纪50年代,出现了以TiC为基本成分的TiC℃Ni℃Mo合金,耐热性达到了1000~1200℃。
目前为止,硬质合金刀具材料仍然是数控加工刀具的主流材料之一。
人类探索新型刀具材料的步伐永不停止,新型工程材料的出现需要研制与其相适应的刀具材料,新型机床制造技术为耐热性更高的刀具材料应用提供了可能,新型超硬刀具材料不断出现,如下所述。
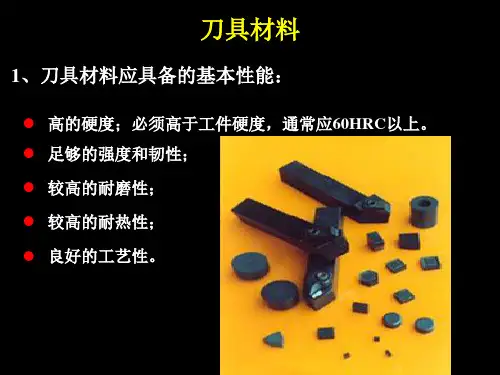
刀具的性能以及刀具材料的选择1.刀具材料应具备的性能金属切削时,刀具切削部分直接和工件及切削相接触,承受很大的切削压力和冲击,并受到工件及切削的剧烈摩擦,产生很高的切削温度。
即刀具切削部分是在高温、高压及剧烈摩擦的恶劣条件下工作的。
因此,刀具切削部分材料应具备以下基本性能。
(1)硬度高刀具材料的硬度必须高于被加工材料的硬度。
一般要求刀具材料的常温硬度必须为HRC62以上。
(2)足够的强度和韧性刀具切削部分的材料在切削是承受着很大的切削力和冲击力,因此刀具材料必须要有足够的强度和韧性。
(3)耐磨性和耐热性好刀具在切削时承受着剧烈的摩擦,因此刀具材料应具有较高的耐磨性。
刀具材料的耐磨性和耐热性有着密切的关系,其耐热性通常用它在高温下保持高硬度的能力来衡量(热型性)。
耐热性越好,允许的切削速度越高。
(4)导热性好刀具材料的导热性用热导率表示。
热导率大,表示导热性好,切削时产生的热量就容易传散出去,从而降低切削部分的温度,减轻刀具磨损。
(5)具有良好的工艺性和经济性既要求刀具材料本身的可切削性、耐磨性能、热处理性能、焊接性能等要好,且要资源丰富,价格低廉。
常用刀具材料选择普通高速钢W6Mo5Cr4V2(简称M2)属钼系高速钢,碳化物分布均匀性、韧性和高温塑性均超过W18Cr4V,但其磨削性能较差。
碳素工具钢T8A钢为共析钢,淬火加热时容易过热,变形也大,塑性及强度比较低,不宜制造承受冲击较大的工具,但热处理后,具有较高的硬度与耐磨性。
冷作模具钢Cr12MoV高碳、高铬类型莱氏体冷作模具钢,具有良好的淬透性,截面在300——400mm以下仍可完全淬透,且具有很高的耐磨性。
淬火时体积变化小。
其含碳量比Cr12钢低得多,并加入了少量的钼、钒、因此钢的热加工性、冲击韧性和碳化物分布都得到了明显的改善。
冷作模具钢Cr12Mo1V1 (D2)主要特征:高碳、高铬类型莱氏体冷作模具钢,不特殊要求时钴不作为必加成分。
由于钼和钒比Cr12Mo1V钢高一些,进一步细化钢的组织和晶粒,提高钢的淬透性、强度和韧性,使该钢的综合性能均比Cr12MoV钢好。
什么材料做刀最好
在选择刀具材料时,我们需要考虑刀具的硬度、耐磨性、韧性以及加工性能等
因素。
不同的材料具有不同的特性,因此在选择刀具材料时需要根据具体的使用环境和需求来进行选择。
下面将介绍几种常见的刀具材料,以及它们的特点和适用范围。
1. 不锈钢。
不锈钢是一种常见的刀具材料,具有良好的耐腐蚀性和韧性。
不锈钢刀具适用
于一般家庭使用和食品加工等场合,但其硬度和耐磨性相对较低,因此不适合用于对刀具硬度要求较高的场合。
2. 高速钢。
高速钢是一种含有较高合金元素的刀具材料,具有优异的硬度和耐磨性。
高速
钢刀具适用于对切削性能要求较高的场合,如金属加工、木工等领域。
然而,高速钢的韧性相对较差,容易产生断裂,因此在使用过程中需要注意刀具的安全性。
3. 刚玉。
刚玉是一种硬度极高的陶瓷材料,具有优异的耐磨性和耐高温性能。
刚玉刀具
适用于对硬度和耐磨性要求极高的场合,如精密加工、磨削加工等领域。
然而,刚玉材料比较脆,容易产生断裂,因此在使用过程中需要小心操作,避免碰撞和摔落。
4. 合金钢。
合金钢是一种含有多种合金元素的刀具材料,具有较高的硬度、耐磨性和韧性。
