荧光渗透检出的铸件缺陷成因分析及防止措施
- 格式:pdf
- 大小:175.94 KB
- 文档页数:4
铸造工艺流程中的铸件缺陷分析与改进策略铸造工艺是一种重要的金属加工方法,用于制造各种形状的金属件。
然而,在铸造过程中,铸件缺陷是一个常见的问题,它会影响到铸件的质量和性能。
因此,对于铸造工艺流程中的铸件缺陷进行深入分析,并提出改进策略,对于提高铸件质量和工艺效率具有重要意义。
一、铸件缺陷的分类与原因分析在铸造工艺中,铸件缺陷可以分为表面缺陷和内部缺陷两类。
常见的表面缺陷包括气孔、砂眼、砂洞等;内部缺陷主要有夹杂物、孔洞、收缩系数不均匀等。
1.1 气孔气孔是铸造工艺中最常见的表面缺陷之一。
其形成的原因通常有两个方面,一是液态金属中溶解气体含量过高,二是在金属凝固过程中,气体生成而未能有效排除。
造成气孔的常见因素包括砂芯质量不佳、浇注温度过高、浇注速度过快等。
1.2 砂眼和砂洞砂眼是指铸件表面局部凹陷的缺陷,而砂洞是指铸件内部或边缘凹陷的缺陷。
主要原因包括模具缺陷、浇注系统设计不合理、浇注金属温度过低等。
1.3 夹杂物夹杂物是指铸件中存在的杂质,如炉渣、油污等。
其主要原因包括铁水净化不彻底、砂芯质量不佳等。
1.4 孔洞孔洞是指铸件内部存在的封闭空腔。
常见的孔洞形式包括气孔和收缩孔。
造成孔洞的原因主要有铁水中含气量高、铸型泥浆含水量高等。
1.5 收缩系数不均匀收缩系数不均匀是指铸件不同部位的收缩量不一致。
这可能会引起铸件的内部应力集中,从而导致开裂和变形。
收缩系数不均匀的原因包括铸造合金的特性、浇注温度的控制等。
二、改进策略为了减少铸件缺陷,提高铸件质量和工艺效率,以下是一些改进策略的具体措施:2.1 优化模具设计模具设计是影响铸件质量的关键因素之一。
通过优化模具结构、提高模具材料质量和表面光洁度,可以减少砂眼、砂洞等表面缺陷的产生。
2.2 控制浇注温度和速度浇注温度和速度对铸件质量有着直接的影响。
合理控制浇注温度和速度,可以降低气孔和夹杂物等缺陷的产生。
2.3 改进铸型材料和工艺选择合适的铸型材料,对铸件质量和工艺效率的提高至关重要。
铸件常见缺陷的产生原因及防止方法一、气孔(气泡、呛孔、气窝)特征:气孔是存在于铸件表面或内部的孔洞,呈圆形、椭圆形或不规则形,有时多个气孔组成一个气团,皮下一般呈梨形。
呛孔形状不规则,且表面粗糙,气窝是铸件表面凹进去一块,表面较平滑。
明孔外观检查就能发现,皮下气孔经机械加工后才能发现。
形成原因:1、模具预热温度太低,液体金属经过浇注系统时冷却太快。
2、模具排气设计不良,气体不能通畅排出。
3、涂料不好,本身排气性不佳,甚至本身挥发或分解出气体。
4、模具型腔表面有孔洞、凹坑,液体金属注入后孔洞、凹坑处气体迅速膨胀压缩液体金属,形成呛孔。
5、模具型腔表面锈蚀,且未清理干净。
6、原材料(砂芯)存放不当,使用前未经预热。
7、脱氧剂不佳,或用量不够或操作不当等。
防止方法:1、模具要充分预热,涂料(石墨)的粒度不宜太细,透气性要好。
2、使用倾斜浇注方式浇注。
3、原材料应存放在通风干燥处,使用时要预热。
4、选择脱氧效果较好的脱氧剂(镁)。
5、浇注温度不宜过高。
二、缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。
常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有大平面的厚薄处。
形成原因:1、模具工作温度控制未达到定向凝固要求。
2、涂料选择不当,不同部位涂料层厚度控制不好。
3、铸件在模具中的位置设计不当。
4、浇冒口设计未能达到起充分补缩的作用。
5、浇注温度过低或过高。
防治方法:1、提高磨具温度。
2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象。
