R-P-G030-00滤芯完整性检测记录
- 格式:doc
- 大小:158.00 KB
- 文档页数:1
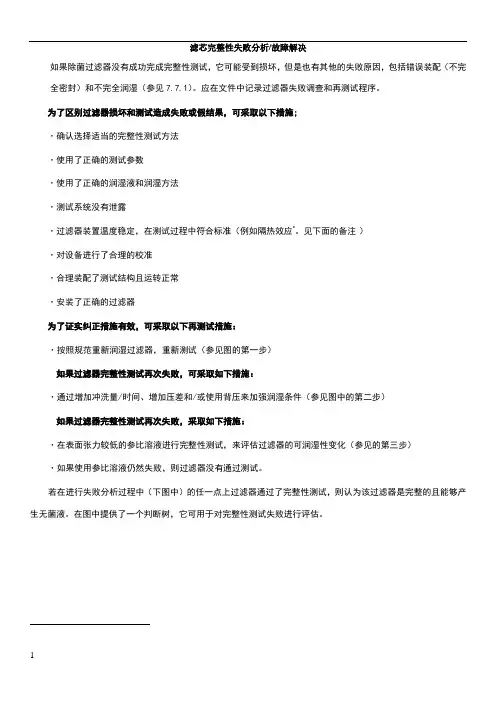
滤芯完整性失败分析/故障解决如果除菌过滤器没有成功完成完整性测试,它可能受到损坏,但是也有其他的失败原因,包括错误装配(不完全密封)和不完全润湿(参见7.7.1)。
应在文件中记录过滤器失败调查和再测试程序。
为了区别过滤器损坏和测试造成失败或假结果,可采取以下措施;·确认选择适当的完整性测试方法·使用了正确的测试参数·使用了正确的润湿液和润湿方法·测试系统没有泄露·过滤器装置温度稳定,在测试过程中符合标准(例如隔热效应*。
见下面的备注)·对设备进行了合理的校准·合理装配了测试结构且运转正常·安装了正确的过滤器为了证实纠正措施有效,可采取以下再测试措施:·按照规范重新润湿过滤器,重新测试(参见图的第一步)如果过滤器完整性测试再次失败,可采取如下措施:·通过增加冲洗量/时间、增加压差和/或使用背压来加强润湿条件(参见图中的第二步)如果过滤器完整性测试再次失败,采取如下措施:·在表面张力较低的参比溶液进行完整性测试,来评估过滤器的可润湿性变化(参见的第三步)·如果使用参比溶液仍然失败,则过滤器没有通过测试。
若在进行失败分析过程中(下图中)的任一点上过滤器通过了完整性测试,则认为该过滤器是完整的且能够产生无菌液。
在图中提供了一个判断树,它可用于对完整性测试失败进行评估。
*注意:隔热效应是当测试气体进入滤壳时的快速扩散,这可引起制冷效应,使得气体在滤壳中压缩。
这种效应能够导致假阳性的完整性测试失败,因为在测试时间之外,随着时间的增加,扩散/顺流将持续降低。
为了克服这一点,需对这些系统延长稳定和测试时间。
v1.0 可编辑可修改7.5.1润湿不充分的失败分析一般来说,过滤器完整性测试失败是由于对过滤器的润湿不充分。
不完全润湿可能是由于没有对所有气孔进行充分冲洗加以润湿、吸收了疏水性污染物,或是由于存在能够改变滤膜的表面润湿特点的其他配方成分。

过滤器完整性测试问题分析制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。
如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。
但如果操作不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。
过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。
泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。
扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。
任何一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测试的结果。
常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完全润湿造成。
但不完全润湿是一个常见问题,并不是唯一的潜在问题。
这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。
目的是增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整性测试在第一时间就被正确执行。
1. 一般的完整性测试结果分类(1)通过泡点和扩散流在指标之内并且在合理范围之内。
例如,一根滤芯的最小泡点是50psi,实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8-12mL/min。
