注塑成型培训教材汇总
- 格式:ppt
- 大小:2.16 MB
- 文档页数:15
目录第一章成型材料第一节注塑成型的进展概述第二节常用塑料第二章注塑材料的有关性能第一节塑料的物理性能第二节聚合物表面性能与相容性第三节聚合物的力学性能第四节聚合物的流变性能第三章制品成型机理第一节结晶效应第二节取向效应第三节内应力第四章成型故障及其解决方法第一节常见故障的产生原因及排除方法第二节聚烯姪类塑料故障的产生原因及排除方法第三节聚丙烯故障的产生原因及排除方法第四节聚氯乙烯故障的产生原因及排除方法第五节苯乙烯类阻燃塑料故障的产生原因及排除方法第六节聚甲醛故障的产生原因及排除方法第七节聚酰胺故障的产生原因及排除方法第八节聚碳酸酯故障的产生原因及排除方法第九节聚苯醴故障的产生原因及排除方法第十节透明塑料故障的产生原因及排除方法第一章成型材料第一节注射成型的进展近年来无论注塑理论和实践方面,还是在注塑工艺和成型设备方面都有较深的研究和进展。
注塑时,首先遇到的是注塑的可成型性,这是衡量塑料能否快速和容易地成型出合乎质量要求的产品。
并希望能在满足质量要求的前提下,以最短注塑周期进行高效率生产。
不同的高分子材料对其加工的工艺条件及设备的性能区别很大,材料性能和工艺条件将最终影响塑料制品的物理机械性能,因此全面了解注塑周期内的工作程序,搞清可成型性和成型工艺条件及各种因素的相互作用和影响,对注塑加工有重要意义。
在对充模压力的影响实验表明:高聚物的非牛顿特性越强,则需要的压越低;结晶型比非结晶型高聚特制品有更大的收缩,在相变中比容变化较大。
在对注塑过程中大分子取向的机理研究证明聚合物熔体受剪切变形时,大分子由无规卷曲状态解开,并向流动方向延伸和有规则的排列,如果熔体很快冷却到相变温度以下,则大分子没有足够的时间松和恢复到它原来的无规则卷曲的构象程度,这时的聚合物就要处于冻结取向状态,这种冻结取向使注塑制品在双折射热传导以及力学性质方面显示出各向导性。
由于流变学和聚合物凝固过程的形变原因,制品取向可能在一个方向占优势形成单轴取向,也可能在两个方向上占优势,形成双轴取向。
注塑成型技术培训资料1质缺陷如何解决注塑产品存在的品质缺陷如何解决注塑产品存在的品质缺陷如何解决注塑产品存在的品质缺陷1、注塑产品存在的品质缺陷:塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构、物料的流变性筹多种因素错综变化的影响,使得塑料的内在及外观质量经常会出现各种各样的成型缺陷。
常见的外观缺陷有:缩水、飞边、黑点、流纹、熔接线、亮纹、缺胶、气泡、料花等2、如何解决缩水•缩水产生的原因制件在模具中冷却时,由于制件的胶厚不一致而导致塑胶收缩不均匀而引起的凹痕。
解决缩水的原理是:在制件冷却过程中,熔胶不断补充制件收缩引起的空缺。
因此在正常情况下要保证熔胶补充的通道不受阻和足够的补充压力。
3、•在注塑工艺上的解决办法:(1)注塑条件问题:①注射量不足;②提高注射压力;③增加注射时间;④增加保压压力或时间;⑤提高注射速度;⑥增加注射周期;⑦操作原因造成的注射周期反常。
4、(2)温度问题:①物料太热造成过量收缩;②物料太冷造成充料压实不足;③模温太高造成模壁处物料不能很快固化;④模温太低造成充模不足;⑤模子有局部过热点;⑥改变冷却方案5、(3)模具问题:①增大浇口;②增大分流道;③增大主流道;④增大喷嘴孔;⑤改进模子排气;⑥平衡充模速率;⑦避免充模料流中断;⑧浇口进料安排在制品厚壁部位;⑨如果有可能,减少制品壁厚差异;⑩模子造成的注射周期反常。
