(3) 1.3 冲压设备的选择
- 格式:ppt
- 大小:1.03 MB
- 文档页数:39
《冲压模具基础》课程教学大纲课程编号:课程英文译名:课内总学时:72学时学分:4。
5学分课程类别:必修课开课对象:汽车制造与装配技术专业执笔人:编写日期:一、课程性质、目的和任务《冲压模具设计与制造》是汽车制造及汽车整形专业的一门主干专业技术课,它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。
其目的是使学生了解冲压变形规律,认识冲压成形工艺方法,冲压模具结构,冲压模具制造方法与手段,掌握冲压模具设计与计算方法,掌握冲压工艺与模具设计方法,冲压模具制造工艺方法,能进行中等冲压零件的冲压工艺编制,冲模设计与冲模制造工艺编制,并培养学生发现问题、分析问题和解决问题的能力,培养学生逻辑思维能力,为毕业设计及毕业以后从事专业工作打下必要的基础。
二、教学基本要求本课程是冲压模具设计与计算,冲压模具结构,模具制造工艺方法为重点。
学外本课程应达到以下基本要求:1、能应用冲压变形理论,分析中等复杂冲压件变形特点,制定合理冲压工艺规程的能力。
2、协调冲压设备与模具的关系,选择冲压设备的能力。
3、熟悉掌握冲模设计计算方法,具备中等复杂冲模结构选择和设计的能力,所设计的冲模应工作可行、操作方便、便于加工和装配,技术经济性好。
4、具备正确选择冲压模具加工方法,制定中等复杂冲模制造工艺和装配工艺的能力.5、初步具备进行多工位级进模设计和制造的能力。
6、初步具备进行分析和处理试模过程中产生的有关技术问题的能力。
三、教学内容及要求:第1章冲压模具设计与制造基础1.1 冲压成形与模具技术概述掌握冲压与冲模概念;冲压工序的分类;冲模的分类;冲模设计与制造的要求;了解冲压现状与发展方向。
1.2 冲压设备及选用了解常见冲压设备;掌握冲压设备的选用;模具的安装。
1.3 冲压变形理论基础掌握塑性变形的概念;理解塑性力学基础;掌握金属塑性变形的一些基本规律;冲压材料及其冲压成形性能.1.4 模具材料选用掌握冲压对模具材料的要求;冲模材料的选用原则;冲模常见材料及热处理要求。
冲压设备选用冲压设备的选择,是冲压工艺及模具设计中的一项重要内容。
它直接关系到冲压设备的安全和合理使用,也关系到冲压件的生产能否顺利进行和产品质量、模具寿命、生产率、产品成本等一系列问题。
冲压设备的选用包括选择设备类型和确定设备规格两项内容:○1冲压设备类型的选择冲压设备类型的选择,主要是根据冲压工艺性质、生产批量大小、冲压件的几何形状、尺寸及精度要求等因素来确定的。
冲压件生产中常用的是曲柄压力机和液压机。
在中小型冲裁件、弯曲件或浅拉深件的冲压生产中,主要选用开式压力机。
这种压力机具有三面敞开的操作主问、操作方便、容易安装机械化装置和成本低廉等优点。
但刚度较差,工作时床身的角变形会导致冲模间隙分布不均,降低冲模的寿命和冲裁件的质量.因而适于精度要求不太高的冲压件生产。
在大中型和精度要求较高的冲压件的生产中,主要选用闭式压力机。
这种压力机床身的弹性变形较小,刚度较好,精度较高。
对于大型、较复杂的拉深件则应采用闭式双动拉深压力机。
它具有两个滑块,拉深用的内滑块和压边用的外滑块。
模具结构简单,压边可靠易调,即根据工艺要求,调节压边力。
在小批生产尤其是大型厚板件的成形工艺中,多选用液压机。
液压机虽然速度侵、效率低、制件尺寸精度因受操作影响不太稳定,但压力大,没有固定行程,因而不会因为板材的厚度超差而过载,特别对于工作行程较大的冲压工艺具有明显的优点。