3、对模具进行局部加热或用绝热材料局部保温。
4、热节处镶铜块,对局部进行激冷。
5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾。
6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分。
7、模具冒口上设计加压装置。
8、浇注系统设计要准确,选择适宜的浇注温度。
常见铸件缺陷及其预防措施常见铸件缺陷及其预防措施(序+缺陷名称+缺陷特征+预防措施)1 气孔在铸件内部、表面或近于表面处,有大小不等的光滑孔眼,形状有圆的、长的及不规则的,有单个的,也有聚集成片的。
颜色有白色的或带一层暗色,有时覆有一层氧化皮。
降低熔炼时流言蜚语金属的吸气量。
减少砂型在浇注过程中的发气量,改进铸件结构,提高砂型和型芯的透气性,使型内气体能顺利排出。
2 缩孔在铸件厚断面内部、两交界面的内部及厚断面和薄断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
壁厚小且均匀的铸件要采用同时凝固,壁厚大且不均匀的铸件采用由薄向厚的顺序凝固,合理放置冒口的冷铁。
3 缩松在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
壁间连接处尽量减小热节,尽量降低浇注温度和浇注速度。
4 渣气孔在铸件内部或表面形状不规则的孔眼。
孔眼不光滑,里面全部或部分充塞着熔渣。
提高铁液温度。
降低熔渣粘性。
提高浇注系统的挡渣能力。
增大铸件内圆角。
5 砂眼在铸件内部或表面有充塞着型砂的孔眼。
严格控制型砂性能和造型操作,合型前注意打扫型腔。
6 热裂在铸件上有穿透或不穿透的裂纹(注要是弯曲形的),开裂处金属表皮氧化。
严格控制铁液中的 S、P含量。
铸件壁厚尽量均匀。
提高型砂和型芯的退让性。
浇冒口不应阻碍铸件收缩。
避免壁厚的突然改变。
开型不能过早。
不能激冷铸件。
7 冷裂在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮氧化。
8 粘砂在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙。
减少砂粒间隙。
适当降低金属的浇注温度。
提高型砂、芯砂的耐火度。
9 夹砂在铸件表面上,有一层金属瘤状物或片状物,在金属瘤片和铸件之间夹有一层型砂。
严格控制型砂、芯砂性能。
改善浇注系统,使金属液流动平稳。
大平面铸件要倾斜浇注。
10 冷隔在铸件上有一种未完全融合的缝隙或洼坑,其交界边缘是圆滑的。
铸造缺陷的特征、鉴别方法、成因及防治措施一、多肉类缺陷的防止措施总结1、飞翅缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征产生在分型面、分芯面、芯头、活块及型与芯结合面等处,通常垂直于铸件表面的厚度不均匀的薄片状金属凸起物,又称为飞边或披缝。
(2)鉴别方法肉眼外观检查。
飞翅出现在型—型、型—芯、芯—芯结合面上,成连片状,系结合面间隙过大所致。
(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦(5)补救措施2、毛刺缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦(5)补救措施3、冲砂缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦(5)补救措施4、胀砂缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦(5)补救措施5、抬型/抬箱缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