合金钢刀具适用于对综合性能要求较高的场合,如工业制造、机械加工等领域。
然而,合金钢刀具的价格相对较高,需要根据具体需求进行选择。
综上所述,选择刀具材料时需要根据具体的使用环境和需求来进行选择。
不同的材料具有不同的特点和适用范围,我们需要根据实际情况进行综合考虑,选择最适合的刀具材料。
希望以上内容能够对您有所帮助,谢谢阅读。
常用刀具材料的性能及应用一、概述刀具材料是指刀具上参与切削部分的材料。
刀具的切削部分不但要求具有一定的几何形状,还要求有相应的刀具材料。
目前广泛应用的刀具材料有高速钢和硬质合金。
二、刀具材料应具备的性能(一)高的硬度和良好的耐磨性(二)高的强度和韧性(三)高的耐热性(四)良好的工艺性总之,刀具应具备的性能主要就这四个方面,当然还有经济性、切削性能的可预测性等要求。
三、常用刀具材料目前在切削加工中常用的刀具材料有:碳素工具钢、合金工具钢、高速钢、硬质合金及陶瓷等。
一)碳素工具钢碳素工具钢是一种含C量较高的优质钢(含C一般为0.65~1.35%)。
1、常用牌号有T7A、T8A……T13A等2、主要性能淬火后硬度较高,可达HRC61~65;红硬性为200℃~250℃,价格低廉,不耐高温,切削速度因此而不能提高,允许切削速度VC≤10m/min,只能制作低速手用刀具,如板牙、锯条、锉等。
二)合金工具钢在碳素工具钢中加入一定量的铬(Cr)、钨(W)、锰(Mn)等合金元素,能够提高材料的耐热性、耐磨性和韧性,同时还可以减少热处理时的变形。
1、主要牌号有9SiCr CrWMn2、主要性能淬火后的硬度可达HRC61~65,红硬性为300℃~400℃,允许切削速度Vc=10~15m/min,制作低速、形状比较复杂、要求淬火后变形小的刀具。
如板牙、拉刀、手用铰刀(孔的精加工)等。
三)高速钢高速钢是一种高合金工具钢,钢中含有W、Mo、Cr、V等合金元素。
(一) 高速钢的性能:具有较高的强度和韧性;良好的耐磨性;红硬性为600℃;允许切削速度V C=25~30m/min;良好的制造工艺性;可获得锋利的刀刃(锋钢之称);加工范围较大(铸铁、有色金属、钢)。
(二)高速钢的分类钨系高速钢:W18C r4V (最常用,刃磨性好)普通高速钢钼系高速钢:W6M O5C r4V2高速钢高碳高速钢:95W18C r4V (含C量为0.95%)高钒高速钢:W6M O5C r4V3 (提高耐磨性)高性能高速钢钴高速钢:W6M O5C r4V2C O8铝高速钢:W6M O5C r4V2A l四)硬质合金硬质合金= 硬质相(TiC或WC)+粘结相(Co、Ni、Mo等,其中Co比较常用)上图为各种硬质合金刀头(一)主要性能1)常温硬度HRC74~81.5,红硬性800℃~1000℃,耐磨性优良;2)允许切削速度V C=100m/min以上,最高不能超过200m/min;硬质合金3)脆性较大,怕冲击和振动。
常用刀具材料有哪些刀具材料是指用于制造刀具的各种金属材料,不同的材料具有不同的特性和适用范围。
在选择刀具材料时,需要根据具体的使用需求和工作环境来进行合理的选择。
下面将介绍一些常用的刀具材料及其特点。
1. 钢。
钢是制造刀具最常用的材料之一,其主要成分是铁和碳,同时还含有少量的其他元素。
钢具有优良的切削性能、硬度和耐磨性,广泛应用于各种类型的刀具制造中。
根据其成分和性能的不同,钢可以分为碳钢、合金钢、不锈钢等多种类型。
2. 铸铁。
铸铁是一种含有大量碳和硅的铁合金材料,具有较高的硬度和耐磨性。
铸铁刀具适用于对硬度要求不高的切削加工,如打磨、修整等工艺。
3. 钨钢。
钨钢是一种含有钨元素的高速切削钢,具有极高的硬度和耐磨性,适用于高速切削和重载切削的工艺,如车削、铣削等。
