注塑成型工艺培训教材
- 格式:pptx
- 大小:403.99 KB
- 文档页数:51
注塑培训教材注塑定义注塑的定义:一般是通过外加热和摩擦剪切热的方式将料筒内的胶料熔融为均匀的流动态,再借助柱塞或螺杆向熔体施加压力,通过喷嘴和浇道将其注射到一定的型腔中,冷却以获得所需的形状。
这其中包括了两局部,即塑化和注射,塑化即是指通过外热和剪切获得一定量可塑化的流体,注射是指将获得的流体注入模腔之中。
目录第一篇名词解释第二篇注塑机结构第三篇注塑原理第四篇常见注塑质量问题第五篇操作规程第六篇注塑机维护及保养第七篇成型模具使用及保养第八篇注塑平安第一篇名词解释注塑过程比拟常用到的一些名词及各项参数〔根本上叫法多一样,只是其中一些因为地方和习惯的原因有些变动〕:塑化〔预塑、计量、熔胶〕、防涎〔松退〕、转换点、转压点、行程、料垫〔余料量〕塑化:通过外加热和螺杆转动的剪切摩擦热使塑胶熔融,螺杆在背压的作用下,边转动边后退,同时熔融的胶料被输送到料筒前端,为接下的注射提供准备。
防涎:塑化完成后,料筒前端的熔融胶料在背压作用下会流出喷嘴〔这种情况也称为流涎〕,为防止这种情况出现,一般螺杆会退后一小断距离,降低熔体压力,防止流出喷嘴。
〔目前在我们对金属料的实际操作中,这一动作根本不用〕转换点:注塑过程中,每一过程的控制参数多分为几个小的阶段,设置的阶段点即为转换点。
转压点〔注射转换保压点〕:注射过程转换到保压过程的位置点或时间点行程:螺杆动作时所走过的距离,如塑化行程、注射行程料垫:保压结束后,留在螺杆前端的胶料浇注系统:熔料从注塑机喷嘴进入模具型腔所流经的通道称为浇注系统,由主流道、分流道、浇口、冷料井等组成。
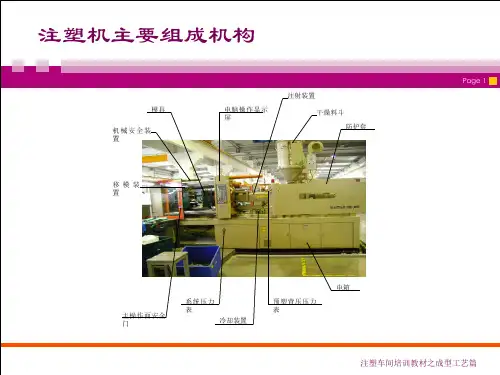
第二篇注塑机结构简介注塑机是注塑成型的主要设备,其性能与注塑工艺有着密切关系,了解注塑设备对我们完善和提高注塑工艺技术很有帮助。
目前注塑机朝着高效、高速、高精度、节能、低噪音方向开展,并衍生出各种型号,各种用途的注塑机。
第一章注塑机类型分类按注塑制品用料的塑化和注射方法分类:1〕柱塞式注塑机;2〕往复螺杆式注塑机;3〕螺杆塑化料,柱塞注射式注塑机按注塑机外形结构分类:1〕立式注塑机;2〕卧式注塑机;3〕角式注塑机;4〕多模式注塑机;按注塑机加工能力分类:1〕超小型注塑机〔合模力小于160KN〕;2〕小型注塑机〔160~2000 KN〕;3〕中型注塑机〔2500~4000 KN〕;4〕大型注塑机〔5000~12500 KN〕;5〕超大型注塑机〔大于16000 KN〕按注塑机用途分类:1〕通用型注塑机;2〕专用型注塑机〔热固性塑料注射机、注射吹塑成型机、排气式注塑机、精密高速注塑机、塑料鞋用注塑机、多组分注塑机、结构发泡注塑机、反响注塑成型设备〕按动力方式分类:1〕电动式注塑机;2〕液压式注塑机第二章注塑机结构注塑机结构包括以下系统:1〕塑化注射系统、2〕合模系统、3〕加热冷却系统、4〕液压系统、5〕电控系统、6〕平安保护与监测系统、7〕润滑系统1)塑化注射系统:注射系统的作用是输送并塑化熔融喂料,并在高压高速下将其注入模腔。
注塑成型技术培训资料1质缺陷如何解决注塑产品存在的品质缺陷如何解决注塑产品存在的品质缺陷如何解决注塑产品存在的品质缺陷1、注塑产品存在的品质缺陷:塑料制品的成型加工过程中,由于加工设备不一,成型性能各异,原料品种繁多,加之设备的运行状态,模具的型腔结构、物料的流变性筹多种因素错综变化的影响,使得塑料的内在及外观质量经常会出现各种各样的成型缺陷。
常见的外观缺陷有:缩水、飞边、黑点、流纹、熔接线、亮纹、缺胶、气泡、料花等2、如何解决缩水•缩水产生的原因制件在模具中冷却时,由于制件的胶厚不一致而导致塑胶收缩不均匀而引起的凹痕。
