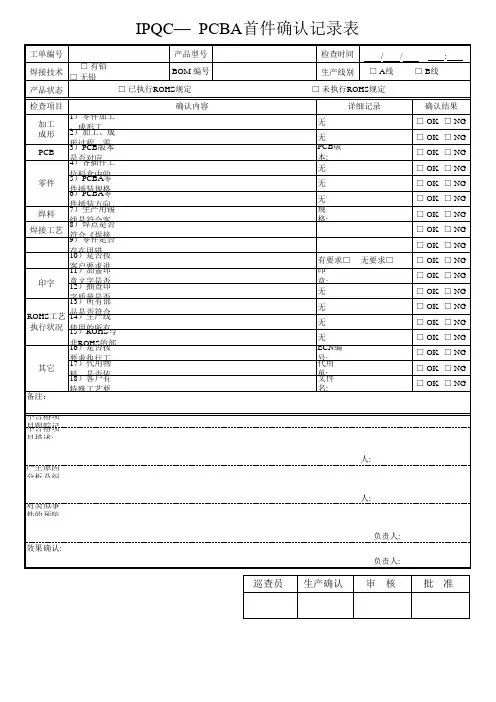
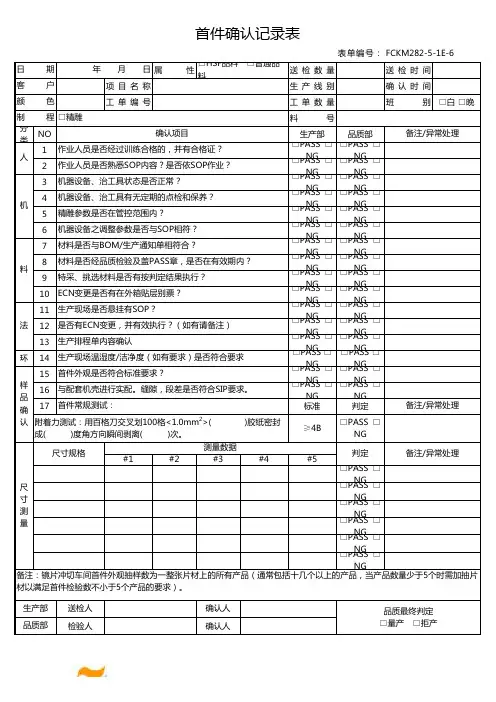
首件确认记录表
- 格式:xlsx
- 大小:14.09 KB
- 文档页数:2
检验
员: 组长审
核: 品质部主管:
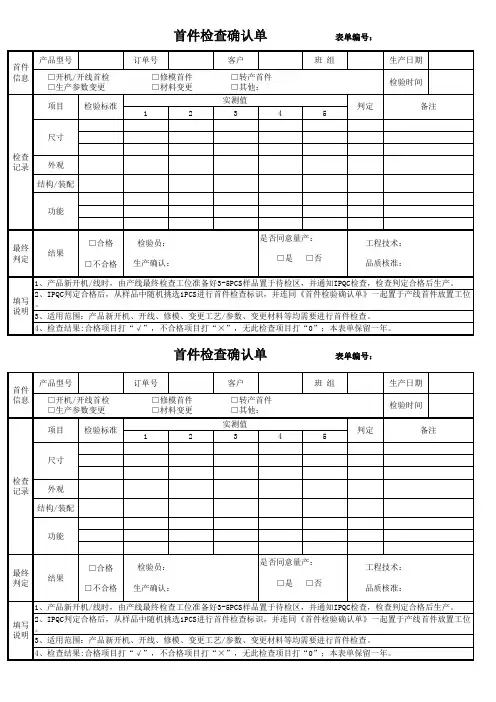
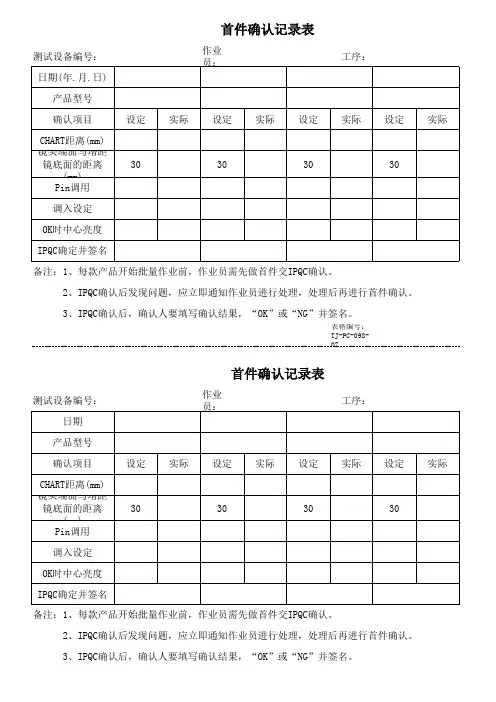
更换材料首件新产品首件品质状况
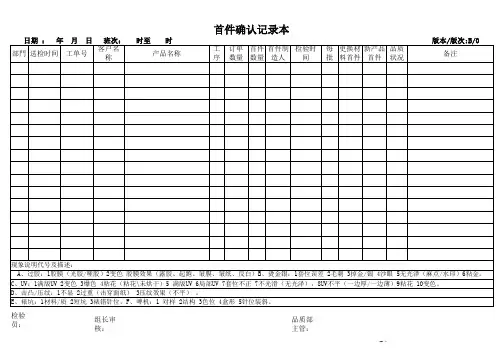
备注E、裱坑:1材料/质 2短坑 3裱错针位,F、啤机:1 对样 2结构 3色位 4盒形 5针位装斜。
部門送检时间工单号客户名称产品名称工序订单数量首件确认记录本
日期 : 年 月 日 班次: 时至 时 版本/版次:B/0
现象说明代号及描述:
A、过胶:1胶膜(光胶/哑胶)2变色 胶膜效果(露胶、起跑、皱膜、皱纸、反白)
B、烫金银:1套位误差 2毛刺 3掉金/银 4沙眼 5无光泽(麻点/水印)6粘金。
C、UV:1满版UV 2变色 3爆色 4粘花(粘花\未烘干)5 满版UV 6局部UV 7套位不正 7不光滑(无光泽),8UV不平(一边厚/一边薄)9粘花 10变色。
D、击凸/压纹:1不显 2过重(击穿面纸) 3压纹效果(不平) 。
首件数量首件制造人检验时间每批
深圳市敏俊捷印刷有限公司。

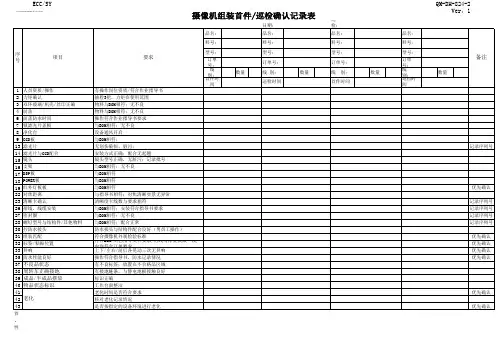
ECC/SYQM-DH-824-3Ver:1日期:巡检:品名:品名:品名:品名:料号:料号:料号:料号:型号:型号:型号:型号:批次号:批次号:批次号:批次号:线 别:数量线 别:数量线 别:数量线 别:数量首件时间巡检时间首件时间巡检时间1成品老化电压/时间/温度/摆放符合规范2人员资质有操作岗位资质3员工操作与指导书一致;并按工艺要求带手套4外观检验符合摄像机外观检验标准5无异响上下/左右/前后各晃动三次无异响6标签符合BOM/工艺指导文件要求,格式与标签模版一致,内容符合订单要求7HWID 