第五章 各类机床夹具的结构特点
- 格式:ppt
- 大小:1.94 MB
- 文档页数:10
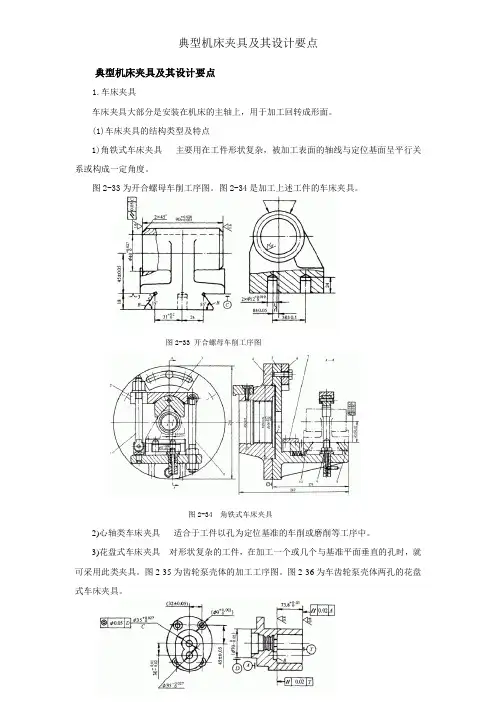
典型机床夹具及其设计要点1.车床夹具车床夹具大部分是安装在机床的主轴上,用于加工回转成形面。
(1)车床夹具的结构类型及特点1)角铁式车床夹具主要用在工件形状复杂,被加工表面的轴线与定位基面呈平行关系或构成一定角度。
图2-33为开合螺母车削工序图。
图2-34是加工上述工件的车床夹具。
图2-33 开合螺母车削工序图图2-34 角铁式车床夹具2)心轴类车床夹具适合于工件以孔为定位基准的车削或磨削等工序中。
3)花盘式车床夹具对形状复杂的工件,在加工一个或几个与基准平面垂直的孔时,就可采用此类夹具。
图2-35为齿轮泵壳体的加工工序图。
图2-36为车齿轮泵壳体两孔的花盘式车床夹具。
图2-35 齿轮泵壳体工序图图2-36 车齿轮泵壳体两孔的花盘式车床夹具(2)车床夹具的设计要点1)定位装置的设计加工回转表面时,要求工件加工面的轴线与车床主轴的旋转轴线重合,夹具上定位装置的结构和布置必须保证这一点。
2)夹紧装置的设计夹紧力必须足够,自锁性要好。
3)车床夹具与车床主轴的联接要求夹具的回转轴线与车床主轴轴线有尽可能高的同轴度。
夹具与车床主轴的联接方式有:采用锥柄联接;采用过度盘联接。
4)夹具总体结构设计夹具的外形尺寸应尽量小,重心与回转轴线重合,以减小离心力和回转力矩的影响。
悬伸长度L域外轮廓直径D之比为:D≤150mm的夹具,L/D≤1.25; D=150~300mm的夹具,L/D≤0.9; D≥300mm的夹具,L/D≤0.6。
(2)弹性斜定心夹紧机构利用定位、夹紧元件的均匀弹性变形来实现定心夹紧的.这种机构定心精度高,但变形量小,夹紧行程小,只适用于精加工中.根据弹性元件不同,有膜片夹具、碟形弹簧夹具、液压塑料薄壁套筒夹具等类型。
于结构不对称的夹具,必须采用平衡措施。
2.钻床夹具(1)钻床夹具的结构类型1)固定式钻模;2)分度式钻模;3)翻转式钻模;4)盖板式钻模;5)滑柱式钻模(2) 钻床夹具的设计要点1)钻模类型的选择2)钻套钻套的作用是确定钻头、铰刀等刀具的轴线位置,防止刀具在加工中发生偏斜。
夹具的概念及作用数控机床夹具的类型和特点应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
1.机床夹具的类型夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着工件加工的精度、劳动生产率和产品的制造成本等。
机床夹具的种类繁多,可以从不同的角度对机床夹具进行分类。
常用的分类方法有以下几种。
(1)按夹具的使用特点分类根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、可调夹具、组合夹具和拼装夹具五大类。
①通用夹具已经标准化的可加工一定范围内不同工件的夹具,称为通用夹具,其结构、尺寸已规格化,而且具有一定通用性,如三爪自定心卡盘、机床用平口虎钳、四爪单动卡盘、台虎钳、万能分度头、顶尖、中心架和磁力工作台等。
这类夹具适应性强,可用于装夹一定形状和尺寸范围内的各种工件。
这些夹具已作为机床附件由专门工厂制造供应,只需选购即可。
其缺点是夹具的精度不高,生产率也较低,且较难装夹形状复杂的工件,故一般适用于单件小批量生产中。
②专用夹具专为某一工件的某道工序设计制造的夹具,称为专用夹具。
在产品相对稳定、批量较大的生产中,采用各种专用夹具,可获得较高的生产率和加工精度。
专用夹具的设计周期较长、投资较大。
专用夹具一般在批量生产中使用。
除大批大量生产之外,中小批量生产中也需要采用一些专用夹具,但在结构设计时要进行具体的技术经济分析。
③可调夹具某些元件可调整或更换,以适应多种工件加工的夹具,称为可调夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。
夹具种类按使用特点可分为:
①万能通用夹具。
如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。
②专用性夹具。
为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象
专一,针对性很强,一般由产品制造厂自行设计。
常用的有车床夹具、铣床夹具、钻
模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的
机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。
③可调夹具。
可以更换或调整元件的专用夹具。
④组合夹具。
由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制
和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀
具夹具这个词同时出现时,大多这个夹具指的就是刀柄。

夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着工件加工的精度、劳动生产率和产品的制造成本等。
机床夹具的种类繁多,可以从不同的角度对机床夹具进行分类。