当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。
(2)一般性失败例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就为一般性失败。
一根真实的有缺陷的滤芯,典型的结果就是一般性失败。
比如一根滤芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔径要大,其结果就是低的毛细管力和低压下高的气体流速。
出现这种情况时,通常会进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。
(3)边缘性失败例如指标值是50psi 泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测试结果为15mL/min。
![滤芯知识及完整性测试培训 [兼容模式]](https://uimg.taocdn.com/395e76cf0c22590102029d6e.webp)
滤芯知识及完整性测试培训生产部★蓝色刀锋2014年04月目录✧滤芯基础知识✧我公司目前使用的滤芯情况✧滤芯的使用✧滤芯完整性测试✧滤芯的清洗✧滤芯的保存2定义✧我们此次培训中所提及的所有的滤芯均指的是折叠筒式微孔膜过滤芯(引自《折叠筒式微孔膜过滤芯(HY/T055-2001)》)。
✧折叠筒式微孔膜过滤芯:以微孔滤膜为过滤介质,经折叠等工序制成,用以对液体或气体进行过滤净化的一种精密过滤膜元件。
✧滤芯孔径:滤芯所用滤膜的标称孔径。
✧完整性测试:单元滤芯组装完成后进行的整体检测。
✧滤芯最小泡点压力:滤芯出现第一个气泡并连续出泡是的最小压力。
✧以上定义均源自《折叠筒式微孔膜过滤芯(HY/T055-2001)》3产品标记✧特别注明:此处的产品标记是指国产滤芯✧滤芯的产品标记由滤膜材质、孔径、接口形式及密封圈材质五部分组成。
4我公司目前使用的滤芯情况✧目前我公司使用的过滤液体的滤芯基本是Millipore(密理博)品牌;✧药液的终端过滤器均是Millipore(密理博)品牌,亲水性终端过滤器均为CVGL71TP3;疏水性终端过滤器(鸦胆子油过滤)为CTGR75S01。
✧目前使用的还有CVHL71TP3等。
✧仍有其他国产滤芯使用在非关键区域,如制水岗位纯化水制备系统的保安过滤器为国产20英寸5um的滤芯。
5密理博滤芯编号✧这里所说的滤芯编号是指滤芯包装上的CAT. NO.✧比如:CVGL71TP3;CVHL71TP3;CTGB71TP3;CTGB 75S01…….✧这里由数字和字母组成的9位分别代表着什么意思?从这些字母和数字上都能看到滤芯的哪些信息?6滤芯编号解释7示例8CVGL滤芯知识(一)✧过滤面积:5-inch滤芯:0.35㎡✧10-inch滤芯:0.69㎡✧最大压差:✧正向:25℃时 5.5bar✧80℃时 1.8bar✧135℃时345mbar(0.345bar)✧反向:25℃时,间断性压差为3.4bar9CVGL滤芯知识(二)✧泡点值23℃时,0.22um通空气用水润湿≥3450mbar;0.1um 通空气用水润湿≥4830mbar.✧空气扩散(扩散流)前提条件:23℃时,通过水润湿滤膜0.1um在3.9bar压力下≤20.0cc/min每10英寸滤器0.22um在2.8bar压力下≤13.3cc/min每10英寸滤器✧灭菌次数:✧可在126℃,60分钟条件下,高压蒸汽灭菌30次;(离线灭菌)✧可在135℃,30分钟条件下,在线蒸汽灭菌30次。


滤芯完整性失败分析/故障解决如果除菌过滤器没有成功完成完整性测试,它可能受到损坏,但是也有其他的失败原因,包括错误装配(不完全密封)和不完全润湿(参见7.7.1)。
应在文件中记录过滤器失败调查和再测试程序。