4. 陶瓷。
陶瓷刀具是近年来发展起来的新型刀具材料,具有优异的耐磨性、耐高温性和化学稳定性。
陶瓷刀具适用于对切削精度和表面光洁度要求较高的加工工艺,如精密加工、玻璃加工等。
5. 金属陶瓷复合材料。
金属陶瓷复合材料是将金属和陶瓷两种材料复合而成的刀具材料,具有金属的韧性和陶瓷的硬度,兼具两者的优点。
金属陶瓷复合材料刀具适用于对切削精度和耐磨性要求较高的加工工艺。
6. 超硬合金。
超硬合金是一种由钨、钴等金属粉末与碳化物粉末经过高温烧结而成的刀具材料,具有极高的硬度和耐磨性,适用于对切削精度和耐磨性要求极高的加工工艺,如精密车削、精密铣削等。
总结。
以上是一些常用的刀具材料及其特点,不同的材料适用于不同的加工工艺和工作环境。
在选择刀具材料时,需要充分考虑加工材料的性质、加工工艺的要求以及刀具的使用环境,合理选择刀具材料才能发挥刀具的最佳性能,提高加工效率和产品质量。
希望以上内容能够对您有所帮助。
常用刀具材料的种类及其特性碳素工具钢优点:碳素工具钢生产成本较低,原材料来源方便;易于冷、热加工,在热处理后可获得相当高的硬度;在工作受热不高的情况下,耐磨性也较好。
缺点:淬透性差,需要用水、盐水或碱水淬火,畸变和开裂倾向性大,耐磨性和热强度都很低。
常用牌号:T7、T8、T8Mn、T10、T11、T12。
应用:碳含量较低的T7钢具有良好的韧性,但耐磨性不高,适于制作切削软材料的刃具和承受冲击负荷的工具,如木工工具、镰刀、凿子、锤子等。
T8钢具有较好的韧性和较高的硬度,适于制作冲头、剪刀,也可制作木工工具。
锰含量较高的T8Mn钢淬透性较好,适于制作断口较大的木工工具、煤矿用凿、石工凿和要求变形小的手锯条、横纹锉刀。
T10钢耐磨性较好,应用范围较广,适于制作切削条件较差、耐磨性要求较高的金属切削工具,以及冷冲模具和测量工具,如车刀、刨刀、铣刀、搓丝板、拉丝模、刻纹凿子、卡尺和塞规等。
T12钢硬度高、耐磨性好,但是韧性低,可以用于制作不受冲击的,要求硬度高、耐磨性好的切削工具和测量工具,如刮刀、钻头、铰刀、扩孔钻、丝锥、板牙和千分尺等。
T13钢是碳素工具钢中碳含量最高的钢种,其硬度极高,但韧性低,不能承受冲击载荷,只适于制作切削高硬度材料的刃具和加工坚硬岩石的工具,如锉刀、刻刀、拉丝模具、雕刻工具等。
高速钢优点:避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。
高速钢强度、韧性均好,刃磨后切削刃锋利,质量稳定强度较好,可磨性好,可用普通钢玉砂轮磨削。
缺点:价格高,耐热性中等,热塑性差。
主要种类:高速钢是一种复杂的钢种,含碳量一般在0.70~1.65%之间。
含合金元素量较多,总量可达10~25%。
按所含合金元素不同可分为:①钨系高速钢(含钨9~18%);②钨钼系高速钢(含钨5~12%,含钼2~6%);③高钼系高速钢(含钨0~2%,含钼5~10%);④钒高速钢,按含钒量的不同又分一般含钒量(含钒1~2%)和高含钒量(含钒2.5~5%)的高速钢;⑤钴高速钢(含钴5~10%)。
刀具的材料及其应具备的性能刀具是一种用于切割、加工、修整和雕刻物体的工具。
不同的刀具需要具备不同的性能来满足其特定的用途。
刀具的性能主要与其材料有关,下面将介绍几种常见的刀具材料以及它们应具备的性能。
1. 碳钢(Carbon Steel):碳钢是最常见的刀具材料之一,由含有约0.6-1.5%的碳和其他合金元素组成。
碳钢具有下列性能:-高硬度:碳钢具有较高的硬度,使其能够保持边缘的锋利性。
-良好的切削性能:碳钢能够轻松切削不同的材料,如木材、塑料和金属等。
-易锻造和加工:碳钢易于锻造和加工成各种形状和尺寸的刀具。