因(4)防止方法①②③④⑤(5)补救措施①②6、外渗物/外渗豆缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因①②③(4)防止方法①②③④⑤⑥(5)补救措施7、掉砂缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦(5)补救措施二、孔洞类1、反应气孔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③(4)防止方法①②③(5)补救措施2、卷入气孔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③(4)防止方法①②③④(5)补救措施①②③3、侵入气孔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③④(4)防止方法①②③④(5)补救措施①②③4、析出气孔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③(4)防止方法(5)补救措施①②③5、疏松(显微缩松)缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③④⑤⑥⑦⑧⑨⑩(4)防止方法①②③④⑤⑥⑦⑧⑨⑩(5)补救措施①②③④6、缩孔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③④⑤⑥⑦(4)防止方法①②③④⑤⑥⑦⑧(5)补救措施7、缩松缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②③④⑤⑥⑦⑧⑨⑩(4)防止方法①②③④⑤⑥⑦⑧⑨⑩(5)补救措施①②③④三、裂纹、冷隔类1、白点(发裂)缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法(3)形成原因①②(4)防止方法①②③④(5)补救措施2、冷隔缺陷的特征、鉴别方法、成因及防治措施(1)定义和特征(2)鉴别方法肉眼外观检查。
一、铸件表面有花纹,并有金属流痕迹?产生原因:1、通往铸件进口处流道太浅.2、压射比压太大,致使金属流速过高,引起金属液的飞溅.调整方法:1、加深浇口流道.2、减少压射比压.二、铸件表面有细小的凸瘤产生原因:1、表面粗糙。
2、型腔内表面有划痕或凹坑、裂纹产生。
调整方法:1、抛光型腔。
2、更换型腔或修补。
.三、铸件表面有推杆印痕,表面不光洁,粗糙。
产生原因:1、推件杆(顶杆)太长;2、型腔表面粗糙,或有杂物。
调整方法:1、调整推件杆长度。
2、抛光型腔,清除杂物及油污。
四、铸件表面有裂纹或局部变形,产生原因:1、顶料杆分布不均或数量不够,受力不均:2、推料杆固定板在工作时偏斜,致使一面受力大,一面受力小,使产品变形及产生裂纹。
3、铸件壁太薄,收缩后变形。
调整方法:1、增加顶料杆数量,调整其分布位置,使铸件顶出受力均衡。
2、调整及重新安装推杆固定板。
五、压铸件表面有气孔,产生原因:1、润滑剂太多。
2、排气孔被堵死,气孔排不出来。
调整方法:1、合理使用润滑剂。
2、增设及修复排气孔,使其排气通畅。
六、铸件表面有缩孔:产生原因:压铸件工艺性不合理,壁厚薄变化太大。
金属液温度太高。
调整方法:1、在壁厚的地方,增加工艺孔,使之薄厚均匀。
2、降低金属液温度。
七、铸件外轮廓不清晰,成不了形,局部欠料,产生原因:1、压铸机压力不够,压射比压太低。
2、进料口厚度太大;3、浇口位置不正确,使金属发生正面冲击。
调整方法:1、更换压铸比压大的压铸机;2、减小进料口流道厚度;3、改变浇口位置,防止对铸件正面冲击。
