机器视觉技术的尺寸测量
- 格式:doc
- 大小:13.50 KB
- 文档页数:1
基于机器视觉的尺寸测量方法
机器视觉是一种通过摄像机、图像处理软件、计算机和人工智能技术来模拟人类视觉的技术。
在制造业中,机器视觉已经被广泛应用于尺寸测量,其高精度和高效率的特点使其成为自动化生产线上重要的测量手段。
基于机器视觉的尺寸测量方法是通过摄像机获取待测物体的影像,通过图像处理软件提取物体的轮廓或特征点,然后利用数学模型计算物体的尺寸。
这种方法不仅可以测量平面物体的尺寸,还可以对三维物体的长度、宽度、高度等尺寸参数进行测量。
在实际应用中,基于机器视觉的尺寸测量方法需要考虑以下几个方面:
1. 图像质量:图像质量直接影响测量精度,因此需要保证摄像机的分辨率、对比度、光线等条件都符合要求。
2. 物体表面的特征:在进行尺寸测量之前,需要对物体表面进行特征提取。
对于平面物体,可以直接提取物体的轮廓;对于三维物体,需要先通过立体匹配算法建立物体的三维模型,然后提取其特征点。
3. 计算模型:测量结果的精度和稳定性与计算模型密切相关。
因此需要根据实际应用场景选择适当的计算模型,并进行模型的优化和验证。
4. 测量环境:测量环境对测量精度也有一定的影响。
需要保证测量环境的稳定性和灰度均匀性,避免光照不均或者物体本身存在遮
挡等情况。
基于机器视觉的尺寸测量方法已经被广泛应用于汽车、航空、电子、医疗等领域。
随着机器视觉技术的不断发展和完善,基于机器视觉的尺寸测量方法将会更加精准和高效。
基于机器视觉的尺寸测量应用综述机器视觉是一种将图像处理和模式识别技术应用于自动化检测和测量的方法。
尺寸是指物体在空间中的长度、宽度、高度等物理量,尺寸的测量应用是机器视觉应用的重点之一。
本文就基于机器视觉的尺寸测量应用进行综述。
(1)尺寸测量应用的基础原理机器视觉的尺寸测量基本原理是通过像素和实际尺寸之间的比例关系实现测量。
在尺寸测量之前,首先需要进行像素和实际尺寸的转换。
通常的方法是通过摄像机标定来获得相机的内部参数,包括焦距、主点等参数。
尺寸测量应用的技术难点主要包括以下几个方面:①测量精度:对于工业生产中对尺寸要求较高的应用,需要达到高精度的尺寸测量。
而且由于图像采集过程中会出现噪声等因素的干扰,会对测量精度产生影响。
②特征提取: 尺寸的测量需要先提取出物体的边缘和其他特征,而不是整个物体。
特征提取的准确度和快速性直接影响到尺寸测量的精度和效率。
③测量环境: 尺寸的测量受到环境因素的影响。
例如,在强烈的光线下或反光的表面上,会降低测量的准确度。
随着机器视觉技术的发展,尺寸测量应用得到了很大的进展。
尺寸测量应用主要分为两个方向:精度和效率。
①提高测量精度: 在精度方面,为了提高尺寸测量的精度,人们使用了更高分辨率的摄像头和更好的图像算法。
例如,通常使用的算法是基于边缘检测和边缘匹配的算法,是目前精度比较高的一种算法。
②提高测量效率:在效率方面,人们不断尝试使用更快、更简单的算法来实现快速的尺寸测量。
例如,特征点提取法和物体模板匹配法,可以在短时间内快速地提取特征和匹配物体。
尺寸测量应用可以应用于各种不同领域。