6、(4)设备问题:①增大注压机的塑化容量;②使注射周期正常7、(5)冷却条件问题:①部件在模内冷却过长,避免由外往里收缩,缩短模子冷却时间;②将制件在热水中冷却。
8、3、如何解决飞边•产生飞边的原因:产品溢边往往由于模子的缺陷造成,其他原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
•如何判断产生飞边的原因:在一般情况下,采用短射的办法。
即在注塑压力速度较低、不用保压的情况下注塑出制件90%的样板,检查样板是否出现飞边,如果出现,则是模具没有配好或注塑机的锁模压力不足,如果没有出现,则是由于注塑条件变化而引起的飞边,比如:保压太大、注射速度太快等。
注塑工操作技能知识培训教材一、安全方面1、机器炮筒的下面一律不准放置脱模剂、防锈剂、顶针油之类的油品,否则易出油品伤人事故。
2、机器在工作的过程中一律严禁做机器内部的清洁工作(机器的曲臂部位、炮筒的部位),否则易出压伤事故。
3、机器在生产中一律严禁从机器的反面安全门取产品;在机器的正面严禁在不打开安全门而越过安全门取产品,否则易出压伤事故。
4、严禁在没有带防护品的情况下触摸机器加热部分,射嘴射料时禁将头部伸到吐料板区域内观看,否则易出烫伤事故。
5、严禁人员疲劳生产,否则易出质量、人身、设备事故。
6、严禁有人员在吊的模具下作业,否则人身伤害事故。
7、处理射嘴的溢料时必须关闭机器的电热开关;处理模具内部产品时必须关闭机器的马达开关,否则易出人身伤害事故。
8、在处理机器的顶面的盖板、曲臂上的油污、灰尘时,必须关闭机器的马达后再作业。
9、严禁在没有关闭电热开关的情况下处理射嘴溢料,否则易出人身伤害事故。
二、日常工作、生产方面1、生产工作时间须知每天加班时间不超过3小时;每24小时内累计总工时不超过11小时;每7天工作不可超过6天;每7天至少休息1天每7天平时加班,不超过4天每7天工作不可超过60小时上班的过程中要佩戴劳防用品、识别证。
(不认可跨越调班,不接受综合工时制度)2、日常生产中我们会有做环保的产品,相应的要在标签上注明“ROHS” 标记。
日常生产过程中人员需离开机器的,必须做到人离开机器须有人员替换或照看。
3、停机30钟以上(夏天10分钟以上)机台操作工需做事项如下:a与停机、量停十到十五钟前(具体视产品的重;量),将料桶下料口堵住b 待料管余料生产完(最后一模机器会因储料不到位警报,警报响后打开安全门。
)后,模具自动打开时,取出产品,将机器切换到手动状态。
C 按座退键将射座退出至射座退终点位置,按射出键将料管的余料射完。
d 按关模键将模具轻微关至到模面接触(勿起高压,曲臂不可打直;带中子的模具须由调机员做此项工作)e 将模具的水路关闭(关闭水路时严禁从机器的后面外露的水管上踩踏)f 将马达的电源关闭(电热勿关)4、生产过程中标签的使用方式:a 标签上必须填写有车间名称、产品名称、产品编号、产品数量、生产日期、生产者的班别、工号(须分穴包装的必须注明穴号)b 标签粘贴必须工整、统一的粘贴于纸箱的右上方c 一个纸箱上面只允许有一个标签(最新的标签,旧标签要去除。
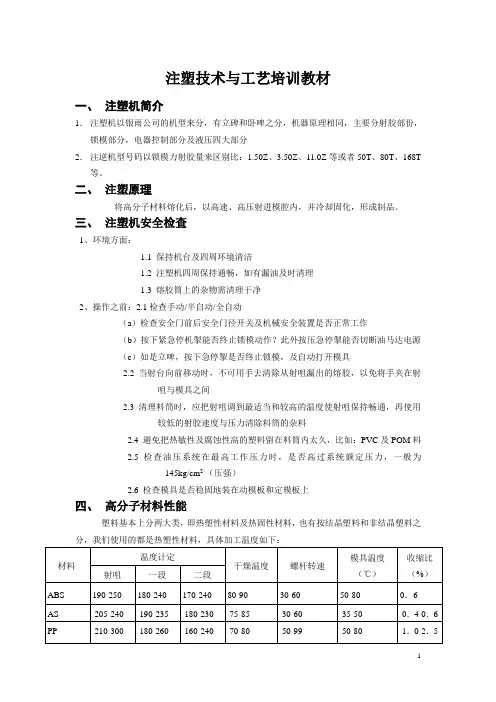
注塑技术与工艺培训教材一、注塑机简介1.注塑机以银雨公司的机型来分,有立碑和卧啤之分,机器原理相同,主要分射胶部份,锁模部分,电器控制部分及液压四大部分2.注逆机型号码以锁模力射胶量来区别比:1.50Z、3.50Z、11.0Z等或者50T、80T、168T 等。
二、注塑原理将高分子材料熔化后,以高速、高压射进模腔内,并冷却固化,形成制品。
