注塑成型培训教材
- 格式:pptx
- 大小:2.11 MB
- 文档页数:12
注塑工艺培训教材一、注塑工艺基础知识注塑成型是多种塑料制品成型方法中的一种,与其它塑料成型方法相比,注塑成型具有生产周期短,适应性强,生产效率高和易于自动化操作等特点。
注塑成型就是将塑料(一般为粒料)在注塑机的料筒内加热熔融,当呈流动状态时,在螺杆加压下,熔融塑料被压缩并向前移动,进而通过料筒前端的喷嘴以很快的速度注入温度较低的闭合模具内,经一定时间冷却后,开启模具即得制品。
我分厂生产的注塑件均是用在空调器上,对零件的表面状况、尺寸稳定性、力学性能等方面都有一定的要求。
如分体机面板、面板体、导风板等外观注塑件构成了我公司分体式空调的门面,它们表面状况的好坏对空调的外观质量起了决定性的作用;又因塑料的收宿率较大,若操作不当,注塑件尺寸的一致性就难以保证,将直接影响到空调的装配和运行。
总之,注塑操作过程——注塑工艺的控制在保证我公司空调的装配及整机质量上起着重要的作用。
二、注塑用塑料的工艺性能我分厂现用到的塑料主要有ABS、ABS+PC、透明ABS、PP、PC、PS、AS、PA(尼龙)等。
运用最普通,量也最大的是ABS,绝大部份空调室内机的塑料件是用ABS加上着色剂(色母)制成,着色剂的加入一方面能使制品获得鲜艳的颜色,增加美观,另一方面可改进制品耐候性和耐老化性,延长制品的使用寿命,但着色剂的热稳定性不是很理想,在较长时间的高温高压条件下会褪色、烧焦。
另外就是PP料,PP料根据所加填料的不同有耐候PP、填充PP、高冲PP,此类料均是有色拉粒料。
1、塑料的加工状态对塑料加工而言,不同的温度对应不同的加工状态。
塑料存在三个关键的温度:整形最低温度、加工最低温度和加工允许最高温度。
一般整形最低温度为70℃,只有在这个温度以上整形的效果才有保证,而且整形后制品温度必须需迅速冷却至整形最低温度以下,形状才会保持下来,但必需注意的是,整形过程中塑料结构会有所变化,翘曲得到缓解,制品尺寸会减少,所以整形的温度和时间一定要控制好。
注塑技术人员培训教材塑料注塑成型加工基础知识(内部资料)目录一、塑料常识 (2)二、注塑机常识 (2)(一)注塑机的组成 (2)(二)注塑机的工作过程 (3)三、注塑机台操作常识 (4)四、注塑产品常见缺陷及原因 (5)五、注塑机台操作者注意事项 (6)六、注塑常用塑料材料的加工性能及应用特性 (7)1、聚乙烯(PE) (7)2、聚丙烯(PP) (8)3、聚氯乙烯(PVC) (8)4、聚苯乙烯(PS) (8)5、丙烯腈—丁二烯—苯乙烯共聚物(ABS) (9)6、聚甲基丙烯酸甲酯(PMMA) (9)7、聚碳酸酯(PC) (10)8、聚甲醛(POM) (10)9、聚酰胺(PA) (10)10、聚对苯二甲酸丁二(醇)酯(PBT) (11)塑料广泛应用于工农业生产,国防军工和日常生活各个领域,作为一种原料易得,性能优越,加工方便价格低廉的有机合成材料在浩瀚的材料之中已经独树一帜,获得了超过其它材料的发展速度,在生产和应用上有广阔前景。
塑料是人们用化学方法,人工合成出来的,是一种以高分子量的合成树脂为主要成份,在一定的条件下(温度,压力)下,塑制成一定形状,当外力解除后,常温下仍然能保持形状不变的材料。