以下是一些尺寸测量的应用领域:①制造业: 尺寸测量在制造业中使用广泛。
例如,测量机配合机器视觉可以完成工件尺寸的测量、质量检测和快速计算。
②医疗: 机器视觉尺寸测量可以用于医疗器械的设计和制造中,如人工关节和牙科器具。
③建筑: 在建筑领域中,机器视觉尺寸测量可以用于建筑结构的检测和量化,如土木工程、桥梁和隧道测量。
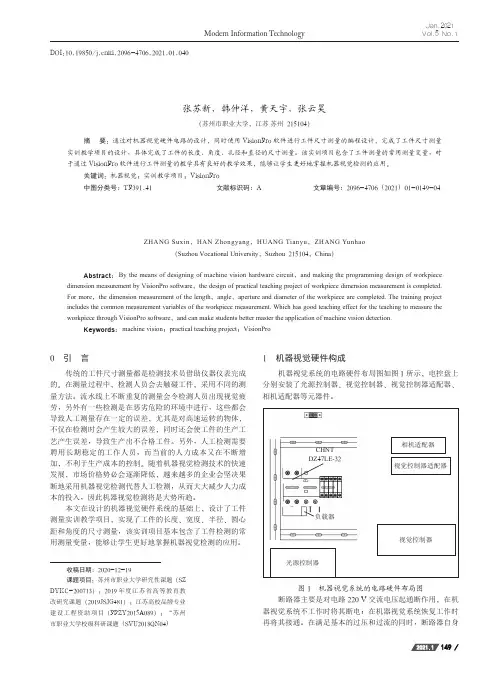
CHNTDZ47LE-32负载器光源控制器图1 机器视觉系统的电路硬件布局图断路器主要是对电路220 V器视觉系统不工作时将其断电;再将其接通。
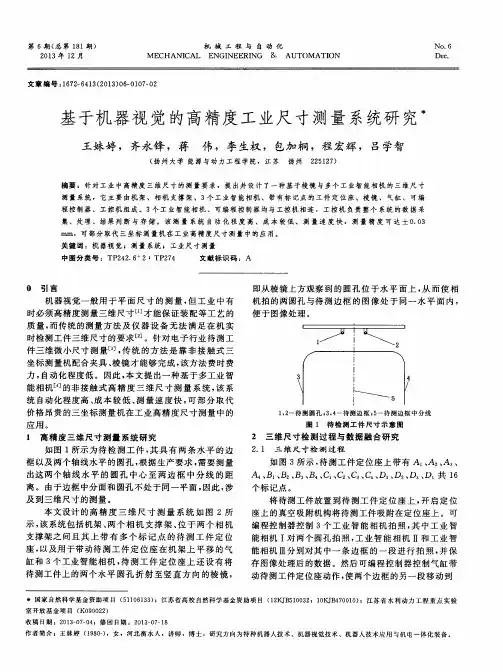
在满足基本的过压和过流的同时图2 两个四槽宽度和工件的整体宽度同理,可以测出D2、D3的距离,分别为30.0204100 mm。
圆孔半径个圆孔的C1,C2,C3,C4的半径R1,R2,R3,其具体步骤为:Step1:添加CogFindCircle,添加输入图像Step2:打开CogFindCircleTool,设置“卡尺数量径”等参数,角度范围设置为360°,然后将圆弧移动到待测圆孔位置。
Step3:运行结果。
在LastRun.InputImage圆孔之间的距离两个圆孔之间的距离D 4,其具体步骤为:CogDistanceCircleCircleTool 工具,并将Image Outputlmage 连接到CogDistanceCircleCircleTool 的图3 圆孔半径检测结果InputImage ,将CogFindCircleTooll 和CogFindCircleTool Result.GetCircle(结果传送到CogDistanceCircleCircleTool 入CircleA 、CircleB ,如图4所示。
查看运行结果。
将鼠标移动到测量结果的标注线上可看到两圆孔间的距离数据,D 4=131.580 0 mm 。
工件内部夹角求两个耳朵和中间横线的夹角A 1、A 2,其具体步骤此案例的操作逻辑是,先使用找线工具找出三条边再分别使用量角工具量出被测角的角度。
添加CogFind 并将Image Source 的OutputImage 连接到Cog图3 圆孔半径检测结果FindLineTool 的InputImage 。
Step 2:设置CogFindLineTool 工具参数并运行开CogFindLineTool 界面,在工件图像界面调整手柄大小并将其拖拽到需要识别的边缘,然后单击“运行行结果。
基于机器视觉的零件尺寸检测与测量导语:随着制造业的快速发展,零件的精确尺寸检测与测量成为了生产过程中的关键环节。
传统的尺寸检测方法往往需要人工参与,并且效率低下且不够精确。
而基于机器视觉的零件尺寸检测与测量则提供了一种快速、准确且可靠的解决方案。
一、机器视觉技术在零件尺寸检测中的应用随着机器视觉技术的迅猛发展,其在零件尺寸检测方面的应用也逐渐成为一种趋势。
机器视觉系统能够通过摄像机获取零件的影像信息,并通过图像处理算法来实现尺寸的检测与测量。
这种非接触式的测量方式在一定程度上消除了人为因素对结果的影响,大大提高了测量的准确性。