八、铸件部分未成形,型腔充不满,产生原因:1、压铸模温度太低;2、金属液温度低;3、压机压力太小,4、金属液不足,压射速度太高;5、空气排不出来。
调整方法:1、2、提高压铸模,金属液温度;3、更换大压力压铸机。
4、加足够的金属液,减小压射速度,加大进料口厚度。
九、压铸件锐角处充填不满。
产生原因:1、内浇口进口太大;2、压铸机压力过小;3、锐角处通气不好,有空气排不出来。
铸件生产时的缺陷介绍以及预防措施
——长城铸钢
1、针孔,在大型铸钢件生产的过程中,经常见到针孔缺陷,那么我们该如何进行预防?预防措施:禁止使用已经被污染的材料、沾有有机化合物或者是已经被氧化腐蚀的材料。
控制好加工的工艺,加强除气精炼。
严格控制涂料厚度,不宜过后,否则容易产生针孔。
模具的温度不能太高,要对铸件的厚壁部分采用下激冷措施,采用砂型加工时要控制好水分,尽量的采用干芯来加工。
2、疏松
疏松的预防措施,要合理的设置好冒口,能够保证它的凝固,还有补缩能力,可以适合的调低金属型模具的温度。
控制好涂层的厚度,如果是较厚的就要减薄。
还要调整好金属型的部位冷却速度,让铸件的厚壁处拥有较大的激冷能力,而且适当的降低金属的浇注温度。
3、氧化夹渣
氧化夹渣的预防:控制好熔炼的工艺,再快速的熔炼,能够减少氧化,可以除渣的更彻底。
熔炉与工具做好清洁,要进行预热,涂料干厚,烘干使用。
设计的浇注系统必须要有稳流,而且不能产生二次的氧化。
选择的涂料粘附力要加强,浇注的过程中一定不能产生剥落进入到铸件而形成夹渣。
1 造成铸件缺陷之原因
(a)铸件设计不良:铸件之拔模斜度不适当,就不容易脱模,会造成粘模或者是铸件变形之情形。
铸件之厚度应尽量保持均一,断面变化应圆滑,且要有适当的圆角,否则易
使铸件充填不良,且在厚度较厚之处产生缩孔。
(b)压铸机铸造条件不适当:锁模力、射出力不足,以及射出速度,柱塞直径和铸造压力不适当。
(c)模具不良:模具精度(尺寸及零件配合)不当,以及拔模斜度、冷却水道位置和大小不适当。
其他诸如分模面之位置、浇道、浇口之大小及位置、排气道设计不良。
(d)压铸作业不良:压铸温度、离型剂喷涂及铸造成型周期之不良。
(e)合金冶炼不适当:熔化、保温未依正常程序处理。
(f)原料管理不当:合金锭堆置户外,任凭风吹雨打;对于回收材亦无妥慎处理。
(g)人为因素不适当:制造部门管理不当,品管工作不彻底,作业者技术欠佳,以及敬业精神不够等都会间接影响铸件之品质。
一般较常见的缺陷,不外乎气孔、充填不良、缩孔及接水(隔层)、粘模变形等。
若是要进一步的提出改进对策实非易事,因为造成铸件缺陷的因为毕竟是太多了。
铸件一旦发生缺陷之后,就必须由品管单位配合压铸及生产技术部门,共同研商并拟订对策书,然后再作改进执行。
在末拟订对策之前,品管部门就应该先提出详细的品管报告,内容包括不良率统计图及有关的铸件资料,以便找出问题之要因,迅速解决不良点。
2 对缺陷采取的措施
2.1物理化学性质及耐压不良及其对策
2.2尺寸缺陷及措施
2.3 材质缺陷及措施
2.4铸件内部缺陷及其对策。
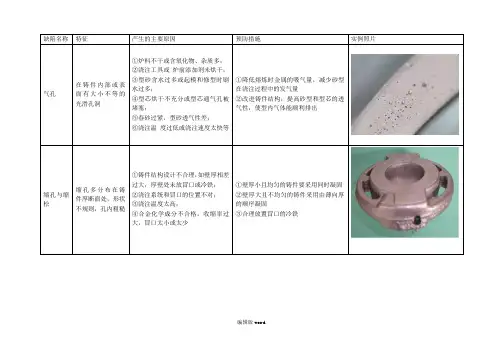
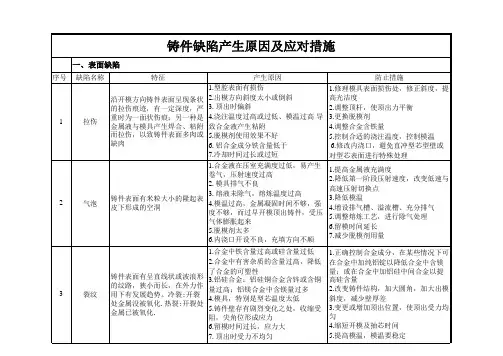
缺陷名称特征产生的主要原因预防措施实例照片气孔在铸件内部或表面有大小不等的光滑孔洞①炉料不干或含氧化物、杂质多;②浇注工具或炉前添加剂未烘干;③型砂含水过多或起模和修型时刷水过多;④型芯烘干不充分或型芯通气孔被堵塞;⑤春砂过紧,型砂透气性差;⑥浇注温度过低或浇注速度太快等①降低熔炼时金属的吸气量,减少砂型在浇注过程中的发气量②改进铸件结构,提高砂型和型芯的透气性,使型内气体能顺利排出缩孔与缩松缩孔多分布在铸件厚断面处,形状不规则,孔内粗糙①铸件结构设计不合理,如壁厚相差过大,厚壁处未放冒口或冷铁;②浇注系统和冒口的