为了区别过滤器损坏和测试造成失败或假结果,可采取以下措施;·确认选择适当的完整性测试方法·使用了正确的测试参数·使用了正确的润湿液和润湿方法·测试系统没有泄露·过滤器装置温度稳定,在测试过程中符合标准(例如隔热效应*。
见下面的备注)·对设备进行了合理的校准·合理装配了测试结构且运转正常·安装了正确的过滤器为了证实纠正措施有效,可采取以下再测试措施:·按照规范重新润湿过滤器,重新测试(参见图7.1-1的第一步)如果过滤器完整性测试再次失败,可采取如下措施:·通过增加冲洗量/时间、增加压差和/或使用背压来加强润湿条件(参见图7.7-1中的第二步)如果过滤器完整性测试再次失败,采取如下措施:·在表面张力较低的参比溶液进行完整性测试,来评估过滤器的可润湿性变化(参见7.7-1的第三步)·如果使用参比溶液仍然失败,则过滤器没有通过测试。
若在进行失败分析过程中(下图中)的任一点上过滤器通过了完整性测试,则认为该过滤器是完整的且能够产生无菌液。
在图7.7-1中提供了一个判断树,它可用于对完整性测试失败进行评估。
*注意:隔热效应是当测试气体进入滤壳时的快速扩散,这可引起制冷效应,使得气体在滤壳中压缩。
这种效应能够导致假阳性的完整性测试失败,因为在测试时间之外,随着时间的增加,扩散/顺流将持续降低。
为了克服这一点,需对这些系统延长稳定和测试时间。
7.5.1润湿不充分的失败分析一般来说,过滤器完整性测试失败是由于对过滤器的润湿不充分。
不完全润湿可能是由于没有对所有气孔进行充分冲洗加以润湿、吸收了疏水性污染物,或是由于存在能够改变滤膜的表面润湿特点的其他配方成分。
来源:作者:时间:2009-07-11 点击:泡点的原理:需要一定压力才能使气体冲破已经湿润的滤膜,气体大量从膜孔流出这一点的压力值是这个膜的泡点,测定这一压力值的方法是泡点法。
对完整性良好的滤芯,空气由于扩散会通过滤膜孔湿润后形成的液体薄膜,测量透过空气的流量(立方厘米/分钟)即可得到前进流数值。
前进流数值可以是在一定压力下已湿润滤膜下游空气透过量,也可以是为维持一定的压力在已湿润滤膜的上游所需的空气流量。
压力保持试验是另一种形式的上游前进流试验。
在这种试验中,过滤器滤壳压力达到一个预定值后,系统与压力源隔开,在一定时间内系统压力的衰减值即等同于扩散通过已湿润滤膜的空气流量。
由于上游完整性试验不破坏下游的无菌状态,故其在严格的流体工艺中非常有用。
起泡点试验如要准确测定,一般最好是用专业厂家生产的起泡点测试仪,没有起泡点测试仪,也可手工测试。
一般只有除菌的0.22µm滤芯或滤膜需作起泡点,方法如下:试验方法如下:微孔滤膜起泡点试验1、将待测试的微孔滤膜或滤芯用注射用水完全润湿,安装到调剂到罐装的输液管路系统中,向装滤膜或滤芯的不锈钢圆盘过滤器或套筒中加入适量的注射用水浸没滤膜或滤芯。
2、从不锈钢圆盘过滤器或套筒的进料端缓慢通入压缩空气,注意压力应按仪器要求。
3、一般仪器可按说明操作,手工测试则需缓慢加大压缩空气至一定压力不同孔径的滤膜或滤芯都有固定的最小泡点值,注意观察在最小泡点值时,注射用水出口是否有气泡冒出。
4、判定标准如仪器测试则可自动给出结果是否合格,手工测试则有气泡冒出时的压力值必须等于或大于厂家的最小起泡点值。
不合格,要查找原因,是否管路有泄露,否则此滤膜不符合生产要求,应更换,并重新进行此实验,直至滤膜符合生产要求。
5、一般生产厂家的滤芯重复使用(进口滤芯较贵,生产批量又不大),有时不是滤芯漏了,而是滤芯处理不净,有残留物质影响起泡点,要特别注意所用原料的性质。
过滤器完整性测试步骤一.消毒前1. 将滤芯润湿,可以先将滤芯完全浸泡在干净水中10-15分钟,也可以将滤芯安装在滤壳中,让干净水滤过滤芯达到湿润目的,一般10英寸需滤过10L以上干净水。
过滤器完整性试验完整性试验(integrity test)是过滤和超滤工作中必不可少的检测方法。