二、基于机器视觉的零件尺寸检测与测量的优势1. 自动化:基于机器视觉的零件尺寸检测与测量可以实现自动化,无需人工操作,从而提高了生产效率。
2. 高精度:机器视觉系统通过高分辨率的摄像机和精确的算法,能够实现对零件尺寸的亚毫米级别的准确度。
3. 实时监控:机器视觉系统可以实时监控零件的尺寸变化,及时发现生产过程中的异常情况并进行调整,提高了生产质量。
4. 多样性:基于机器视觉的零件尺寸检测与测量可以适用于不同形状、大小和材质的零件,具有较大的适应性。
三、基于机器视觉的零件尺寸检测与测量的实施步骤1. 系统设计:根据具体的生产需求,设计适合的机器视觉系统,包括选择合适的摄像机、光源和图像处理算法。
2. 数据采集:通过摄像机采集零件的图像数据,并传输至图像处理系统进行处理。
3. 图像处理:通过图像处理算法对采集到的图像进行处理,提取出零件的特征与边界,并计算出其尺寸。
4. 尺寸分析:根据所得到的尺寸数据进行分析,判断是否符合要求,并生成结果报告。
5. 反馈控制:根据分析结果,及时反馈给生产线控制系统,进行相应的调整和控制,确保生产过程的稳定性。
四、机器视觉技术在零件尺寸检测中的挑战与解决方案1. 光照条件:不同的光照条件可能对图像质量产生影响,需要选择适当的光源和光照方式,或者采用图像增强算法进行处理。
基于机器视觉技术的白车身尺寸在线测量场景研究与应用随着工业自动化的不断发展,机器视觉技术已经在各个行业得到了广泛应用,其中包括汽车制造行业。
白车身尺寸在线测量是汽车制造中非常重要的一项工作,通过机器视觉技术,可以实现高效、准确、实时的测量,提高生产效率和质量。
在研究与应用方面,白车身尺寸在线测量场景主要包括以下几个方面:一、数据采集与处理:通过摄像机等设备采集白车身的图像或者视频数据,然后进行图像预处理,例如去噪、去除阴影等操作,以提高后续算法的准确性。
二、特征提取与选择:对于白车身的图像,需要通过机器视觉算法进行特征提取,例如边缘检测、轮廓提取等操作,以便识别车身的边界和主要尺寸特征。
同时,需要选择合适的特征向量,以方便后续的尺寸计算和分析。
三、尺寸计算与分析:基于特征向量和图像处理结果,可以利用数学方法或者机器学习算法来计算车身的各个重要尺寸,例如长、宽、高、轴距等,同时可以进行尺寸的分析和评估,例如与标准尺寸的比较、尺寸偏差的判断等。
四、实时监测与报警:在白车身生产线上,需要实时监测车身的尺寸情况,并及时发出报警,以防止尺寸不合格的车身进入下一工序。
通过机器视觉技术,可以实现在线监测和报警功能,以提高生产的准确性和效率。
在应用方面,基于机器视觉技术的白车身尺寸在线测量可以广泛应用于汽车制造企业的生产线中。
通过自动化的图像采集和处理,可以实现对白车身尺寸的准确测量,避免了传统人工测量中的误差和主观因素。
同时,基于机器学习算法的尺寸计算和分析,可以提供更加细致和全面的尺寸数据,以供企业进行生产管理和质量控制。
总之,基于机器视觉技术的白车身尺寸在线测量场景的研究与应用,不仅可以提高汽车制造的生产效率和质量,还能够减少人力资源的投入和成本的浪费,具有非常广阔的应用前景和市场需求。
未来随着技术的不断发展和创新,机器视觉技术在汽车制造领域的应用还将继续深入和拓展。