解决缩水的原理是:在制件冷却过程中,熔胶不断补充制件收缩引起的空缺。
因此在正常情况下要保证熔胶补充的通道不受阻和足够的补充压力。
3、•在注塑工艺上的解决办法:(1)注塑条件问题:①注射量不足;②提高注射压力;③增加注射时间;④增加保压压力或时间;⑤提高注射速度;⑥增加注射周期;⑦操作原因造成的注射周期反常。
4、(2)温度问题:①物料太热造成过量收缩;②物料太冷造成充料压实不足;③模温太高造成模壁处物料不能很快固化;④模温太低造成充模不足;⑤模子有局部过热点;⑥改变冷却方案5、(3)模具问题:①增大浇口;②增大分流道;③增大主流道;④增大喷嘴孔;⑤改进模子排气;⑥平衡充模速率;⑦避免充模料流中断;⑧浇口进料安排在制品厚壁部位;⑨如果有可能,减少制品壁厚差异;⑩模子造成的注射周期反常。
6、(4)设备问题:①增大注压机的塑化容量;②使注射周期正常7、(5)冷却条件问题:①部件在模内冷却过长,避免由外往里收缩,缩短模子冷却时间;②将制件在热水中冷却。
8、3、如何解决飞边•产生飞边的原因:产品溢边往往由于模子的缺陷造成,其他原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
•如何判断产生飞边的原因:在一般情况下,采用短射的办法。
即在注塑压力速度较低、不用保压的情况下注塑出制件90%的样板,检查样板是否出现飞边,如果出现,则是模具没有配好或注塑机的锁模压力不足,如果没有出现,则是由于注塑条件变化而引起的飞边,比如:保压太大、注射速度太快等。

注塑成型工艺培训教材第一章成型材料第一节注射成型的进展近年来无论在注塑理论和实践方面,还是在注塑工艺和成型设备方面都有较深的研究和进展。
注塑时,首先遇到的是注塑的可成型性,这是衡量塑料能否快速和容易地成型出合乎质量要求的品。
并希望能在满足质量要求的前提下,以最短注塑周期进行高效率生产。
不同的高分子材料对其加工的工艺条件及设备的感性别很大,材料性和工艺条件将最终影响塑料制品的理机械性能,因此全面了解注塑周期内的工作程序,搞清可成型性和成型工艺条件及各种因素的相互作用和影响,对注塑加工有重要意义。
在对充模压力的影响实验表明:高聚物的非牛顿特性越强,则需要的压越低;结晶型比非结晶型高聚物制品有更大的收收缩,在相变中比容变化较大。
在对注塑过程中大分子取向的机理研究证明聚合物熔体受剪切变形时,大分子由无规卷曲状态解开,并向流动方向延伸和有规则的排列,如果熔体很快冷却到相变温度以下,则大分子没有足够的时间松和恢复到它原来的无规则卷曲的构象程度,这时的聚合物就要处于冻结取向状态,这种冻结取向使注塑制品在双折射热传导以及力学性质方面显示出各向导性。
由于流变学和聚合物凝固过程的形变原因,制品取向可能在一个方向占优势形成单轴取向,也可能在两个方向上占优势,形成双轴取向。
双轴取向会使制品得到综合的机械特性,所以在注塑制品中总希望得到双轴取向制品。
而在纡维抽丝过程中却希望得到单轴取向。
对于取向分布的试验表明:取向最大是发生在距离制件表面20%的厚度处,发现取向程度随熔体温度与模温减小而增加,而提高注射压力或延长注射时间会增加制品的取向程度。
对聚苯乙烯试样表明:拉伸强度在平行取向方向上随取向度增加而提高,在垂直方向上则下降。
对聚甲醛的观察表明:注射时间的加长会使过渡晶区的厚度增加,注射压力的提高会使制品断裂伸长加大。
测试表明:注塑的残余应力与应变对制品质量有着重要影响,一般注塑制品有三种残余应变形式;A伴随热应力而产生的应变,B与分子冻结取向相关的残余应变,C形体应变,对一般塑料而言注射压力的增加会增加制品中的残余应力,而对ABS不十分明显。