经济型数控车床的对刀和调刀补方法
- 格式:doc
- 大小:18.50 KB
- 文档页数:3
刀补对刀的操作步骤:
1、启动车床,机械回零,清除刀补。
2、安装毛坯,调整刀具(不带刀补),主轴正转(转速S01/S500)
3、手轮方式,车削端面
4、转到刀补模式,移动光标到对应的刀具号,输入Z0。
关键:建立对应关系的重要一步,必须保证刀尖当前位置为编程坐标系的Z0点。
5、转到位置,绝对坐标方式下察看Z值应该为0,目的是检查设置是否正确。
6、退刀后车外圆
7、沿Z方向退刀至安全位置
8、停主轴,测量所车外圆的直径,并记录数据。
目的同样是保证设置坐标系的时候,刀具刀尖位置位于编程坐标系中直径方向为测量值的位置上。
9、转到刀补模式,移动光标到对应的刀具号,输入X测量值。
转位置绝对坐标方式下察看X值应该为测量值,目的是检查设置是否正确。
对刀结束
验刀(一定要带刀补)
X方向:
1、把刀架移到安全位置
2、录入方式下,
3、退刀至安全位置,停主轴,测量
4、如果测量值同进刀的坐标值一致,对刀正确
Z方向:
1、位置绝对坐标方式下,沿些X方向进刀至一尺寸值。
2、看Z方向坐标,车削外圆至某一长度。
3、退刀,停主轴,测量所车长度
4、如果测量值同车削终点Z坐标值一致。
说明对刀正确。
要点:
1、对刀不要带刀补,验刀必须带刀补
2、检查的要点是刀具刀尖所在位置要同绝对坐标值对应,为编程坐标系中的坐标。
数控机床刀补操作规范与注意事项在数控机床的加工过程中,刀具的刀补操作是至关重要的一环。
正确的刀补操作可以有效地提高加工精度和效率,降低材料损耗和机床的磨损程度。
以下是数控机床刀补的操作规范及注意事项:1. 刀具信息确认在进行刀补之前,首先要确认所使用的刀具的类型、规格和刀尖半径等相关信息,以确保刀补参数设置的准确性和合理性。
2. 刀补参数设置在数控机床的操作界面上,进入刀补设置页面,根据实际加工需求和刀具信息,设置刀补的各项参数。
主要包括刀尖半径、切削速度、进给速度、切削深度等参数。
3. 初始对刀在刀具更换或者刀具磨损后,需要进行初始对刀操作。
通过加工测试件,精确测定刀具的相对位置,调整刀具的偏移量,使切削轮廓符合设计要求。
4. 手动补偿在加工过程中,有时会出现一些特殊情况,需要手动调整刀补参数。
根据加工情况,适时对刀补参数进行微调,保证加工质量和效率。
5. 刀具磨损监测定期检查刀具磨损情况,及时更换或修磨刀具,避免因刀具磨损导致加工质量下降或机床受损。
6. 加工质量检验在刀补操作完成后,进行加工质量检查,确认加工件的尺寸精确度和表面质量是否符合要求。
注意事项:•操作过程中严格按照相关规范和标准进行,避免因操作不当导致机床事故。
•注意保持刀具与工件的切削稳定,避免振动和脱落现象的发生。
•刀补参数的设置需根据实际加工情况进行调整,避免因参数设置不当而导致加工质量下降。
•不擅自调整刀具的位置或偏移量,避免因错误操作引起机床损坏。
数控机床刀补操作是数控加工技术中的重要环节,只有规范的刀补操作和合理的刀补参数设置,才能确保加工质量和效率。
正确的刀补操作不仅可以提高加工精度和效率,还可以延长刀具寿命,降低生产成本,提高企业竞争力。
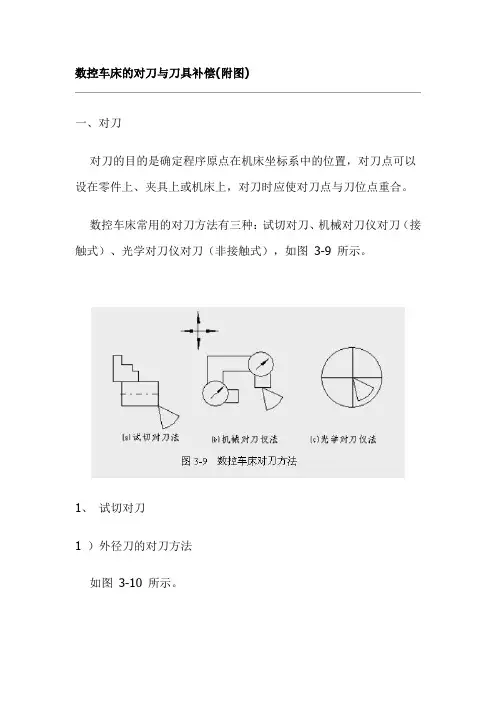
数控车床的对刀与刀具补偿(附图)一、对刀对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合。