记录H WID8MAC地址记录M AC 9程序版本记录版本号10语言版本11制式记录制式12整机工作电流与工艺/指导书要求一致13监视器点检监视器按要求默认14亮点/黑点确认与工艺/指导书要求一致15夜视功能正常电流值与红外灯无异常16整机功能符合模拟/网络摄像机通用检验标准记录序列号17线材可靠性晃动线缆时图像无抖动18测试图距离对焦距离符合工艺要求填对焦距离19清晰度卡清晰度卡使用正确20图像确认清晰度卡与对焦图清晰,实景无异常填写线数21不良品状态有不良标签;放置在不合格品区域22成品/半成品摆放标识正确;按要求防护23物品状态标识工作台面整洁24其他1、首件检验:量产≥20/改制≥10的批次,在换线开线时确认,符合打√,不适用划/;发现问题在表格内注明,通知线长整改,并监督改善措施实行到位2、首件/巡检后间隔两小时巡检,符合打√,不适用划/;发现问题在空格中注明,通知线长进行整改,并监督改善措施实行到位3、首件测试不合格,通知线长停线;矫正改善后重新做首件确认。
备注与工艺/指导书要求一致与工单要求一致摄像机测试线首件/巡检确认记录表序号项目要求。
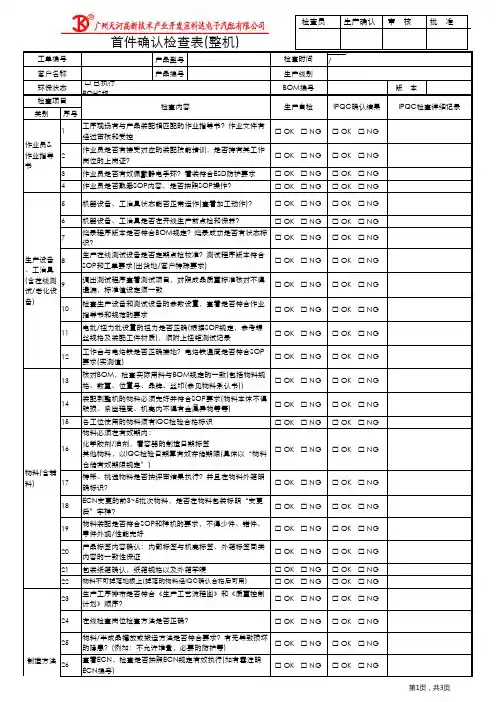
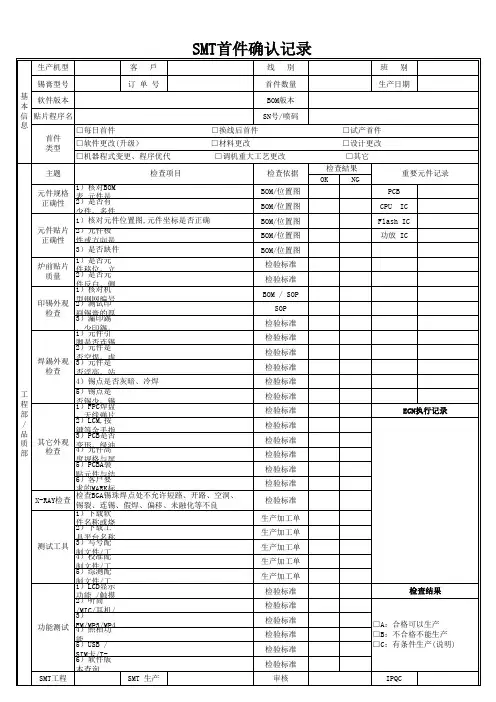
□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
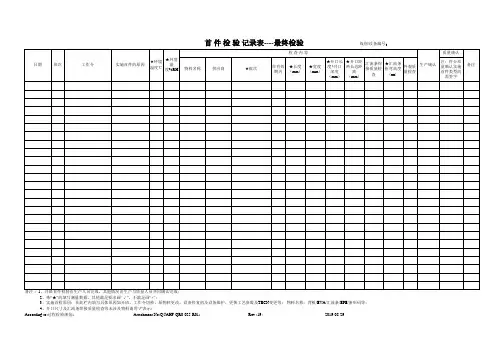
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
ECC/SYQM-DH-824-2Ver:1日期:巡检:数量数量数量数量1人员资质/操作有操作岗位资质/符合作业指导书2力矩确认抽检3把,力矩在使用范围3双环玻璃/机壳/丝印正确物料与BOM相符;无不良4前盖物料与BOM相符;无不良6前盖防水时间操作符合作业指导书要求7锁滤光片盖板与BOM相符;无不良8净化台设备通风开启9CCD板与BOM相符;13滤光片无划伤破损、脏污;记录序列号14滤光片与CCD配合安装方式正确