常用的分类方法有以下几种。
(1)按夹具的使用特点分类根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、可调夹具、组合夹具和拼装夹具五大类。
通用夹具已经标准化的可加工一定范围内不同工件的夹具,称为通用夹具,其结构、尺寸已规格化,而且具有一定通用性,如三爪自定心卡盘、机床用平口虎钳、四爪单动卡盘、台虎钳、万能分度头、顶尖、中心架和磁力工作台等。
这类夹具适应性强,可用于装夹一定形状和尺寸范围内的各种工件。
这些夹具已作为机床附件由专门工厂制造供应,只需选购即可。
其缺点是夹具的精度不高,生产率也较低,且较难装夹形状复杂的工件,故一般适用于单件小批量生产中。
②专用夹具专为某一工件的某道工序设计制造的夹具,称为专用夹具。
在产品相对稳定、批量较大的生产中,采用各种专用夹具,可获得较高的生产率和加工精度。
专用夹具的设计周期较长、投资较大。
专用夹具一般在批量生产中使用。
除大批大量生产之外,中小批量生产中也需要采用一些专用夹具,但在结构设计时要进行具体的技术经济分析。
③可调夹具某些元件可调整或更换,以适应多种工件加工的夹具,称为可调夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。
它一般又可分为通用可调夹具和成组夹具两种。
前者的通用范围比通用夹具更大;后者则是一种专用可调夹具,它按成组原理设计并能加工一族相似的工件,故在多品种,中、小批量生产中使用有较好的经济效果。
④组合夹具采用标准的组合元件、部件,专为某一工件的某道工序组装的夹具,称为组合夹具。
机床夹具总结(精选5篇)第一篇:机床夹具总结第一章定位:使工件在机床上占有准确的位置夹紧:使工件始终保持这一准确位置不变夹具组成:定位元件及定位装置、夹具装置、对刀及导引元件、夹具体、其他元件保证精度的条件:1.工件在夹具中占据一定的位置2.夹具在机床上保持一定的位置3.夹具相对刀具保持一定的位置夹具上的动力源分类:手动夹具、气动、液压、电动、磁动、真空、切削力离心力夹具夹具应用范围分类:通用夹具、专业..、成组..、组合..夹具的作用:1.易于保证加工精度,并使一批工件的加工精度稳定2.缩短辅助时间,提高劳动生产率,降低生产成本3.减轻工人操作强度,降低对工人的技术要求4.扩大机床的工艺范围,实现一机多能5.减少生产准备时间,缩短新品试制周期。
工艺系统:工件,工具,机床,夹具体第二章工件定位类型:全定位、部分定位、欠定位、重复定位定位元件:1.固定支承:在夹具体上,支承点的位置固定不变的定位元件。
2.可调支承:在夹具上,支承点的位置可调节的定位元件。
3.自位支承:指支承点的位置在工件定位过程中随工件定位基准面位置变化而自动与之适应的定位元件。
4:辅助支承:在夹具中,只能起提高工件支承刚性或起辅助作用的。
定位误差:由于定位不准而造成某一工序在工序尺寸或位置要求方面的加工误差。
定位误差组成:由基准位置误差和基准不重合误差组成。
典型的表面定位误差:平面定位时的定位误差、圆孔表面...、外圆表面...、圆锥表面...。
第四章铣床夹紧的对刀:1.单件试刀2.通过试切个数来对刀3.同样件或对刀装置对刀。
影响因素:1.测量调整误差2.定位元件定位面相对对刀装置的位置误差。
钻套:固定钻套,可换钻套,快速钻套,特殊钻套。
分度装置:使工件的加工工序集中,夹紧次数减少,从而提高加工表面的位置精度,减轻劳动强度,提高生产率。
分类:1原理:机械,光学,电磁。
2.回转轴:立轴式,卧轴式,斜轴式。
3.分度定位:轴向分度装置,径向分度装置。
夹具的概念及作用数控机床夹具的类型和特点应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”。
1.机床夹具的类型夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着工件加工的精度、劳动生产率和产品的制造成本等。
机床夹具的种类繁多,可以从不同的角度对机床夹具进行分类。
常用的分类方法有以下几种。
(1)按夹具的使用特点分类根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、可调夹具、组合夹具和拼装夹具五大类。
①通用夹具已经标准化的可加工一定范围内不同工件的夹具,称为通用夹具,其结构、尺寸已规格化,而且具有一定通用性,如三爪自定心卡盘、机床用平口虎钳、四爪单动卡盘、台虎钳、万能分度头、顶尖、中心架和磁力工作台等。
这类夹具适应性强,可用于装夹一定形状和尺寸范围内的各种工件。
这些夹具已作为机床附件由专门工厂制造供应,只需选购即可。
其缺点是夹具的精度不高,生产率也较低,且较难装夹形状复杂的工件,故一般适用于单件小批量生产中。
②专用夹具专为某一工件的某道工序设计制造的夹具,称为专用夹具。
在产品相对稳定、批量较大的生产中,采用各种专用夹具,可获得较高的生产率和加工精度。
专用夹具的设计周期较长、投资较大。
专用夹具一般在批量生产中使用。
除大批大量生产之外,中小批量生产中也需要采用一些专用夹具,但在结构设计时要进行具体的技术经济分析。
③可调夹具某些元件可调整或更换,以适应多种工件加工的夹具,称为可调夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。