机床夹具的作用及分类
- 格式:doc
- 大小:25.50 KB
- 文档页数:2
机床夹具的作用及分类“工欲善其事,必先利其器。
” 工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
1.机床夹具的作用(1)保证加工精度用机床夹具装夹工件,能准确确定工件与刀具、机床之间的相对位置关系,可以保证加工精度。
(2)提高生产效率机床夹具能快速地将工件定位和夹紧,可以减少辅助时间,提高生产效率。
(3)减轻劳动强度机床夹具采用机械、气动、液动夹紧装置,可以减轻工人的劳动强度。
(4)扩大机床的工艺范围利用机床夹具,能扩大机床的加工范围,例如,在车床或钻床上使用镗模可以代替镗床镗孔,使车床、钻床具有镗床的功能。
2 机床夹具的分类2.1.按夹具的应用范围分类(1)通用夹具通用夹具是指结构已经标准化,且有较大适用范围的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣床用的平口钳及分度头等。
(2)专用机床夹具专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。
专用机床夹具适于在产品相对稳定、产量较大的场合应用。
(3)组合夹具组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。
组合夹具结构灵活多变,设计和组装周期短,夹具零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。
(4)成组夹具成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。
成组夹具适于在多品种、中小批生产中应用。
(5)随行夹具它是一种在自动线上使用的移动式夹具,在工件进入自动线加工之前,先将工件装在夹具中,然后夹具连同被加工工件一起沿着自动线依次从一个工位移到下一个工位,直到工件在退出自动线加工时,才将工件从夹具中卸下。

夹具的概念及作用数控机床夹具的类型和特点应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
1.机床夹具的类型夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着工件加工的精度、劳动生产率和产品的制造成本等。
机床夹具的种类繁多,可以从不同的角度对机床夹具进行分类。
常用的分类方法有以下几种。
(1)按夹具的使用特点分类根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、可调夹具、组合夹具和拼装夹具五大类。
①通用夹具已经标准化的可加工一定范围内不同工件的夹具,称为通用夹具,其结构、尺寸已规格化,而且具有一定通用性,如三爪自定心卡盘、机床用平口虎钳、四爪单动卡盘、台虎钳、万能分度头、顶尖、中心架和磁力工作台等。
这类夹具适应性强,可用于装夹一定形状和尺寸范围内的各种工件。
这些夹具已作为机床附件由专门工厂制造供应,只需选购即可。
其缺点是夹具的精度不高,生产率也较低,且较难装夹形状复杂的工件,故一般适用于单件小批量生产中。
②专用夹具专为某一工件的某道工序设计制造的夹具,称为专用夹具。
在产品相对稳定、批量较大的生产中,采用各种专用夹具,可获得较高的生产率和加工精度。
专用夹具的设计周期较长、投资较大。
专用夹具一般在批量生产中使用。
除大批大量生产之外,中小批量生产中也需要采用一些专用夹具,但在结构设计时要进行具体的技术经济分析。
③可调夹具某些元件可调整或更换,以适应多种工件加工的夹具,称为可调夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。