除菌滤器(滤膜或滤芯)或超滤器使用前后均需做完整性检测。
以此确认滤芯孔径、滤芯安装是否正确,滤芯受损情况及滤芯和厂家认证是否一致。
只有这样才能确保除菌或超滤有成功的把握。
尤其是经处理后重复使用的滤芯和超滤膜,更有必要在使用前后做相应的完整性检测。
完整性检测分破坏性检测和非破坏性检测两类。
厂家以颗粒挑战试验或细菌挑战试验来评价或验证滤芯的质量,因滤芯试验后滤膜被颗粒堵塞和污染而废弃,故称为破坏性检测。
用户常用的是非破坏性检测。
本节仅就非破坏性检测作一简介。
FDA认可的非破坏性检测方法有3种,即起泡点试验(bubble point test),扩散流试验(forward flow or diffusive flow test)和压力保持实验或压力衰减试验(pressure hold test or pressure decay test)。
通过非破坏性检测方法可以检测滤器性能,但前提必须是供货商提供经过破坏性试验验证的非破坏性试验标准合格值,否则检测数据无意义。
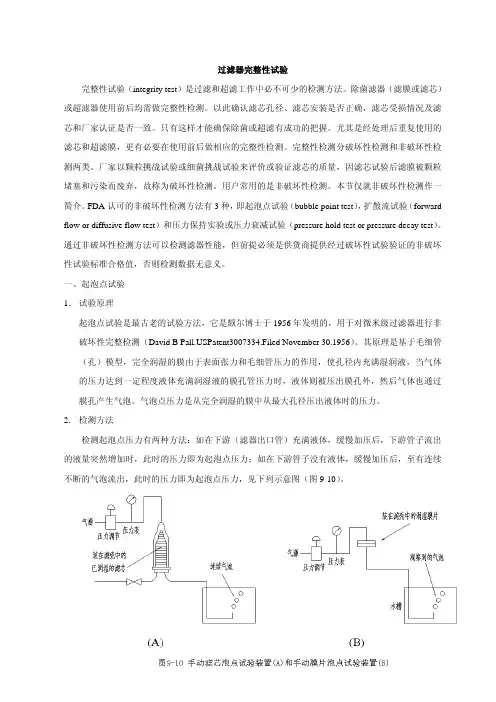
一、起泡点试验1.试验原理起泡点试验是最古老的试验方法,它是颇尔博士于1956年发明的,用于对微米级过滤器进行非破坏性完整检测(David B Patent3007334.Filed November 30.1956)。
其原理是基于毛细管(孔)模型,完全润湿的膜由于表面张力和毛细管压力的作用,使孔径内充满湿润液,当气体的压力达到一定程度液体充满润湿液的膜孔管压力时,液体则被压出膜孔外,然后气体也通过膜孔产生气泡。
气泡点压力是从完全润湿的膜中从最大孔径压出液体时的压力。
2.检测方法检测起泡点压力有两种方法:如在下游(滤器出口管)充满液体,缓慢加压后,下游管子流出的液量突然增加时,此时的压力即为起泡点压力;如在下游管子没有液体,缓慢加压后,至有连续不断的气泡流出,此时的压力即为起泡点压力,见下列示意图(图9-10)。

近日,中国制药装备行业协会发布了《过滤器完整性自动测试仪》标准(草案):该文件规定了过滤器完整性测试仪的标记、要求、试验方法、检验规则,以及标志、使用说明书、包装、运输和贮存。
适用于滤芯过滤器、滤膜过滤器完整性测试仪。
要求过滤器完整性测试仪满足以下标准:1.测试仪的测量示值最大允许误差应不大于:前进流:±4%或±0.1ml/min,取大者水侵入:±4%或±0.02ml/min,取大者泡点:±50mbar2.测试仪的前进流、水侵入、泡点重复性应优于3%。
3.测试仪应满足环境适用性要求。
内容如下:过滤器完整性测试仪1 范围本标准规定了过滤器完整性测试仪的标记、要求、试验方法、检验规则,以及标志、使用说明书、包装、运输和贮存。
本标准适用于滤芯过滤器、滤膜过滤器完整性测试仪(以下简称测试仪)。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 9969 工业产品使用说明书总则GB/T 36035.1-2018 制药机械电气安全通用要求GB/T 5226.1-2008 机械电气安全机械电气设备第1部分:通用技术条件GB/T 6388 运输包装收发货标志GB/T 10111 随机数的产生及其在产品质量抽样检验中的应用程序GB/T 13306 标牌GB/T 13384 机电产品包装通用技术条件GB/T 14710-2009 医用电气环境要求及试验方法GB/T16769 金属切削机床噪声声压级测量方法GB/T 24342-2009 工业机械电气设备保护接地连续性试验规范3 标记3.1 型号编制3.2 标记示例JF8000:表示压力适用量程为8000mbar的过滤器完整性测试仪。
4 要求4.1 材料测试仪的零件材料应无毒、耐腐蚀、耐高温、不脱落、不易滋生细菌、不易染菌。