塑料有两大类,一类为热塑性塑料,如聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚笨乙烯(PS)、ABS、有机玻璃(PMMA)、聚甲醛(POM)、聚碳酸酯(PC)、尼龙(PA)等等,这类塑料可以反复多次加工;另一类为热固性塑料,如:酚醛树脂(电木)(PF)、环氧树脂(EP)、脲甲醛树脂(电玉)(UF)、密胺塑料(MF)等这类不可反复进行成型加工。
塑料按用途分有两种,一种为通用塑料,它的强度低具有一般塑料的通性,另一种为工程塑料,它的强度较高,并且有特殊性。
塑料的优点主要表现在(1)重量轻(比重一般在0。
82~2。
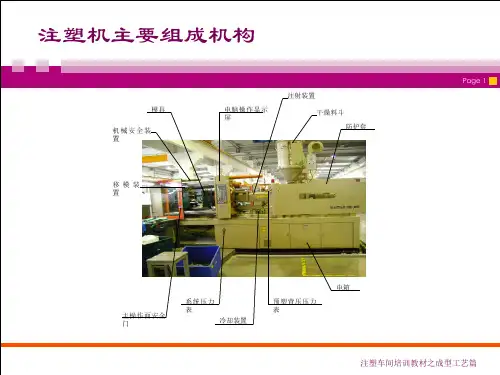
2之间);(2)化学稳定性好(具有耐酸、耐碱、耐腐蚀);(3)电绝缘性好;(4)加工简单;(5)生产周期短;(6)具有多种成型加工,机械加工、装配、修饰方法.二、注塑机常识(一)注塑机的组成1、注塑装置:作用:使塑料均匀地塑化成熔融状态,并以足够的压力和速度,将一定量的熔料注射到模腔。
目录第一章成型材料第一节注塑成型的进展概述第二节常用塑料第二章注塑材料的有关性能第一节塑料的物理性能第二节聚合物表面性能与相容性第三节聚合物的力学性能第四节聚合物的流变性能第三章制品成型机理第一节结晶效应第二节取向效应第三节内应力第四章成型故障及其解决方法第一节常见故障的产生原因及排除方法第二节聚烯烃类塑料故障的产生原因及排除方法第三节聚丙烯故障的产生原因及排除方法第四节聚氯乙烯故障的产生原因及排除方法第五节苯乙烯类阻燃塑料故障的产生原因及排除方法第六节聚甲醛故障的产生原因及排除方法第七节聚酰胺故障的产生原因及排除方法第八节聚碳酸酯故障的产生原因及排除方法第九节聚苯醚故障的产生原因及排除方法第十节透明塑料故障的产生原因及排除方法第一章成型材料第一节注射成型的进展近年来无论注塑理论和实践方面,还是在注塑工艺和成型设备方面都有较深的研究和进展。
注塑时,首先遇到的是注塑的可成型性,这是衡量塑料能否快速和容易地成型出合乎质量要求的产品。
并希望能在满足质量要求的前提下,以最短注塑周期进行高效率生产.不同的高分子材料对其加工的工艺条件及设备的性能区别很大,材料性能和工艺条件将最终影响塑料制品的物理机械性能,因此全面了解注塑周期内的工作程序,搞清可成型性和成型工艺条件及各种因素的相互作用和影响,对注塑加工有重要意义。
在对充模压力的影响实验表明:高聚物的非牛顿特性越强,则需要的压越低;结晶型比非结晶型高聚特制品有更大的收缩,在相变中比容变化较大.在对注塑过程中大分子取向的机理研究证明聚合物熔体受剪切变形时,大分子由无规卷曲状态解开,并向流动方向延伸和有规则的排列,如果熔体很快冷却到相变温度以下,则大分子没有足够的时间松和恢复到它原来的无规则卷曲的构象程度,这时的聚合物就要处于冻结取向状态,这种冻结取向使注塑制品在双折射热传导以及力学性质方面显示出各向导性。
由于流变学和聚合物凝固过程的形变原因,制品取向可能在一个方向占优势形成单轴取向,也可能在两个方向上占优势,形成双轴取向.双轴取向会使制品得到综合的机械特性,所以在注塑制品中总希望得到双轴取向制品。