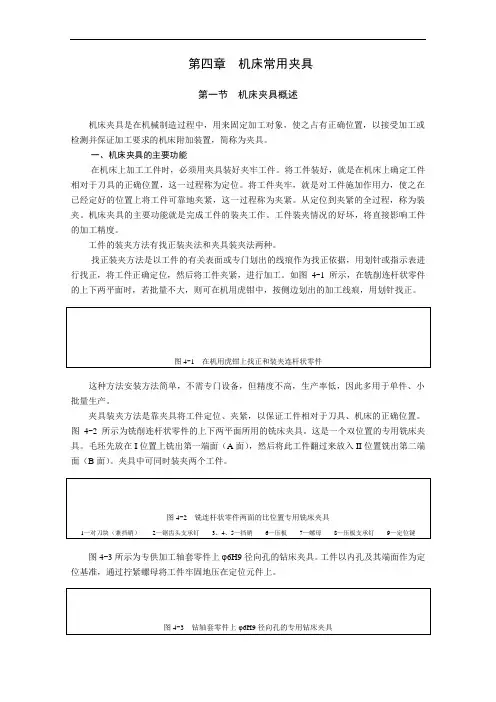
第四章机床常用夹具第一节机床夹具概述机床夹具是在机械制造过程中,用来固定加工对象,使之占有正确位置,以接受加工或检测并保证加工要求的机床附加装置,简称为夹具。
一、机床夹具的主要功能在机床上加工工件时,必须用夹具装好夹牢工件。
将工件装好,就是在机床上确定工件相对于刀具的正确位置,这一过程称为定位。
将工件夹牢,就是对工件施加作用力,使之在已经定好的位置上将工件可靠地夹紧,这一过程称为夹紧。
从定位到夹紧的全过程,称为装夹。
机床夹具的主要功能就是完成工件的装夹工作。
工件装夹情况的好坏,将直接影响工件的加工精度。
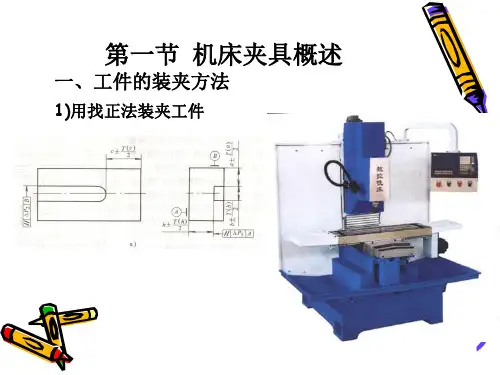
工件的装夹方法有找正装夹法和夹具装夹法两种。
找正装夹方法是以工件的有关表面或专门划出的线痕作为找正依据,用划针或指示表进行找正,将工件正确定位,然后将工件夹紧,进行加工。
如图4-1所示,在铣削连杆状零件的上下两平面时,若批量不大,则可在机用虎钳中,按侧边划出的加工线痕,用划针找正。
这种方法安装方法简单,不需专门设备,但精度不高,生产率低,因此多用于单件、小批量生产。
夹具装夹方法是靠夹具将工件定位、夹紧,以保证工件相对于刀具、机床的正确位置。
图4-2所示为铣削连杆状零件的上下两平面所用的铣床夹具。
这是一个双位置的专用铣床夹具。
毛坯先放在I位置上铣出第一端面(A面),然后将此工件翻过来放入II位置铣出第二端面(B面)。
夹具中可同时装夹两个工件。
图4-3所示为专供加工轴套零件上φ6H9径向孔的钻床夹具。
工件以内孔及其端面作为定位基准,通过拧紧螺母将工件牢固地压在定位元件上。
通过以上实例分析,可知用夹具装夹工件的方法有以下几个特点:1)工件在夹具中的正确定位,是通过工件上的定位基准面与夹具上的定位元件相接触而实现的。
因此,不再需要找正便可将工件夹紧。
2)由于夹具预先在机床上已调整好位置(也有在加工过程中再进行找正的),因此,工件通过夹具对于机床也就占有了正确的位置。
3)通过夹具上的对刀装置,保证了工件加工表面相对于刀具的正确位置。
机床夹具的一般组成和作用
机床夹具是机床上用以装夹工件(和引导刀具)的一种装置。
其作用是将工件定位,以使工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧。
机床夹具的一般组成包括以下几个部分:
1. 定位元件:用于确定工件在夹具中的正确位置。
2. 夹紧装置:用于将工件固定在夹具上,以防止其在加工过程中移动或旋转。
3. 夹具体:用于连接和支撑定位元件和夹紧装置,并将其固定在机床上。
4. 对刀或导向元件:用于确定刀具相对于工件的正确位置。
5. 连接元件:用于将夹具与机床连接起来。
6. 其它元件或装置:根据具体的加工要求,可能还需要一些其它元件或装置,如分度装置、靠模装置等。
机床夹具的主要作用是保证加工精度、提高生产效率、减轻劳动强度、扩大机床的使用范围等。
它在机械加工中起着非常重要的作用,是机械加工工艺系统中的一个重要组成部分。
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。

机床夹具在机械加工中的作用
1 机床夹具的定义和作用
机床夹具是在机床上使用的夹具,用于夹紧和固定工件以进行切
削和加工。
机床夹具可以使工件稳定地在加工中保持位置和方向,从
而提高加工精度和生产效率。
机床夹具是机械加工中不可或缺的一部分。
2 机床夹具的类型
机床夹具的类型很多,常见的包括手动夹具、气动夹具、液压夹
具和电磁夹具等。
手动夹具是一种使用手动螺丝或手柄进行夹紧的简
单夹具。
气动夹具使用气动缸或气动马达进行夹紧,具有自动操作的