但液压机一般不适于冲裁工作。
在大量生产中应选用高速自动压力机或多工位自动压力机。
高速自动用力机具有效率高、精度高等特点、一台多工位自动压力机能够代替多台手工位压力机,并且消除了工序间半成品的堆放和运输问题。
对于平面精压和体积精压等工艺.其特点是工件变形量小、精度要求向。
而精压机的丁作机构是曲柄肘杆机构,滑块工作行程很小,肘杆机构及机架刚度较大。
因此,既能适应精压工艺工作行程很小的需要.又能达到提高精压工件精度的目的。
精冲上艺除要求精度高、刚性好和冲裁速度较低外,还特别要求压力机除主滑块外,要有压边和反压装置,一般应选用专用的三动精冲压力机或精冲液压机。
徐州工程学院模具设计与制造基础复习题+答案填空题1.冷冲压工艺是在常温下,在压力机上,利用模具对材料施加压力,使其产生分离或塑性变形从而获得所需零件的一种压力加工方法。
2.要使冷冲压模具正常而平稳地工作,必须要求模具压力中心与模柄的轴心线要求重合(或偏移不大)。
3.普通冲裁件断面具有圆角带、光亮带、断裂带、和毛刺区四个明显区域4.落料时,应以凹模为基准配制凸模,凹模刃口尺寸按磨损的变化规律分别进行计算。
5.冲孔时,应以凸模为基准配制凹模,凸模刃口尺寸按磨损的变化规律分别进行计算。
6.冲裁件在条料、带料或板料上的布置方式叫排样。
7.落料凹模在上模的叫倒装复合模,而落料凹模在下模的叫正装复合模,其中正装复合模多一套打料装置。
8.要使冷冲压模具正常而平稳地工作,必须使模具压力中心与模柄的轴心线重合(或偏移不大)。
9.弹性卸料装置除了起卸料作用外,还兼起压料作用.它一般用于材料厚度相对较薄材料的卸料。
10.侧刃常被用于定距精度和生产效率要求高的级进模中,其作用是控制条料进给方向上的进给步距。
11.模具的压力中心就是冲压力的合力的作用点,求压力中心的方法就是求空间平行力系的合力的作用点。
12.普通曲柄压力机的闭合高度是指滑块在下止点位置时,滑块底面到工作台上平面之间的距离。
模具的闭合高度是指冲模处于闭合状态时,模具上模座下平面至下模座下平面之间的距离。
选择压力机时,必须使模具的闭合高度介于压力机的最大闭合高度与最小闭合高度之间。
13.弯曲件展开长度的计算依据是弯曲前后中性层长度不变。
14.弯曲变形程度用相对弯曲半径(r / t)表示。
15.弯曲件最容易出现影响工件质量的间题有弯裂、回弹、和偏移等。
16.拉深变形程度用拉深系数m表示。
17.拉深模中压边圈的作用是防止工件在变形过程中发生起皱。
18.拉深系数越小,说明拉深变形程度越大。
19塑料树要是由和组成的。
树脂、添加剂20.为改善树脂的性能。
塑料里常加入、、、、等作为辅助成分。
如何选择冲压设备如何选择冲压设备来源:作者:发布时间:2019-10-07冲压设备的选择直接关系到设备的安全以及生产效率、产品质量、模具寿命和生产成本等一系列重要问题。
冲压设备的选择主要包括设备的类型和规格参数两个方面。
1.冲压设备类型的选择主要根据所要完成的冲压工序性质、生产批量的大小、冲压件的几何尺寸和精度要求等来选择冲压设备的类型:(1)对于中小型冲裁件、弯曲件或浅拉深件的冲压生产,常采用开式曲柄压力机。
虽然C形床身的开式压力机刚度不够好,冲压力过大会引起床身变形导致冲模间隙分布不均,但是它具有三面敞开的空间,操作方便并且容易安装机械化的附属装置和成本低廉的优点。