基于机器视觉的零件尺寸检测系统设计与实现随着制造业的发展和现代工业生产的复杂性增加,对零件尺寸的精确检测要求也越来越高。
传统人工检测的局限性和效率问题引发了机器视觉技术在零件尺寸检测中的应用。
本文将介绍一种基于机器视觉的零件尺寸检测系统的设计与实现。
一、引言机器视觉技术是指模仿人眼视觉系统的感知、识别和判别能力,通过相机、图像采集卡、计算机等设备,对图像进行采集、处理和分析的技术。
在制造业中,机器视觉技术已经得到了广泛应用,其中之一就是零件尺寸的检测。
二、系统设计1. 系统硬件设计基于机器视觉的零件尺寸检测系统的硬件设计包括相机、光源、图像采集卡和计算机等设备。
相机是将被检测零件的图像采集下来的关键设备,其选型应根据零件的特性和检测要求来确定。
光源的选取也至关重要,应以保证零件表面被光照亮且不产生阴影为原则。
图像采集卡负责将相机采集到的图像数据传输到计算机上进行处理和分析。
2. 系统软件设计基于机器视觉的零件尺寸检测系统的软件设计通常包括图像预处理、特征提取和尺寸计算三个主要步骤。
图像预处理是对采集到的图像进行噪声去除、平滑处理和图像增强等操作,以提高后续处理的准确性和稳定性。
特征提取是基于处理后的图像,通过算法提取图像中与零件尺寸相关的特征信息,如边缘、角点等。
常用的特征提取算法有Canny算法、Sobel算法等。
尺寸计算是根据所提取到的特征信息,结合已知的标定参数和尺寸测量原理,进行尺寸计算并给出结果。
常用的尺寸计算方法有比例尺寸计算法、基于几何关系的尺寸计算法等。
三、系统实现1. 硬件搭建在系统实现过程中,首先需要根据硬件设计的要求,搭建相应的硬件平台,包括安装相机、配置光源、连接图像采集卡和计算机等设备。
确保硬件设备的稳定性和可靠性。
2. 软件开发基于机器视觉的零件尺寸检测系统的软件开发需要根据所选用的开发平台和编程语言进行。
可以选择常见的开发平台,如OpenCV、MATLAB等,以及常用的编程语言,如C++、Python等。
基于机器视觉的零件尺寸检测与测量系统设计随着工业生产的发展,对零件的质量与精度要求越来越高,而传统的人工尺寸检测与测量方法已经无法满足这些要求。
因此,基于机器视觉的零件尺寸检测与测量系统应运而生。
本文将针对这一问题进行探讨。
一、介绍机器视觉技术是一门利用计算机视觉进行模式识别、目标检测和三维重建等方面的技术。
基于机器视觉的零件尺寸检测与测量系统利用计算机视觉技术,可以实现对零件尺寸的高精度检测与测量。
二、系统设计1. 摄像设备选择在设计基于机器视觉的零件尺寸检测与测量系统时,首先需要选择合适的摄像设备。
一般来说,高分辨率的摄像头能够提供更精确的检测结果。
2. 图像采集与处理图像采集是系统中的核心环节之一,通过摄像设备采集零件的图像,并对图像进行处理,提取出需要检测的特征。
图像处理算法可以采用边缘检测、二值化、滤波等方法,以提高图像的清晰度和信噪比。
3. 特征提取与分析在图像处理的基础上,需要进一步提取出零件的特征信息。
可以通过边缘检测算法提取零件的轮廓信息,或者利用模板匹配的方法提取出关键特征点。
4. 尺寸计算与结果输出根据零件的特征信息,结合相应的几何测量原理,可以计算出零件的尺寸参数。