特点。
液压夹具使用液压缸进行夹紧,具有更大的夹紧力和更可靠的
夹紧效果。
电磁夹具则使用电磁铁进行夹紧。
3 机床夹具的优缺点
机床夹具的优点是可以提高加工精度和生产效率,同时还可以保
护工件表面免受损坏。
缺点是需要安装和调整,使用也需要一定技能,且价格通常较高。
此外,不同类型的机床夹具适合的工件类型和加工
方式也不同,需要根据具体情况进行选择。
4 使用机床夹具的注意事项
使用机床夹具需要注意安全,夹具的夹紧力应适中,过大过小都
会影响加工质量和工件寿命。
在夹紧工件前,应检查夹具和机床的状
态,确保其正常工作。
同时,夹具和机床也需要定期维护和保养,以保证其正常使用和延长使用寿命。
机床夹具在机械加工中扮演着重要的角色。
选择合适的机床夹具可以提高加工效率和加工质量,同时也有助于保证工作员的安全。
因此,使用机床夹具需要谨慎,根据具体情况进行选择和使用。
车床常用夹具的使用车床夹具用于确定工件在车床上的正确位置,并夹紧工件,在车削工艺中占有很重要的地位。
常用的车床夹具有:1)通用夹具。
如三爪卡盘、四爪卡盘和各种形式的顶针等。
2)可调整夹具。
如成组夹具、组合夹具等。
3)专用夹具。
为满足某个工件的某道工序而实际使用的夹具,如旋转刀架等。
生产中,为保证产品质量、提高生产效率、减轻劳动强度,应正确选择和使用夹具。
一、车床夹具的作用1.提高加工精度、保证产品质量车床夹具是保证零件加工技术要求中所规定的尺寸精度、表面粗糙度以及各表面间的相对位置精度的重要措施。
正确选用车床夹具就是选择制造精度及结构适合的夹具。
如为保证零件加工表面与基准面的同轴度要求,有多种自动定心夹具可以选用:对同轴度要求较低时可用三爪卡盘、四爪卡盘,对同轴度要求高时可用软爪、锥体心棒、卡簧和液性塑料夹具等。
2.提高劳动生产率采用一定结构形式的夹具,可显著提高生产效率。
在生产中,通常采用下述结构形式的夹具来提高生产率:1)采用快速装夹和拆卸的夹具,可缩短辅助时间,并减轻工人的劳动强度。
2)采用专用定位件,属专用夹具,可缩短调整与校正的时间。
3)采用多位夹具,二次装夹可以加工多个零件,缩短单件生产时间。
4)采用自动控制夹具,如液压靠模或程序控制等,可实现"一人多机"操作。
3.充分发挥机床的性能采用专用夹具可以扩大机床的使用范围,从而实现一机多能。
如一台普通车床若配置一个专门的旋转刀架可以加工圆球,若配置一个摆动刀架可以加工叶片的型面。
二、车床夹具结构由于车床夹具是在旋转情况下,甚至是高速旋转情况下工作,因此夹具要求体积小、重量轻,旋转既能平衡又能保证安全。
车床夹具的基本结构为:1.夹具体连接各元件的基体与机床相连接。
一般称这类元件为圆盘或花盘。
2.定位件确定零件在夹具中的位置的元件。
如定位销、定位圈、V形块等。
3.夹紧件固定零件用的元件。
如压板、螺栓、螺母等。
4.连接件连接上述元件用的螺钉、销子、垫圈、键等。
夹具是一种用于夹持、固定工件以进行加工或测量的工具。
夹具的分类方法主要包括以下几种:一、按用途分类:1. 定位夹具:主要用于定位工件,确保工件在加工过程中位置准确。
2. 夹紧夹具:用于夹紧工件,防止工件在加工过程中移动或变形。
3. 支撑夹具:用于支撑工件,使工件在加工过程中保持稳定。
4. 复合夹具:具有多种功能的夹具,可以实现定位、夹紧、支撑等多种功能。
二、按加工方式分类:1. 铣床夹具:用于在铣床上夹持工件进行铣削加工。
2. 钻床夹具:用于在钻床上夹持工件进行钻孔加工。
3. 刨床夹具:用于在刨床上夹持工件进行切削加工。
4. 磨床夹具:用于在磨床上夹持工件进行磨削加工。
5. 组合机床夹具:用于在组合机床上夹持工件进行多种加工操作。
三、按工件形状分类:1. 平面夹具:用于夹持平面工件进行加工。
2. 圆形夹具:用于夹持圆形工件进行加工。