位置不对;③浇注温度太高;④合金化学成分不合格,收缩率过大,冒口太小或太少①壁厚小且均匀的铸件要采用同时凝固②壁厚大且不均匀的铸件采用由薄向厚的顺序凝固③合理放置冒口的冷铁编辑版word砂眼在铸件内部或表面有型砂充塞的孔眼①型砂强度太低或砂型和型芯的紧实度不够,故型砂被金属液冲入型腔;②合箱时砂型局部损坏;③浇注系统不合理,内浇口方向不对,金属液冲坏了砂型;④合箱时型腔或浇口内散砂未清理干净①严格控制型砂性能和造型操作②合型前注意打扫型腔③改进浇注系统粘砂铸件表面粗糙,粘有一层砂粒①原砂耐火度低或颗粒度太大;②型砂含泥量过高,耐火度下降;③浇注温度太高;④湿型铸造时型砂中煤粉含量太少;⑤干型铸造时铸型未刷涂斜或涂料太薄①适当降低金属的浇注温度②提高型砂、芯砂的耐火度夹砂铸件表面产生的金属片状突起物,在金属片状突起物与铸件之间夹有一层型砂①型砂热湿拉强度低,型腔表面受热烘烤而膨胀开裂;②砂型局部紧实度过高,水分过多,水分烘干后型腔表面开裂;③浇注位置选择不当,型腔表面长时间受高温铁水烘烤而膨胀开裂;④浇注温度过高,浇注速度太慢①严格控制型砂、芯砂性能②改善浇注系统,使金属液流动平稳③大平面铸件要倾斜浇注④适当调整浇注温度和浇注速度编辑版word错型铸件沿分型面有相对位置错移①模样的上半模和下半模未对准;②合箱时,上下砂箱错位;③上下砂箱未夹紧或上箱未加足够压铁,浇注时产生错箱④砂箱或模板定位不准确,或定位销松动①定期检查砂箱、模板的定位销及销孔、并合理地安装;②定期对套箱整形,脱箱后的铸型在搬运时要小心。
铸钢件在生产过程中经常会发生各种不同的铸造缺陷,如何预防这些缺陷,一直是铸件生产厂家关注的问题。
本文主要介绍了笔者在这方面的一些认识和实践经验。
我车间主要采用传统湿型砂铸造工艺生产铸钢件,在长期的生产中,发现铸钢件主要出现以下铸造缺陷,砂眼,粘砂,气孔,缩孔,夹砂结疤,胀砂等等。
1砂眼砂眼缺陷处内部或表面有充塞着型(芯)砂的小孔,砂眼是一种常见的铸造缺陷,往往导致铸件报废。
砂眼是由于金属液从砂型型腔表面冲下来的砂粒(块),或者在造型,合箱操作中落人型腔中的砂粒(块)来不及浮入浇冒系统,留在铸件内部或表面而造成的。
砂眼的预防措施:(1)严格控制型砂性能,提高砂型芯的表面强度和紧实度,减少毛刺和锐角,减少冲砂。
(2)合箱前把型腔和砂芯表面的浮砂处理干净,平稳合箱,如果是明冒口或贯通出气眼,应避免散砂从中掉人型腔,合箱后要尽快浇注。
(3)设置正确合理的浇冒系统,避免金属液对型壁和砂芯的冲刷力过大。
(4)浇口杯表面要光滑,不能有浮砂。
2粘砂在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙,难于清理。
粘砂多发生在型、芯表面受热作用强烈的部位,分机械粘砂和化学粘砂两种。
机械粘砂是由金属液渗入铸型表面的微孔中形成的,当渗入深度小于砂粒半径时,铸件不形成粘砂,只是表面粗糙,当渗入深度大于砂粒半径时,就形成机械粘砂,化学粘砂是金属氧化物和造型材料相互进行化学作用的产物,与铸件牢固地结合在一起而形成的。
粘砂的预防措施:(1)选用耐火度高的砂,以提高型砂,芯砂的耐火度,原砂的SiO2含量在96%(质量分数)以上,而且砂粒应对粗些。
铸钢件的浇注温度越高,壁厚越厚,对原砂中SiO2含量的要求越高。
(2)适当降低浇注温度和提高浇注速度,减轻金属液对砂型的热力学和物理化学作用。
(3)砂型紧实度要高(通常大于85)且均匀,减少砂粒间隙;型、芯修补到位,不能有局部疏松。
铸件常见缺陷的产生原因_防止铸件常见缺陷的方法铸造工艺过程复杂,影响铸件质量的因素很多,往往由于原材料控制不严,工艺方案不合理,生产操作不当,管理制度不完善等原因,会使铸件产生各种铸造缺陷。
下面,小编为大家讲讲铸件常见缺陷的产生原因以及防止铸件常见缺陷的方法,希望对大家有所帮助!