数控车床常用的对刀方法有三种:试切对刀、机械对刀仪对刀(接触式)、光学对刀仪对刀(非接触式),如图3-9 所示。
1、试切对刀1 )外径刀的对刀方法如图3-10 所示。
Z 向对刀如(a) 所示。
先用外径刀将工件端面( 基准面) 车削出来;车削端面后,刀具可以沿X 方向移动远离工件,但不可Z 方向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀如(b) 所示。
车削任一外径后,使刀具Z 向移动远离工件,待主轴停止转动后,测量刚刚车削出来的外径尺寸。
例如,测量值为Φ50.78mm, 则X 轴对刀输入:“X50.78 测量”。
2 )内孔刀的对刀方法类似外径刀的对刀方法。
Z 向对刀内孔车刀轻微接触到己加工好的基准面(端面)后,就不可再作Z 向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀任意车削一内孔直径后,Z 向移动刀具远离工件,停止主轴转动,然后测量已车削好的内径尺寸。
例如,测量值为Φ45.56mm, 则X 轴对刀输入:“X45.56 测量”。
3 )钻头、中心钻的对刀方法如图3-11 所示。
Z 向对刀如(a )所示。
钻头( 或中心钻) 轻微接触到基准面后,就不可再作Z 向移动。
Z 轴对刀输入:“Z0 测量”。
X 向对刀如(b )所示。
主轴不必转动,以手动方式将钻头沿X 轴移动到钻孔中心,即看屏幕显示的机械坐标到“X0.0 ”为止。
X 轴对刀输入:“X0 测量”。
2、机械对刀仪对刀将刀具的刀尖与对刀仪的百分表测头接触,得到两个方向的刀偏量。
有的机床具有刀具探测功能,即通过机床上的对刀仪测头测量刀偏量。
3、光学对刀仪对刀将刀具刀尖对准刀镜的十字线中心,以十字线中心为基准,得到各把刀的刀偏量。
二、刀具补偿值的输入和修改根据刀具的实际参数和位置,将刀尖圆弧半径补偿值和刀具几何磨损补偿值输入到与程序对应的存储位置。
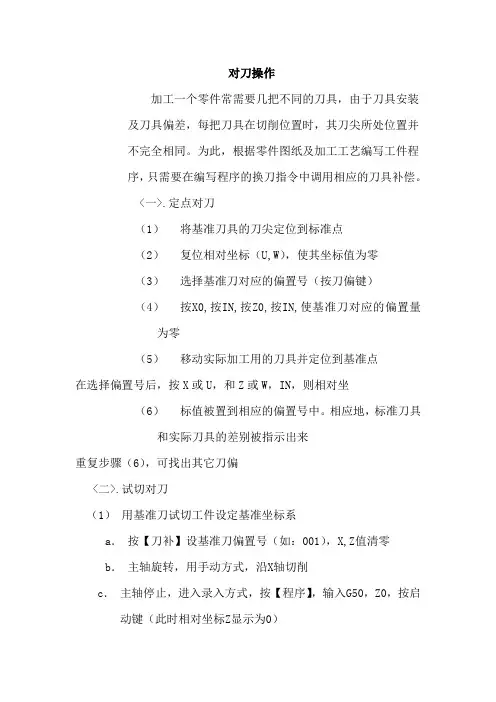
对刀操作加工一个零件常需要几把不同的刀具,由于刀具安装及刀具偏差,每把刀具在切削位置时,其刀尖所处位置并不完全相同。
为此,根据零件图纸及加工工艺编写工件程序,只需要在编写程序的换刀指令中调用相应的刀具补偿。
<一>.定点对刀(1)将基准刀具的刀尖定位到标准点(2)复位相对坐标(U,W),使其坐标值为零(3)选择基准刀对应的偏置号(按刀偏键)(4)按X0,按IN,按Z0,按IN,使基准刀对应的偏置量为零(5)移动实际加工用的刀具并定位到基准点在选择偏置号后,按X或U,和Z或W,IN,则相对坐(6)标值被置到相应的偏置号中。
相应地,标准刀具和实际刀具的差别被指示出来重复步骤(6),可找出其它刀偏<二>.试切对刀(1)用基准刀试切工件设定基准坐标系a.按【刀补】设基准刀偏置号(如:001),X,Z值清零b.主轴旋转,用手动方式,沿X轴切削c.主轴停止,进入录入方式,按【程序】,输入G50,Z0,按启动键(此时相对坐标Z显示为0)d.主轴旋转,用手动方式,沿Z轴切削e.主轴停止,测量直径值(比如:φ25)进入录入方式,按【程序】,输入G50,X25,按启动键(此时相对坐标X显示为25)(2)非基准刀偏置设置a.设对刀偏置号(如:003),X,Z值清零b.轴旋转,用手动方式,沿X轴切削c. 主轴停止,按【刀补】输入Z0,按输入键,刀补值自动计算并输入d.主轴旋转,用手动方式,沿Z轴切削e.主轴停止,按【刀补】,测量直径值(比如:φ25),输入X25,按输入键,刀补值自动计算并输入三、刀补(偏)设置工作方式本系统设置了T1~T9共9组刀偏值,每组刀偏有Z轴、X轴方向两个数据。