目前仍然是中小型冲压件生产的主要设备(2)对于大中型和精度要求高的冲压件,多采用闭式曲柄压力机。
这类压力机两侧封闭,刚度好、精度较高,但是操作不如开式压力机方便。
(3)对于大型或较复杂的拉深件,常采用上传动的闭式双动拉深压力机。
对于中小型的拉深件(尤其是搪瓷制品、铝制品的拉深件),常采用底传动式的双动拉深压力机。
闭式双动拉深压力机有两个滑块,压边用的外滑块和拉深用的内滑块。
压边力可靠、易调,模具结构简单,适合于大批量的生产。
(4)对于大批量生产的或形状复杂、批量很大的中小型冲压件,应优先选用自动高速压力机或者多工位自动压力机。
(5)对于批量小、材料厚冲压件,常采用液压机。
液压机的合模行程可调,尤其是施力行程较大的冲压加工,与机械压力机相比具有明显的优点,而且不会因为板料厚度超差而过载。
但生产速度慢,效率较低。
可以用于弯曲、拉深、成形、校平等工序。
(6)对于精冲零件,最好选择专用的精冲压力机。
否则要利用精度和刚度较高的普通曲柄压力机或液压机,添置压边系统和反压系统后才能进行精冲。
2.冲压设备规格的选择在冲压设备类型选定以后,应进一步根据冲压加工中所需要的冲压力(包括卸料力、压料力等)、变形功以及模具的结构形式和闭合高度、外形轮廓尺寸等选择冲压设备的规格。
`课程设计说明书目录一、设计依据、原始数据 (3)二、零件冲压加工工艺分析 (3)2、1冲裁件结构工艺性2、2冲裁件的精度和断面粗糙度三、确定零件冲压工艺方案 (4)3、1方案比较3、2确定方案四、排样设计 (5)4、1导正孔4、2 确定条料的宽度4、3 排样的方式4、4 材料的经济利用五、冲裁工艺力的计算 (8)5、1导正孔5、2 确定条料的宽度5、3 排样的方式5、4 材料的经济利用六、零件冲压工艺计算 (13)6、1凸、凹模间隙值的确定6、2凸、凹模刃口尺寸的确定七、参考文献 (19)一、设计依据、原始数据图1-1 空调机垫片零件图空调机垫片,材料:45号钢,厚度3mm,生产批量为大批量生产。
二、零件冲压加工工艺分析冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。
一般情况下,对冲裁件工艺性影响最大的是几何形状、尺寸和精度要求。
良好的冲裁工艺性应能满足材料较省、工序较少、模具加工较易、寿命较高、操作方便及产品质量稳定等要求。
1、冲裁件结构工艺性(1)冲裁件孔的最小尺寸模具凸模的强度受冲裁件上孔的尺寸的影响,所以冲裁件上的孔不能太小,查《冷冲压模具设计指导书》表2-2,冲裁空调机垫片时,冲孔的最小尺寸为1.3t=0.39mm,该零件的孔远比0.39mm大,所以凸模的强度不受冲裁件上孔的尺寸的影响。
(2)最小孔距、孔边距冲裁件的孔与孔、孔与边缘之间的距离a(见图2-1)不能太小,否则模具强度不够或使冲裁件变形,一般a≥2t,但是不得小于3~4mm。
该零件最小孔边距a=3.75m m<2t=6mm。
因为模具强度不够,故得分开冲小孔,先冲八个奇数孔,后冲八个偶数孔。
图2-12、冲裁件的精度和断面粗糙度(1)精度零件图1-1状规则,适合冲裁加工。
但零件尺寸公差要求较高,按IT11级选取,利用普通冲裁方式可达到图样要求。
查《冷冲压模具设计指导书》表2-3,该冲裁件内形尺寸公差为0.20mm,外形尺寸公差为0.40mm;表2-4,孔中心距公差为±0.25(2)断面粗糙度查《冷冲压模具设计指导书》表2-5,材料厚度t=3m m,得断面粗糙度R=25m。
.
怎样有效的选择冲压设备?