缩孔(缩松)特征:缩孔是铸件表面或内部存在的一种表面粗糙的孔,轻微缩孔是许多分散的小缩孔,即缩松,缩孔或缩松处晶粒粗大。
常发生在铸件内浇道附近、冒口根部、厚大部位,壁的厚薄转接处及具有大平面的厚薄处。
形成原因:
1、模具工作温度控制未达到定向凝固要求。
2、涂料选择不当,不同部位涂料层厚度控制不好。
3、铸件在模具中的位置设计不当。
4、浇冒口设计未能达到起充分补缩的作用。
5、浇注温度过低或过高。
防治方法:
1、提高模具温度。
2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象。
3、对模具进行局部加热或用绝热材料局部保温。
4、热节处镶铜块,对局部进行激冷。
5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾。
6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分。
铸件渗漏原因及改进措施第一篇:铸件渗漏原因及改进措施铸件渗漏原因及改进措施铸件渗漏对于产品的影响很大,一般在铸件进行加工后在进行气密性实验时才被发现,增加了产品的制造成本。
对于WD615气缸体来讲,漏水已经将近占到外部废品的40%,因此解决气缸体漏水问题对于降低铸造成本起到关键性的作用,本文作者对铸渗形成机理以及改进措施进行了收集整理,希望对大家有所帮助。
文中不当的地方还请大家批评指正。
铸件渗漏主要包括如下四个方面的因素:合金元素、浇注、铸件结构、孕育剂等方面[1]。
(1)合金元素[2]碳是铸铁中的基本元素,在铸铁中以渗碳体(Fe3C)或不同形状的游离态(片状、球状、蠕虫状)存在。
灰铁析出的石墨多而粗大,如果碳含量适当提高则共晶转变时铸件能够实现补缩,产生缩孔、缩松缺陷的可能性减小。
硫是铸铁的有害元素。
硫能够稳定渗碳体,阻止石墨化。
硫少量溶于铁素体及渗碳体,大部分以硫化铁(FeS)和其他硫化夹杂物(MnS,CeS)的形式存在于铸铁中,并分布于晶界上。
硫化铁的熔点低、且质软而脆,能降低铸铁的强度容易引起铸铁的裂纹形成,导致渗漏发生。
因此铁水中要严格控制硫含量。
硅能减少碳在液态和固态铁中的溶解度,促进石墨的析出,因此是促进石墨化的元素,故增加硅量会增加石墨的数量,使石墨粗大,适当增加能降低缩松的产生。
(2)浇注[3]部分渗漏是由于铁水中的夹杂物引起的。
特别是在薄壁部位,夹杂物贯穿薄,壁导致渗漏发生。
因此在设计浇筑系统时合理的考虑到将渣滤除,不让它进入铸件中能很好的起到防止渗漏的产生。
另外浇注温度对渗漏也有较大的影响,浇注温度越高,渗漏倾向越大,反之渗漏倾向越小。
这是因为浇注温度的提高加剧了铁液对型芯、型腔的过热,降低了铸件的冷却速度,不利于实现同时凝固,因此增大缩松倾向。
(3)铸件结构气缸体铸件结构复杂,壁厚不均衡。
这类铸件往往厚度也不一样,容易在厚的部位形成“热节”。
热节是铸件最后冷凝的地方,先期冷却部位所产生的收缩可由热节处的金属液来补充,故收缩最后将集中在热节部分,如不采取相应的措施,则会形成缩松导致渗漏。
渗透检测中漏检误判的原因及对策缪克平(国航技术分公司成都维修基地)摘要:在民航飞机维修工作中渗透检测主要用于在服役飞机、发动机原位和其离位的零、部件、自制件、地面设备、工具的非多孔性的金属或非金属表面开口不连续性的检测。
这些零部件表面会有漆层、涂层或氧化皮、油污或胶类、腐蚀层或积碳等物质,当这些物质留在实施渗透检测的零件表面时,加之渗透检测的各个环节如有操作不当,都将会造成漏检或误判的质量事件。
笔者根据多年从事渗透检测工作的经验,以及在辅助教学过程中发现的一些问题加以总结,撰写此文仅供大家参考。