滤芯、滤芯完整性测试滤芯、滤膜完整性测试完整性测试的传统方法包括:气泡点测试法、扩散流测试法,这些测试方法都要求使用合适的湿润剂将被测滤膜彻底湿润。
对于疏水性滤膜,采用上述方法测试前,必须使用表面张力比滤膜材质本身表面张力小的润湿剂,实际应用中采用如醇类或醇水混合液等有机溶剂作为湿润剂,来保证滤膜充分湿润。
当过滤系统是生物反应器或发酵罐的无菌空气过滤器和呼吸器时,经测试过程而残留在滤膜的有机溶剂会对料液产生危害。
同时,从操作的安全性考虑,使用有机溶剂时,对相应的生产设备必须进行防燃和防爆等保护措施,并且还有避免有机溶剂污染产品,最后,使用前干燥滤器的方法也相当复杂。
此外,在线测试滤器完整性的同时,还必须测定滤器的安全密封性。
而滤器在经过在线蒸汽灭菌后,就不能在使用有机溶剂湿润滤器来进行完整性测试。
1. 起泡点所谓气泡点,最朴素的原理可以理解为这样,取一定材质的滤膜或滤芯,用一定的溶液润湿,然后在一侧加压隔离一定压力的气体之后,随着气体压力的增加,气体从滤膜一侧释出,表现为膜一侧出现大小、数量不等的气泡,对应的压力值为气泡点压力。
进一步有专家建议可以根据气泡出现的次序与数量,给出起泡点压力,群泡点压力、全泡点压力等更具体的定义。
所以广义的气泡点压力在不同的理解中可能就分别被取代为起泡点压力,群泡点压力、全泡点压力等。
之所以出现上述不同的理解,可能源于对过膜气体流量的物理意义还没有统一的认识。
起泡点压力是从完全润湿的膜中,从最大孔径中压出液体的气体压力,用于实验的液体必须完全对膜进行润湿,这时在膜孔里会充满液体。
当气体的压力大于膜孔内的毛细管压力和表面张力时,液体才能被压出膜孔。
如果膜的种类和润湿液不同,也就是说膜的材质、膜的结构、孔径大小、表面张力、温度的改变都会对起泡点压力有所影响。
滤芯被完全、充分浸润后,处于气相中的气体要将吸附、封堵于毛细管壁里的液体推出,需要克服一定的液体表面张力,此张力与毛细管孔物理性状、液体-膜材料的浸润角和气体压力的关系式为:R = 2k?δ?cosθ/?p其中:R——微孔半径;δ——液体表面张力系数;θ ——液体滤膜材料的浸润角;?p ——气体作用在毛细管孔上的净压力;K ——孔型修正系数。
编号:过滤器完整性测试仪验证方案********药业有限公司年月日目录1 概述2 验证项目中各部门及人员责任3 验证目的4 验证依据5 验证方法6 验证程序7 再验证周期8 附表1 概述根据GMP要求,各种过滤器在使用前后均应做完整性试验,从而证明过滤器的滤膜或滤芯是否完好无破损,通过压力值测定检查其孔径是否符合生产工艺要求。
本验证方案是对药液过滤系统上安装的筒式过滤器进行完整性测试,以证明该滤芯的完好及孔径是否符合要求,从而确保压缩空气质量,满足生产工艺要求。
2 验证项目中各部门及人员责任2.1 验证项目小组成员及责任验证项目小组成员验证项目小组组长:负责验证方案的编写,组织验证全过程的实施,起草验证报告。
验证项目小组成员:分别负责落实方案实施中各部分验证的具体工作。
2.2 验证工作中各部门责任:验证委员会:负责批准验证立项申请,设立验证项目小组;审批验证方案;批准验证报告;负责组织验证评价工作,发放验证证书。
验证实施人员:负责验证过程的协调工作;负责掌握验证工作进度;负责收集整理验证资料;负责验证归档工作。
生产车间:负责验证期间操作间环境卫生及气源提供工作。
质量管理部:负责验证过程中的质量监控及验证培训工作。
工程部和动力部:负责对公用系统、生产设备、设备维修及校正等各项工作中提供及时可靠的支持和服务。
3 验证目的通过检测筒式过滤器滤芯是否完整、孔径是否符合要求,来证明过滤效果是否满足工艺要求,从而有效的保证药品质量。
4 验证依据4.1 《药品生产质量管理规范》(1998年修订)4.2 压缩空气使用标准操作规程。
4.3 气泡点测试标准操作规程4.4 《药品生产验证指南》5 验证方法本次对药液过滤系统上安装的筒式过滤器验证采用气泡点法。