压力机应根据冲压工序的性质、生产批量的大小、冲压件的几何尺寸和精度要求、模具的外形尺寸以及现有设备等情况进行选择。
(1)压力机选择的先决条件
①所选压力机的公称压力必须大于冲压所需生产总冲压压力,即F压机>F总。
②压力机的行程大小应适当。
③所选压力机的闭合高度应与冲模的闭合高度相适应。
④压力机工作台面的尺寸必须大于模具的下模座鹼外形尺寸,并还要留有安装固定余地。
(2)压力机的选用
压力机的选用包括选择压力机类型和压力机规格两项内容。
①压力机类型的选择
a.对于中小型的冲裁件、弯曲件或拉深件的生产,主要应采用开式机械压力机。
b.大中型冲压件的生产,多选用双柱闭式机械压力机,其中有一般用途的通用压力机,也有台面较小而別度大的专用挤压压力机、精压机等。
c.导板模或要求导套不离开导柱的模具,选用偏心压力机。
d.形状复杂、大批量生产的冲压件,选用高速压力机或多工位自动压力机。
e.校平、整形和温热挤压工序,小批量生产选用摩擦压力机。
f.薄板冲裁、精密冲裁,选用刚度高的精密压力机。
g.大型、形状复杂的拉深件,选用双动或三动压力机。
h.批量生产中的大型厚板件的咸;形工序,多采用液压压力机。
②压力机规格的选择
a.公称压力;
b.滑块行程长度;
c.行程次数;
d.作台面尺寸;
e.滑块模柄孔尺寸;
f.闭合高度;
g.电动机功率的选择。
'.。
摘要本文介绍了平底铁杯冲压工艺,分析了原冲压工艺的缺陷,设计了新的落料、拉深、冲孔复合模。
该模具设计制造简便易行,落料、拉深、冲孔效果好,能极大地提高生产效率,但落料拉深凸凹模设计较为重要,设计中充分考虑了其落料拉深模口形状。
全文共分六章,通过阐述落料拉深冲孔复合模的工艺设计与结构设计过程,对拉深凸模、落料凹模、落料拉深凸凹模等模具主要的成型零件以及各种标准零件进行了设计计算和选择,确定落料拉深冲孔复合模的整体结构框架,最后对复合模装配和工艺性进行了分析并绘制了模具总装图和非标准件零件图。
本文设计的复合模通过理论分析和大量的工程实践探索,可以将传统的分模加工合二为一,使落料、拉深、冲孔一次成形,避免了分模加工中定位误差的生产,从而保证了质量,降低了成本,提高了生产效率,又可减少设备投资和模具制造费用。
关键词:平底铁杯,冲压,复合模,落料,拉深,冲孔AbstractThis present paper introduce the stamping technics of a flat bottom iron cup.The defects of former stamping technics are analysed.A new compound die is designed with blanking and drawing and punching.The die design and manufacture simply with well blanking, drawing and punching.It can greatly improve the production efficiency,but the design of blanking and drawing die is very important.It should fully consider the shape of blanking and drawing die.The paper altogether is divided into six chapters.Through process design and structure design of the compound die drawing process falls on punching, drawing male die, blanking die, blanking and drawing die molding parts main mold and a variety of standard parts of the design calculation and selection, determine the overall framework of compound die punching down the drawing.At the end of the compound die assembly and process are analyzed and to draw the mold assembly drawing and non standard parts drawing.In this paper, the design of