一般来说,可以计算出零件的长、宽、高等尺寸参数,以及一些特殊形状的测量参数。
三、系统优势基于机器视觉的零件尺寸检测与测量系统相比传统的人工测量方法具有以下优势:1. 精度高:机器视觉系统可以实现对零件尺寸的高精度测量,减少了人为因素对测量结果的影响。
2. 自动化程度高:系统可以实现对多个零件的自动化测量,减少了人工测量的工作量,提高了工作效率。
3. 可靠性好:机器视觉系统的测量结果可靠性高,可以避免人工测量过程中的主观误差。
4. 数据可视化:测量结果可以通过电脑显示进行直观展示与分析,方便人们对零件质量进行评估。
四、应用领域基于机器视觉的零件尺寸检测与测量系统在很多领域都有广泛的应用,例如汽车制造、航空航天、电子电气等行业。
机器视觉测量实验报告
实验名称:机器视觉测量实验
实验组织:大学机械学院
实验时间:2024年6月5日
实验目的:本次实验旨在探究如何使用机器视觉技术来准确地测量物体的尺寸及形状。
实验步骤:
1、实验准备:首先在实验室准备机器视觉测量系统,包括一台摄像机、一台显示器、一台运动控制器和一台定位台,实验参数的设置,比如检测区域、检测方法、测量时间等;
2、样本准备:用于测量的物体以及所需要的校准器;
3、编写程序:编写测量程序,根据实验参数设置检测区域以及检测方法;
4、测试:运行测试程序,输出测量数据,并分析显示结果;
5、数据分析:将测量结果进行评价和分析,结果说明机器视觉技术对准确测量物体尺寸及形状有较好的效果。
实验结果:本次实验测量的物体均是圆柱体,大部分尺寸充分符合要求,最大偏差仅在0.02毫米以内,表明机器视觉技术在这方面的准确性很好。
结论:本次实验证明,采用机器视觉技术进行物体尺寸及形状测量是一种可行的方法,机器视觉测量系统的测量精度可满足大部分应用需要。
建议:本次实验仅局限于圆柱体测量。
CN31-14242021/2 总第285期基于机器视觉尺寸测量装置的误差不确定度评定唐松 张一帆 沈意吉 / 上海市计量测试技术研究院摘 要 针对难以利用传统测量方式完成具有特殊结构的机械构件边沿高度测量的现状,提出了一种基于机器视觉的机械构件边沿高度的尺寸测量装置,并重点对可能影响该装置测量结果不确定度的来源进行分析和评定。
实验结果表明:设计的测量装置的不确定度评定结果在1 μm ,完全满足生产要求。
关键词 机器视觉;尺寸测量;不确定度;万向节外圈0 引言随着生产科技的迅猛发展,人们对零部件尺寸测量方法和工具的测量准确度、测量效率及其自动化程度提出了越来越高的要求[1]。
基于机器视觉的几何尺寸测量技术作为一种非接触的无损测量方法,具有自动化水平高、柔性好以及智能程度高等优点,现已成为几何尺寸测量领域的研究热点。
同时,在类似万向节外圈外卡槽等具有特殊结构的机械构件边沿高度测量领域,传统测量方式很难在满足测量准确度的情况下实现在线自动测量。
通过综合分析相关机械构件边沿处待测几何量的特点和现有的测量技术,本文设计了基于机器视觉的测量技术的机械构件边沿尺寸自动测量装置,并针对测量结果进行了不确定度的评价。