关键词:渗透检测、过清洗、欠清洗、缺陷、漏检误判Cause of undetected and misinterpreted in penetrant testing and countermeasureMIAO Ke Ping(Chengdu Maintenance Base of AirChina Technics)Abstract Penetrant testing be applicable for the detection of discontinuities that are open to the surface of nonporous metal or nonmetal (such as : components of aircraft and engine in service, self-manufactured parts, ground equipments and implements )in civil aviation aircraft maintenance. If the paints, coating, scale, grease, glue or carbon deposits of the components surface to be inspected that are not removable by solvent cleaning methods, and improper handling of every link of penetrant testing, this testing be likely to lead to undetected and misinterpreted. Hereby this paper will introduced a summation that is made to generalize some question and experiments by studying years of penetrant testing practice and assistant-teaching.Keywords: Penetrant Testing, Lack of washing, Overwashing, Defect, Undetected and Misinterpreted1.渗透检测的原理及优缺点渗透检测是利用物理学中毛细管渗透吸附现象的原理,将渗透剂施加在被检件的表面上,在毛细作用下,渗透剂渗入表面开口的缺陷中去,然后去除掉被检零件表面上多余的渗透剂,采用适当的显像方法后,在黑光或白光下检查出被检零件表面的开口缺陷,通常简称PT。
特征:1.孔壁表面一般比较光滑,带有金属光泽。
2.单个或成群或存在于铸件皮下。
3.油烟气孔呈油黄色。
原因分析:1.液体金属浇注时被卷入的气体在合金液凝固后以气孔的形式存在于铸件中。
2.金属与铸型反应后在铸件表皮下生成的皮下气孔。
3.合金液中的夹渣或氧化皮上附着的气体被混入合金液后形成气孔。
防止方法:1.浇注时防止空气卷入。
2.合金液在进入型腔前先经过滤网以除合金液中的夹渣,氧化皮和气泡。
3.更换铸型材料或加涂料层防止合金液与铸型发生反应。
4.在允许补焊部位将缺陷清理干净后进行补焊。
二、针孔特征:1.均匀的分布在铸件的整个断面上的小孔(直径小于1㎜)。
2.凝固快的部位孔小数量少,凝固慢的部位孔大数量也多。
3.在共晶合金中呈圆形孔洞,在凝固间隔宽的合金中呈长形孔洞。
4.在X光底片上呈小黑点在断口上呈互不连续的乳白色小凹点。
原因分析:合金在液体状态下熔解的气体(主要为氢),在合金凝固过程中自合金中析出而形成的均布形式的孔洞。
防止方法:1.合金液体状态下彻底精炼除气。
2.在凝固过程中加大凝固速度,防止溶解的气体自合金中析出。
3.铸件在压力下凝固,防止合金溶解的气体析出。
4.炉料、辅助材料及工具应干燥。
特征:1.呈海绵状的不紧密组织,严重时呈缩孔。
2.孔的表面呈粗糙的凹坑,晶粒大。
3.断口呈灰色或浅黄色,热处理后为灰白、浅黄或黑色。
4.多在热节部位产生。
5.在X光底片上呈云雾状荧光检查时呈密集的小亮点。
原因分析:1.合金液除气不干净形成气体性疏松。
2.最后凝固部位补缩不足。
3.铸型局部过热、水分过多、排气不良。
防止方法:1.保持合理的凝固顺序和补缩。
2.炉料净洁。
3.在疏松部位放置冷铁。
4.在允许补焊的部位可将缺陷部位清理干净后补焊。
四、夹杂由涂料、造型材料、耐火材料等混入合金液中而形成的铸件表面或内部的与铸件成分不同的质点。
原因分析:1.外来物混入液体合金并浇注入铸型。
2.精炼效果不良。
3.铸型内腔表面的外来物或造型材料剥落。