compound die through theoretical analysis and engineering practice of exploration, can the traditional mold processing become, the blanking, drawing, punching a forming, avoid the positioning mould processing error production, so as to ensure the quality, reduce the cost, improve production efficiency, and reduce the investment in equipment and mold manufacturing costs.Key words : falt bottom iron cup,stamping,compound die,blanking,drawing,punching目录前言 (1)1绪论 (2)1.1冲压的概念及特点 (2)1.2 冲压的基本工序及模具 (3)1.3 冲压技术的应用与发展 (4)2工艺方案的分析与确定 (7)2.1零件的工艺分析 (7)2.2工艺方案的确定 (8)3主要工艺参数计算 (9)3.1 毛坯尺寸的计算 (9)3.2 确定拉深次数 (10)3.3排样及材料利用率 (10)3.4 工序压力计算 (12)3.5模具压力中心计算 (13)4模具的总体设计 (14)4.1 冲压设备的选择 (14)4.2模具结构形式的确定 (16)4.3冲模设计中应采取的安全措施 (17)5主要零部件设计及计算 (19)5.1主要零部件的设计 (19)5.1.1冲裁模刃口尺寸的计算 (19)5.1.2落料凹模设计 (22)5.1.3冲孔凸模设计 (22)5.1.4凸凹模设计 (23)5.1.5凸模与凹模的固定 (25)5.1.6凸、凹摸强度校核 (26)5.2模架的设计 (27)5.3卸料与顶件零件的设计 (29)5.4导料、定位与导向零件的设计 (30)5.5紧固零部件的设计 (31)5.6固定与支撑零件的设计 (31)6落料拉深冲孔复合模装配 (34)6.1模具装配的内容和目的 (34)6.2模具装配的精度要求 (34)6.3冲压模具装配的技术要求 (34)6.4落料拉深冲孔复合模装配及工作过程 (35)结论 (38)致谢 (39)参考文献 (40)前言目前我国模具工业与发达国家相比还相当落后。
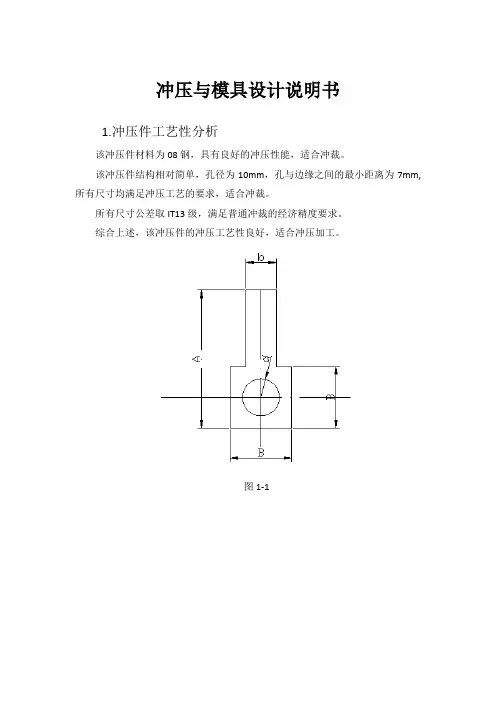
冲压与模具设计说明书1.冲压件工艺性分析该冲压件材料为08钢,具有良好的冲压性能,适合冲裁。
该冲压件结构相对简单,孔径为10mm,孔与边缘之间的最小距离为7mm,所有尺寸均满足冲压工艺的要求,适合冲裁。
所有尺寸公差取IT13级,满足普通冲裁的经济精度要求。
综合上述,该冲压件的冲压工艺性良好,适合冲压加工。
图1-12.模具工艺方案的确定由图1-1可以看出,生产该冲压件的冲压工序为落料和冲孔。
根据上述工艺分析的结果,可以采用下述几种方案。
方案一:先落料,后冲孔,采用单工序模生产。
方案二:落料冲孔复合冲压,采用复合模生产。
方案三:冲压、落料级进行冲压,采用级进模生产。
方案一的模具结构简单,但生产效率低,不能满足大量生产对效率的要求。
方案二的冲压件精度及生产效率都高,但模具比较复杂,制造难度大,而且难以实现自动化。
方案三的生产效率高,操作方便,易于实现自动化,冲压精度也能满足要求。
因此,选择方案三。
3.模具结构形式确定(1)模具类型的选择根据上述方案,选用级进模。
(2)凹模结构形式采用整体凹模(3)定位方式的选择利用导料板倒料和侧刃定距。
(4)卸料、出件方式的选择采用弹性卸料和下出件方式。
(5)导向方式的选择选用对角导柱的滑动导向方式。
4. 主要设计计算(1)排样设计 由于该工件为冲裁件,且外形与孔型结构都比较简单,因此可以直接进行排样设计。
根据工件的结构,选用有废料的单直排,由表查的搭边值为2mm ,侧搭边值为2.5mm ,则条料宽度为B=26mm+12mm+1.5×2.5+1×1.5=43.25mm(侧刃定距时,条料宽度的计算公式为B=(L+1.5a+nb),a 市侧搭边值;n 是侧刃数量,这里取1)进距为L=12mm+12mm+2mm=26mm图1-2此工件只需落料和冲孔两道工序,因此在排样时,第一工位利用侧刃冲去等于进距的料边进行定距,第二工位冲孔,第三工位空位,第四工位落料,空位的目的是增大冲ф5mm 孔凹模和落外形凹模之间的壁厚,以保证凹模强度。