1 测量原理及误差来源1.1 测量原理如图1所示,基于机器视觉的机械构件边沿高度测量装置(以下简称测量装置)由CCD 相机、双远心光学镜头、平行背光光源、精密定位平台组成。
将被测物体置于平行背光光源前,光线均匀地由被测物体背后射出,经过具有稳定放大倍数和大景深、微畸变的双远心光学镜头,可在CCD 相机的感光元件上形成清晰的被测物体轮廓信息,最后利用图像处理技术来实现对被测物体轮廓信息的亚像素的定位和拟合,完成亚像素级准确度的测量。
1.2 测量误差来源测量装置的测量误差来源主要有两个方面,一方面由测量过程引入的系统测量误差;另一方面由参考标准二等量块偏差引入的测量误差。
其中,由测量过程引入的系统测量误差包含了图像获取系统和定位成像系统引入的测量误差。
利用机器视觉技术的机械零件尺寸检测随着科技的不断进步,机器视觉技术在工业制造领域得到了广泛应用,其中之一就是机械零件尺寸检测。
利用机器视觉技术进行机械零件尺寸检测能够提高检测的准确性和效率,减少人工检测的不确定性,大大提升制造业的生产效能和产品质量。
机器视觉技术的应用范围非常广泛,其中之一就是对机械零件的尺寸进行检测。
在过去,人工测量是常用的检测手段,但是人工测量不仅费时费力,而且容易受到人为因素的影响,造成测量结果的误差。
而利用机器视觉技术,可以通过高精度的图像处理算法和先进的深度学习模型,对零件进行全面的、无死角的尺寸测量。
首先,机器视觉技术通过高分辨率的图像设备,可以将机械零件的图像获取到计算机中,然后通过图像处理程序对图像进行预处理,包括去噪、增强对比度、边缘检测等。
接着,机器学习算法或深度学习模型开始工作,对图像进行特征提取和分析。
这一步非常关键,因为不同的零件可能有不同的形状和尺寸,所以需要设计相应的算法和模型,以便准确地识别并测量不同种类的零件。
对于非常小或非常细长的零件,由于图像的失真和畸变,可能导致尺寸测量的不准确。
为了解决这个问题,一些先进的机器视觉系统可能会使用多个相机进行图像捕捉,并使用三维重建技术来生成更准确的模型。
通过机器学习算法和深度学习模型的训练,机器视觉系统能够自动识别和测量不同零件的尺寸。
这种自动化的机械零件尺寸检测方法不仅提高了生产效率,减少了人为因素的影响,还减少了人力成本和测量误差。
另外,机器视觉技术还可以进行大批量的零件尺寸检测,检测速度快,可以准确实时地掌握生产线上零件质量的状况,从而提前发现和解决潜在的质量问题。
当然,机器视觉技术在机械零件尺寸检测中也面临一些挑战和限制。
首先,不同种类的零件形状和尺寸差异很大,需要开发不同的算法和模型来进行测量。
其次,零件在生产过程中可能会出现表面光洁度不佳、表面污染或磨损等问题,这会影响图像的质量和准确性。
此外,机器视觉系统的设置和校准也需要一定的专业知识和技能,以确保测量结果的准确性和可靠性。
第1篇一、实验目的本次实验旨在通过机器视觉技术,了解和掌握机器视觉测量系统的基本原理和操作方法,掌握图像采集、图像处理、特征提取和尺寸测量的过程。
通过实验,加深对机器视觉技术在工业生产中的应用的理解。
二、实验设备1. 机器视觉测量系统:包括工业相机、光源、图像采集卡、控制计算机等。
2. 实验样品:不同尺寸和形状的工件。
3. 图像处理软件:如MATLAB、OpenCV等。