5.1 气泡点法原理5.1.1:当滤材被液体浸润后,在滤材的两侧加上气体压差,由于毛细管效应,气体要将毛细管中的液体赶走而冒出气泡,气体的压差必须增大到某一值 P1。
1.目的:建立一个生产用滤芯的管理规程,以规范生产用滤芯的领用、清洗、完整性检测、更换管理。
2.依据:国家食品药品监督管理局《药品生产质量管理规范》(1998年修订)3.适用范围:工艺用水、压缩空气、氮气、呼吸器、料液、消毒液过滤用滤芯的管理。
4.责任:各使用岗位对本规程的实施负责,质量部QA负责对本规程的实施进行监督。
5.内容:5.1.滤芯由三部分组成:折叠滤膜,支架,O形环,5.2.生产用滤芯的分类5.2.1.滤芯按过滤介质及滤膜的性质的种类可分为以下类型农药机有限公司的纯蒸汽灭菌柜的呼吸器为PALL公司的囊式过滤器,滤芯与套筒一体的一次性过滤器,规格为KA1。
5.2.3.按滤膜的材质分类有聚四氟乙烯(PTFE)、聚醚砜(PES)、聚丙烯(PP)。
5.2.4.按滤膜的孔径分类有0.45μm及0.22μm(或0.2μm)。
0.22μm及0.2μm均为除菌级的过滤精度,两种精度的过滤器可以互换使用,均无差异,仅为不同厂家标称方法的差异。
5.2.5.按滤芯的接口分类,常用的可以分为222(螺口)及226(卡口)两种。
不包含囊式过滤器。
5.2.6.按滤芯的外形可分为平头及翅头两种。
5.3.滤芯的领用5.3.1.由车间物料员填写领料单,到仓库领取。
详细注明滤芯性质,包括滤膜材质、孔径、滤芯的尺寸、滤芯的接口方式、滤膜的亲水或疏水性,必要时包含厂家的名称。
确保所领取的滤芯符合生产的要求。
5.4.滤芯的安装5.4.1.小心拆开滤芯的包装袋。
5.4.2.检查“O”形圈,应完好。
5.4.3.如需浸泡润湿,应先将滤芯润湿后再安装。
5.4.4.将滤芯垂直插入清洁的套筒底部,如使用226接口(卡口)的滤芯,应旋转滤芯,使其卡紧,握滤芯的部位应靠近滤芯下端附近,防止损坏滤芯。
5.5.亲水性滤芯的清洗5.5.1.新滤芯或干燥的滤芯清洗及使用前均需润湿:用工艺用水浸润30-60分钟,可以浸泡在工艺用水中;或将滤芯安装在套筒中,在套筒中加满工艺用水,打开排气阀及排水阀。
过滤芯完整性测试资料方案50页PPT 标题:过滤芯完整性测试资料方案第一页:标题-项目名称:过滤芯完整性测试资料方案-日期:[日期]第二页:目录-第一部分:项目简介-第二部分:完整性测试方法-第三部分:数据收集和分析-第四部分:测试结果展示-第五部分:结论与建议第三页:项目简介-背景:介绍需要进行过滤芯完整性测试的背景信息,如产品类型、市场需求等。
-目标:明确该方案的目标,即验证过滤芯的完整性。
-范围:概述该方案所涵盖的过滤芯型号、测试方法和数据收集方式等。
第四页:完整性测试方法-测试步骤:详细说明过滤芯完整性测试的步骤,包括准备工作、测试设备和流程。
-测试方案:介绍所采用的测试方法和标准,如通过气泡点测试、色素渗透法等。
-数据记录:明确测试数据的记录方式和要求。
第五页:数据收集和分析-数据收集:阐述数据收集的方式和时间,如在正常生产环境下进行采样和测试。
-数据分析:描述如何分析收集到的数据,包括统计分析和图表展示等。
第六页:测试结果展示-结果汇总:总结测试结果,包括每个过滤芯的完整性情况和测试中发现的异常情况或问题。
-分析结果:通过图表和图像展示数据分析结果,比较不同过滤芯的性能差异等。
-结果解释:对测试结果进行解释,分析可能的原因或影响因素。
第七页:结论与建议-结论:根据测试结果得出结论,评估过滤芯的完整性,并指出满足或不满足相关标准的情况。
-建议:给出针对过滤芯完整性的改进建议,如调整生产过程、改良测试方法等。
第九页至第50页:根据需要展示更详细的测试步骤、数据分析和结果展示等内容。
附注:根据要求本PPT应达到至少1200字以上。