-容易锈蚀:碳钢容易受潮气的侵蚀,所以需要定期保养和防锈处理。
2. 不锈钢(Stainless Steel):不锈钢是含有铬和其他合金元素的钢材,具有以下性能:-抗腐蚀性:不锈钢具有较强的耐腐蚀能力,能够在潮湿和酸性环境下保持刀具的品质。
-高硬度:通过添加其他合金元素,不锈钢能够提高其硬度,使刀具更耐磨损。
-容易磨削:不锈钢容易磨削成锋利的边缘,保持切削效果。
-昂贵:不锈钢价格较高,通常比碳钢刀具更昂贵。
3. 高速钢(High-Speed Steel):高速钢是一种特殊的钢材,其中添加了钨、钼、钴、铬等合金元素,具有如下性能:-高硬度和耐磨性:高速钢具有较高的硬度和耐磨性,适用于高速切削和切割工具。
-耐高温性:高速钢可以工作在高温下而不失去硬度,适用于高温切割和冷剪切。
-良好的韧性:高速钢具有较好的韧性,能够承受较大的冲击和压力,不易折断。
此外,还有一些刀具常用的材料,如陶瓷、金刚石和刚玉等,它们具有特殊的性能和用途,适用于特定的切削和加工需求。
总的来说,刀具的材料应具备一定的硬度、切削性能、耐磨损性和耐腐蚀性,以保持刀具的长期使用寿命和工作效率。
不同材料的刀具适用于不同的工艺和材料,用户在选择刀具时应根据具体需求和应用场景来进行选择。
同时,对于不同材料的刀具,还需要注意保养和维护,以延长其使用寿命。
刀具材料应具备的性能及常用材料刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。
使用碳工具钢作为刀具材料时,切削速度只有10m/min左右;20世纪初出现了高速钢刀具材料,切削速度提高到每分钟几十米;30年代出现了硬质合金,切削速度提高到每分钟一百多米至几百米;当前陶瓷刀具和超硬材料刀具的出现,使切削速度提高到每分钟一千米以上;被加工材料的发展也大大地推动了刀具材料的发展。
一刀具材料应具备的性能性能优良的刀具材料,是保证刀具高效工作的基本条件。
刀具切削部分在强烈摩擦、高压、高温下工作,应具备如下的基本要求。
高硬度和高耐磨性刀具材料的硬度必须高于被加工材料的硬度才能切下金属,这是刀具材料必备的基本要求,现有刀具材料硬度都在60HRC以上。
刀具材料越硬,其耐磨性越好,但由于切削条件较复杂,材料的耐磨性还决定于它的化学成分和金相组织的稳定性。
足够的强度与冲击韧性强度是指抵抗切削力的作用而不致于刀刃崩碎与刀杆折断所应具备的性能。
一般用抗弯强度来表示。
冲击韧性是指刀具材料在间断切削或有冲击的工作条件下保证不崩刃的能力,一般地,硬度越高,冲击韧性越低,材料越脆。
硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。
高耐热性耐热性又称红硬性,是衡量刀具材料性能的主要指标。
它综合反映了刀具材料在高温下保持硬度、耐磨性、强度、抗氧化、抗粘结和抗扩散的能力。
良好的工艺性和经济性为了便于制造,刀具材料应有良好的工艺性,如锻造、热处理及磨削加工性能。
当然在制造和选用时应综合考虑经济性。
当前超硬材料及涂层刀具材料费用都较贵,但其使用寿命很长,在成批大量生产中,分摊到每个零件中的费用反而有所降低。
因此在选用时一定要综合考虑。
二常用刀具材料常用刀具材料有工具钢、高速钢、硬质合金、陶瓷和超硬刀具材料,目前用得最多的为高速钢和硬质合金。
高速钢高速钢是一种加人了较多的钨、铬、钒、相等合金元素的高合金工具钢,有良好的综合性能。
刀具材料及特点范文刀具是用于切削材料或进行其他加工操作的工具,广泛应用于各个行业和领域。
选择合适的刀具材料对于刀具的性能和寿命至关重要。
以下是一些常见的刀具材料及其特点。
1. 高速钢(High Speed Steel,HSS)高速钢是一种耐磨性和硬度较高的刀具材料。