三、注塑机安全检查1、环境方面:1.1 保持机台及四周环境清洁1.2 注塑机四周保持通畅,如有漏油及时清理1.3 熔胶筒上的杂物需清理干净2、操作之前:2.1检查手动/半自动/全自动(a)检查安全门前后安全门径开关及机械安全装置是否正常工作(b)按下紧急停机掣能否终止锁模动作?此外按压急停掣能否切断油马达电源(c)如是立啤,按下急停掣是否终止锁模,及自动打开模具2.2 当射台向前移动时,不可用手去清除从射咀漏出的熔胶,以免将手夹在射咀与模具之间2.3 清理料筒时,应把射咀调到最适当和较高的温度使射咀保持畅通,再使用较低的射胶速度与压力清除料筒的杂料2.4 避免把热敏性及腐蚀性高的塑料留在料筒内太久,比如:PVC及POM料2.5 检查油压系统在最高工作压力时,是否高过系统额定压力,一般为145kg/cm2、(压强)2.6 检查模具是否稳固地装在动模板和定模板上四、高分子材料性能塑料基本上分两大类,即热塑性材料及热固性材料,也有按结晶塑料和非结晶塑料之五、立啤机调较方法1、立式注塑机有手动和半自动操作,无全自动,在开始半自动生产前需进行手动操作来调整各处之装置,以达到正确位置,并确保机台、模具的安全性能。
2、将操作选择钮切换到手动位置。
3、调模:先将开关模位置行程档块放至最低点,再将模具置于下模板容模空间中心处,并将复位开关旋至调模位置,此时上模板以低压慢速合模,待合模停止后,将慢速行程档块提高30mm左右,而后调整料筒中心与模具进料口对准,并依模具紧固要领紧固模具。
注塑技术人员培训教材塑料注塑成型加工基础知识(内部资料)目录一、塑料常识 (2)二、注塑机常识 (2)(一)注塑机的组成 (2)(二)注塑机的工作过程 (3)三、注塑机台操作常识 (4)四、注塑产品常见缺陷及原因 (5)五、注塑机台操作者注意事项 (6)六、注塑常用塑料材料的加工性能及应用特性 (7)1、聚乙烯(PE) (7)2、聚丙烯(PP) (8)3、聚氯乙烯(PVC) (8)4、聚苯乙烯(PS) (8)5、丙烯腈—丁二烯—苯乙烯共聚物(ABS) (9)6、聚甲基丙烯酸甲酯(PMMA) (9)7、聚碳酸酯(PC) (10)8、聚甲醛(POM) (10)9、聚酰胺(PA) (10)10、聚对苯二甲酸丁二(醇)酯(PBT) (11)塑料广泛应用于工农业生产,国防军工和日常生活各个领域,作为一种原料易得,性能优越,加工方便价格低廉的有机合成材料在浩瀚的材料之中已经独树一帜,获得了超过其它材料的发展速度,在生产和应用上有广阔前景。
塑料是人们用化学方法,人工合成出来的,是一种以高分子量的合成树脂为主要成份,在一定的条件下(温度,压力)下,塑制成一定形状,当外力解除后,常温下仍然能保持形状不变的材料。
塑料有两大类,一类为热塑性塑料,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚笨乙烯(PS)、ABS、有机玻璃(PMMA)、聚甲醛(POM)、聚碳酸酯(PC)、尼龙(PA)等等,这类塑料可以反复多次加工;另一类为热固性塑料,如:酚醛树脂(电木)(PF)、环氧树脂(EP)、脲甲醛树脂(电玉)(UF)、密胺塑料(MF)等这类不可反复进行成型加工。
塑料按用途分有两种,一种为通用塑料,它的强度低具有一般塑料的通性,另一种为工程塑料,它的强度较高,并且有特殊性。
塑料的优点主要表现在(1)重量轻(比重一般在0。
82~2。
2之间);(2)化学稳定性好(具有耐酸、耐碱、耐腐蚀);(3)电绝缘性好;(4)加工简单;(5)生产周期短;(6)具有多种成型加工,机械加工、装配、修饰方法.二、注塑机常识(一)注塑机的组成1、注塑装置:作用:使塑料均匀地塑化成熔融状态,并以足够的压力和速度,将一定量的熔料注射到模腔。