;配合无起翘15镜头镜头型号正确,无脏污;记录批号16支架与BOM相符;无不良17DSP板与BOM相符18POWER板与BOM相符19红外灯板板与BOM相符优先确认22对焦距离与指导书相符;对焦清晰实景无异常23清晰卡确认清晰度卡线数与要求相符记录序列号26排线,线缆安装与BOM相符;安装符合指导书要求记录序列号27密封圈与BOM相符;无不良记录序列号28螺钉型号与结构件/其他物料与BOM相符;配合正常记录序列号30拧防水接头防水接头与结构件配合良好(男员工操作)31组装匹配符合摄像机外观检验标准优先确认32标签/粘贴位置符合BOM/工艺指导文件要求,格式与标签模版一致,内容符合订单要求优先确认33异响上下/左右/前后各晃动三次无异响优先确认35防水性能良好操作符合指导书,防水记录情况优先确认37不良品状态有不良标签;放置在不合格品区域38周转车正确接地有接地链条,与静电地板接触良好39成品/半成品摆放标识正确40物品状态标识工作台面整洁41老化时间是否符合要求优先确认42核对老化记录情况43是否按指定的设备环境进行老化优先确认1、首件检验:量产≥20/改制≥10的批次,在换线开线时确认,符合打√,不适用划/;发现问题在表格内注明,通知线长整改,并监督改善措施实行到位2、首件/巡检后间隔两小时巡检,符合打√,不适用划/;发现问题在空格中注明,通知线长进行整改,并监督改善措施实行到位3、性能测试不合格,需另取5台确认,如5台都正常,产线继续生产;如五台仍内有不合格品,通知线长停线;并立即通知QE ;矫正改善后重新做首件确认。
班组:时间备注
组长签字主管签字质检签字 天津世勋纸制品有限公司序号通知单号产品代码产品名称规格切口架线烙印印刷位置_____工序首件检查记录表
日期:首件确认
1.每种产品组长或机手调试设备,对首件进行自检,并经当班主管确认,合格后,由质检员进行校核无误后可以进行批量生产;
2.根据检测项目,如实填写检测结果,合格后用“√”表示;不合格用“×”表示,并在备注栏内写明原因。
3.外观纸箱成型相邻夹角成90°,箱盖缝隙或压口均小于2mm,印刷位置、颜色、清晰度等外观指标应以样箱或色标为准。
内径尺寸外观。