它具有良好的热硬性,能够在高速切削时保持刀具的硬度和韧性。
高速钢还具有较好的耐热性和耐磨性,适用于切削高硬度的材料和高温环境下的切削。
然而,高速钢的强度相对较低,容易磨损和变形。
2. 硬质合金(Cemented Carbide)硬质合金是由钨碳化物和钴等金属粉末压制烧结而成的材料。
它具有极高的硬度和耐磨性,能够在高温和高速切削下保持刀具的形状和性能。
硬质合金刀具还具有较好的刚性和耐冲击性,适用于切削硬度较高的材料,如钢、铸铁和不锈钢等。
然而,硬质合金刀具价格较高,容易产生应力集中和晶粒脱落等问题。
3. 陶瓷材料(Ceramic)陶瓷刀具是由氧化铝、氮化硅和碳化硅等陶瓷材料制成。
它具有极高的硬度和耐磨性,能够在高温环境下进行切削,适用于切削硬度极高的材料,如铸铁和热处理钢等。
陶瓷刀具还具有较好的耐腐蚀性和绝缘性,适用于切削化学性质较差的材料。
然而,陶瓷刀具的脆性较大,容易产生边缘磨损和断裂等问题。
4. 超硬材料(Superhard Materials)超硬材料是指钻石和立方氮化硼等具有超高硬度的材料。
它们具有极高的硬度和耐磨性,能够在高温和高速切削下保持刀具的形状和性能。
超硬刀具适用于切削硬度极高的材料,如陶瓷、石英和玻璃等。
然而,超硬材料刀具价格昂贵,加工难度大,对于加工材料的要求较高。
5. 钻石镀层(Diamond Coating)钻石镀层是将金刚石微粉涂覆在其他刀具材料表面的一种涂层。
它具有极高的硬度和耐磨性,能够显著提高刀具的切削性能和寿命。
钻石镀层刀具适用于切削硬度极高的材料,如铸铁、热处理钢和黄铜等。
然而,钻石镀层刀具制备难度大,涂层附着力较低,容易脱落和磨损。
切削刀具知识点总结一、刀具的分类1. 按用途分类:铣刀、钻头、刨刀、攻丝刀、车刀、切削刀具和切槽刀等。
2. 按刀具构造特征分类:整体硬质合金刀具、插入式硬质合金刀具和焊接式刀具等。
3. 按刀具刃部形状分类:平刀、圆刀、角刀和锯条等。
4. 按切削用途分类:粗加工刀具、精加工刀具、特殊刀具等。
二、刀具材料1. 高速钢刀具:硬度高、耐热性好,可以切削各类金属材料,但抗冲击性较差。
2. 硬质合金刀具:硬度极高,耐热性好,适用于切削难切削材料,但价格昂贵。
3. 陶瓷刀具:硬度高、耐磨损能力强,但脆性大,容易断裂。
4. 切削用量刀具:刀片通过刃重新磨、涂覆镀层等方法,延长刀具使用寿命。
5. 新型刀具材料:复合刀具、涂覆刀具、CBN刀具、PCD刀具等。
三、刀具的性能指标1. 刀具硬度:刀具切削表面的硬度,硬度高的刀具寿命长。
2. 刀具耐磨性:刀具材料在切削时的磨损能力。
3. 刀具韧性:刀具抗冲击破裂的能力。
4. 刀具热稳定性:刀具在高温条件下的稳定性,耐热性好的刀具寿命长。
5. 刀具切削性能:刀具在切削过程中的切削力、振动和切削表面质量等性能。
四、刀具的几何参数1. 刀尖圆角:刀尖的圆角大小对切削性能有重要影响。
2. 切削角:刀尖与工件接触的角度,包括主偏角、前角和后角。
3. 刀具尺寸:刀具的长度、宽度、厚度等尺寸参数。
4. 刀具后角:切削刃与刀具轴线的夹角,直接影响切削力和切削表面质量。
五、刀具的刃磨1. 刀具刃磨的目的:恢复刀具切削刃的原始锋利度,延长刀具使用寿命。
2. 刀具刃磨方法:手动刃磨、机械刃磨和数控刃磨等。
3. 刃磨质量要求:刃面光滑、无划痕和毛刺,刃型与工件形状相适应,刃口锐利等要求。
六、刀具的使用1. 刀具安装:正确安装刀具,调整好切削参数。
2. 刀具保养:保持刀具清洁、避免碰撞和振动,对刀具进行定期检查和润滑。
3. 刀具调试:做好刀具的初次调试,调试完毕后进行试切。
4. 刀具维修:及时修复刀具的损坏和磨损,延长刀具的使用寿命。