其中的可通过手动对刀操作自动生成的刀偏组数量是使用的刀具总数相同,其余的刀偏数据只能通过键盘输入。
1、刀偏数值的检索在刀偏工作方式中可以查看每个刀偏值的具体内容。
按“向上”、“向下”光标移动键可以检索前一个或后一个刀偏值。
数控机床怎样刀补数控机床的刀补是指通过数控系统对刀具位置进行微小调整,从而达到提高加工精度和效率的目的。
刀补是数控加工中非常重要的一环,正确的刀补可以保证产品的质量,同时也可以延长刀具的使用寿命。
本文将介绍数控机床的刀补原理、方法以及注意事项。
一、刀补原理在数控机床加工过程中,刀具会受到磨损和破损的影响,因此需要进行刀具补偿以保证加工精度。
刀补的原理是根据加工零件的尺寸偏差或刀具磨损情况,在数控系统中设定相应的补偿值,使得数控机床在运行时对刀具位置进行微调,从而达到期望的加工效果。
二、刀补方法1. 手动刀补手动刀补是最为简单的刀补方法,通过手动操作数控系统进行刀具偏置值的设定。
操作人员需要根据加工件的实际情况和刀具磨损程度,手动输入相应的刀补数值,来实现刀具位置的微调。
2. 自动刀补自动刀补是指利用数控系统中的自动刀补功能,通过设定相关参数和程序,实现对刀具自动补偿。
自动刀补通常可以根据加工程序、刀具类型和加工材料等因素自动计算刀补值,省时省力且准确度更高。
三、刀补注意事项1. 刀具选择在进行刀具补偿时,应根据加工零件的特点和刀具材质选择合适的刀具。
不同的刀具对应的刀补数值可能会有所不同,因此正确选择刀具对刀补的准确性至关重要。
2. 刀补数值刀补数值的设定应该准确可靠,避免过大或过小的刀补值导致加工精度下降或刀具磨损过快的情况发生。
在设定刀补数值时,应该参考实际加工情况和经验积累,保证刀补的有效性。
3. 定期检查为了确保刀补的有效性,操作人员应该定期检查刀具的磨损情况和加工零件的尺寸精度,及时调整刀补数值以保证加工质量。
四、结语数控机床的刀补是数控加工过程中至关重要的环节,正确的刀补方法和注意事项能够有效提高加工效率和产品质量。
通过合理的刀补调整,数控机床能够更好地发挥其加工能力,满足不同加工需要的要求。
希望本文的介绍能为广大数控机床操作人员提供一些参考和帮助。
数控车床刀补操作方法
数控车床刀补操作方法主要包括以下几个步骤:
1. 根据加工零件的要求,确定所需的切削刀具和刀具编号。
2. 根据刀具编号,选定对应的刀具补偿数据。
3. 在数控车床的刀补界面上,输入选定刀具的补偿值。
4. 根据加工零件的轮廓及切削路径,确定各个刀具的切削起始点和切削方向。
5. 在数控车床的程序中,设置刀具的初始位置,即刀具与工件的初始接触点。
6. 根据刀具补偿值和刀具的切削方向,计算刀具的运动轨迹,并输入到数控系统的程序中。
7. 开始加工前,确保刀具补偿值已正确设置,并进行相关的刀具检测和调整。
8. 启动数控车床,执行加工程序。
9. 在加工过程中,根据实际情况对刀具补偿进行调整,以保证加工精度和表面质量。
10. 完成加工后,根据加工结果进行刀具补偿值的验证和修正。
总的来说,数控车床刀补操作方法需要根据加工需求确定刀具补偿数据,设置刀具初始位置和切削方向,计算刀具运动轨迹,并在加工过程中进行刀具补偿的调整和修正。
经济型数控车床的对刀和调刀补方法
来源:开关柜无线测温
1 引言