三、实验原理机器视觉测量系统通过图像采集设备获取物体的图像,然后利用图像处理技术对图像进行处理,提取出物体的特征信息,进而实现对物体尺寸的测量。
实验中主要涉及以下原理:1. 图像采集:通过工业相机获取物体的图像,图像采集过程中需要注意曝光时间、分辨率等因素。
2. 图像处理:对采集到的图像进行预处理,如灰度化、滤波、二值化等,以去除噪声和干扰。
3. 特征提取:从处理后的图像中提取出物体的特征信息,如边缘、角点、形状等。
4. 尺寸测量:根据提取的特征信息,利用几何关系计算出物体的尺寸。
四、实验步骤1. 样品准备:将不同尺寸和形状的工件放置在实验平台上,确保样品与相机平行。
2. 光源设置:根据样品的特性选择合适的光源,如背光、侧光等,以提高图像质量。
3. 图像采集:通过工业相机获取样品的图像,并将图像传输到控制计算机。
4. 图像处理:对采集到的图像进行预处理,如灰度化、滤波、二值化等。
5. 特征提取:从处理后的图像中提取出物体的特征信息,如边缘、角点、形状等。
6. 尺寸测量:根据提取的特征信息,利用几何关系计算出物体的尺寸。
7. 结果分析:对测量结果进行分析,评估机器视觉测量系统的精度和稳定性。
五、实验结果与分析1. 图像采集:实验中使用了不同曝光时间的图像,通过对比发现,曝光时间适中时,图像质量较好,噪声较少。
2. 图像处理:通过灰度化、滤波、二值化等处理,可以有效去除噪声和干扰,提高图像质量。
3. 特征提取:通过边缘检测、角点检测等算法,可以提取出物体的特征信息,为尺寸测量提供依据。
机器视觉技术的尺寸测量
机器视觉检测系统的优势主要体现在,非接触检测测量、长时间稳定工作等,利用机器视觉解决方案,可以节省大量劳动力资源,为公司带来可观利益,因此其应用也越来越广泛。
机器视觉系统具有测量功能,能够自动测量产品的外观尺寸,比如外形轮廓、孔径、高度、面积等尺寸的测量。
尺寸测量无论是在产品的生产过程中,还是产品生产完成后的质量检验中都是必不可少的步骤,而机器视觉在尺寸测量方面有其独特的技术优势。
比如,这种非接触测量方法既可以避免对被测对象的损坏又适合被测对象不可接触的情况,如高温、高压、流体、环境危险等场合;同时机器视觉系统可以同时对多个尺寸一起测量,实现了测量工作的快速完成,适于在线测量;而对于微小尺寸的测量又是机器视觉系统的长处,它可以利用高倍镜头放大被测对象,使得测量精度达到微米以上。
机器视觉之尺寸测量是基于相对测量法,通过溯源、倍率标定、自动提边和屏幕图像测量来推算出实物大小。
在精密测量中,倍率要求35*以上以获得微米级精度,此时的视觉线宽度不到5mm,对于测量5mm以上的物件需要移位解析读数与视窗测量合成来完成。
对于微小尺寸的精密测量,利用机器视觉系统通过安装高倍工业镜头或显微镜头,从微小的生物细胞直径、数量,到细小的装配缝隙大小,再到较小的机械零件、电子产品的尺寸测量等各个领域都是机器视觉系统的用武之地。
虽然实现尺寸测量的方法很多,但大多数测量重复性、高效性和鲁棒性不高。
事实表明,基于机器视觉技术的尺寸测量具有良好的连续性和高精度,大大提高了工业在线测量的实时性和准确性,同时生产效率和产品质量控制也得到明显提升。