3. 异形夹具:用于夹持异形工件进行加工。
4. 钣金夹具:用于夹持薄板金属工件进行加工。
四、按结构特点分类:1. 机械夹具:通过螺杆、卡箍等机械结构夹持工件。
2. 液压夹具:利用液压系统实现对工件的夹持。
3. 气动夹具:利用气压驱动实现对工件的夹持。
4. 真空吸附夹具:利用负压吸附实现对工件的固定。
在实际应用中,夹具的名称也是根据其具体分类和功能特点而定。
铣床上用于夹持平面工件的夹具可以称为平面铣床夹具;用于夹持圆形工件的夹具可以称为回转夹具;用于夹持异形工件的夹具可以称为异形夹具等。
夹具的分类方法主要包括按用途、加工方式、工件形状和结构特点进行分类。
根据不同的分类方法,可以为不同的加工需求选择合适的夹具,并根据其名称来准确描述其功能特点和适用范围。
夹具是在工件加工和生产中不可或缺的重要工具,其分类方法和对应名称的深入了解,对于提高生产效率、保障加工质量具有重要意义。
一、按用途分类:1. 定位夹具:主要用于确定工件的位置,确保加工过程中工件的位置准确,可以保证工件的加工精度,避免加工后工件出现偏差。
机床夹具的作用及分类
“工欲善其事,必先利其器。
” 工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
1.机床夹具的作用
(1)保证加工精度用机床夹具装夹工件,能准确确定工件与刀具、机床之间的相对位置关系,可以保证加工精度。
(2)提高生产效率机床夹具能快速地将工件定位和夹紧,可以减少辅助时间,提高生
产效率。
(3)减轻劳动强度机床夹具采用机械、气动、液动夹紧装置,可以减轻工人的劳动强度。
(4)扩大机床的工艺范围利用机床夹具,能扩大机床的加工范围,例如,在车床或钻床上使用镗模可以代替镗床镗孔,使车床、钻床具有镗床的功能。
2 机床夹具的分类
2.1.按夹具的应用范围分类
(1)通用夹具通用夹具是指结构已经标准化,且有较大适用范围的夹具,例如,车床用的三爪卡盘和四爪卡盘,铣床用的平口钳及分度头等。
(2)专用机床夹具专用机床夹具是针对某一工件的某道工序专门设计制造的夹具。
专用机床夹具适于在产品相对稳定、产量较大的场合应用。
(3)组合夹具组合夹具是用一套预先制造好的标准元件和合件组装而成的夹具。
组合夹具结构灵活多变,设计和组装周期短,夹具零部件能长期重复使用,适于在多品种单件小批生产或新产品试制等场合应用。
(4)成组夹具成组夹具是在采用成组加工时,为每个零件组设计制造的夹具,
当改换加工同组内另一种零件时,只需调整或更换夹具上的个别元件,即可进行加工。
成组夹具适于在多品种、中小批生产中应用。
(5)随行夹具它是一种在自动线上使用的移动式夹具,在工件进入自动线加工之前,先将工件装在夹具中,然后夹具连同被加工工件一起沿着自动线依次从一个工位移到下一个工位,直到工件在退出自动线加工时,才将工件从夹具中卸下。
随行夹具是一种始终随工件一起沿着自动线移动的夹具。
2.2按使用机床类型分类
机床类型不同,夹具结构各异,由此可将夹具分为车床夹具、钻床夹具、铣床夹具、镗床夹具、磨床夹具和组合机床夹具等类型。
2.3按夹具动力源分类
按夹具所用夹紧动力源,可将夹具分为手动夹紧夹具、气动夹紧夹具、液压夹紧夹具、气液联动夹紧夹具、电磁夹具、真空夹具等。
3.专用机床夹具的组成
夹具一般由下列元件或装置组成:
(1)定位元件定位元件是用来确定工件正确位置的元件。
被加工工件的定位基面与夹具定位元件直接接触或相配合。
(2)夹紧装置夹紧装置是使工件在外力作用下仍能保持其正确定位位置的装置。
(3)对刀元件、导向元件对刀元件、导向元件是指夹具中用于确定(或引导)刀具相对于夹具定位元件具有正确位置关系的元件,例如钻套、镗套、对刀块等。
(4)连接元件夹具连接元件是指用于确定夹具在机床上具有正确位置并与之连接的元件,例如安装在铣床夹具底面上的定位键等。