经济型数控车床采用多工位回转刀架时,对刀和调刀补方法是推广使用数控机床时需要考虑解决的一个重要问题,它还涉及到滚珠丝杠反向间隙问题,当加工形状复杂的零件时,需用多工位转位刀架,当加工工件达到一定数量时,多把刀具会出现不同程度的磨损,就需修改多把刀具的刀补,这时要注意避免一把刀具的刀补对其他刀具产生影响,若操作方法不当,不但费时费力,而且总是达不到理想的加工精度。
本文介绍一种操作简单可靠的对刀和调刀补方法。
2 经济型数控车床的对刀
以常州电机电器总厂应用电子装备厂生产的BKC2-008型数控系统改造的数控车床为例,Z坐标脉冲当量为0.01mm,X坐标脉冲当量0.005mm,三排LED数码管显示,较大一排数码管用于显示波段开关状态下的提示信息和编辑状态下的加工程序编辑过程及自动和空运行状态下的程序段号显示,较小的两排分别显示X、Z运动坐标的计数值,X、Z坐标显示均以脉冲当量为单位。
如图1 所示,用1号刀试切A面,用*0把两排小数码管显示清零,+Z向退刀,Z坐标显示的数值为S1,用手动运行功能试切B面,+Z向回零,再用*0清零,+X向退刀,X坐标显示的数值为L1(注意这时刀尖相对B面距离为L1/2),这时刀具退到的C点,用*0清零,C点为刀具起始点。
附图测量试切段工件直径为d0,要求加工直径为d,加工长度为f,则采用相对编程刀具径向进刀程序为:
U-(L1+2(d0/2-d/2))即U-(L1+d0-d),加工长度f指令为
W-(S1+f)。
3 经济型数控车床的调刀补和换刀
C点清零后,换2号刀,用手动功能试切A面,Z坐标显示S2(以上所有显示的值均取代数值,下同),试切B面X坐标显示L2,则2号刀相对1号刀的刀补(常称第一组刀补)为:
U(L1+L2) W(S1+S2) T01
X、Z两坐标回零,换3号刀,用手动功能试切A面,Z坐标显示S3,试切B面X坐标显示L3,则3号刀相对1号刀的刀补为:U(L1+L3) W(S1+S3) T02
其余刀具相对1号刀刀补的调试方法同前类推。
若加工中换2号刀,则用T21指令,换刀走第一组刀补后,2号刀刀尖运行到刀具起始点C点;换3号刀用T32指令,换刀走第二组刀补后,3号刀刀尖运行到刀具起始点C点,换刀加工完毕,用T10换回第一把刀,取消刀补,第一把刀刀尖运行到C点,进行下一零件加工。
4 对刀调刀补时注意消除丝杠反向间隙
滚珠丝杠有反向间隙,在对刀调刀补过程中刀具退到起始点的X、Z退刀走向,要与加工结束时用G26、G27、G29等指令返回刀具起始点的走向一致,以消除反相间隙误差。
如附图所示,用1号刀试切A面,两坐标显示清零后+Z向退刀1.00mm,若超过了1.00mm,如1.08mm,应-Z向手动至小于
1.00mm,小于的数值要大于丝杠反向间隙的值,以达到消除
反向间隙的目的,再+Z向手动至1.00mm;+X向退刀也这样,对刀及调刀补时试切后的退刀方向要固定,编程时用程序消除反向间隙[2]。
加工完1999.10毕,用G26退刀,也注意是+Z、+X向退刀至刀具起始点C。
5 刀具磨损后改变刀补值与各刀具关系
按上述调刀补方法,要以车外圆尺寸精度要求高的刀具为1号刀,其他车端面、切槽、倒角等尺寸精度要求低的刀具为
2、3、4号刀,这样加工过程中测量直径(如 1号刀有磨损,
直径变大)增大加工程序首段-X向进刀量的值,满足直径加工精度。
其他刀具虽有磨损,但只要尺寸不超差,就不需再对刀调刀补;加工尺寸超差时,可重新对刀修改刀补,也可根据超差值,修改相应刀具的刀补,这样调刀补能避免对其他刀具产生影响。