数控机床定期检查表
- 格式:doc
- 大小:29.50 KB
- 文档页数:2
好好学习社区
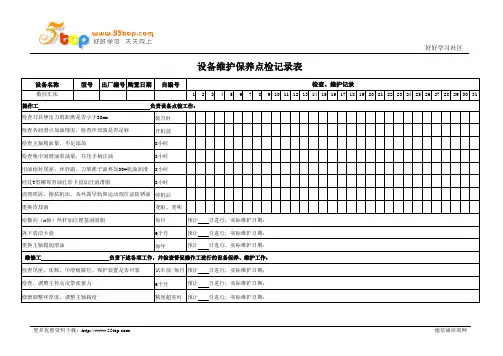
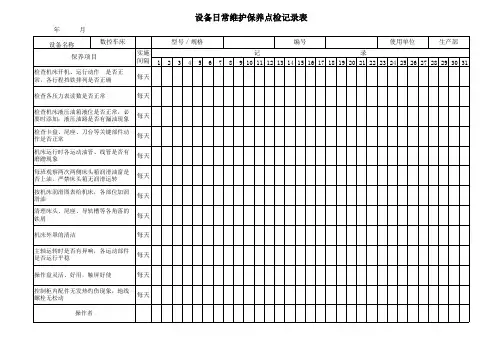
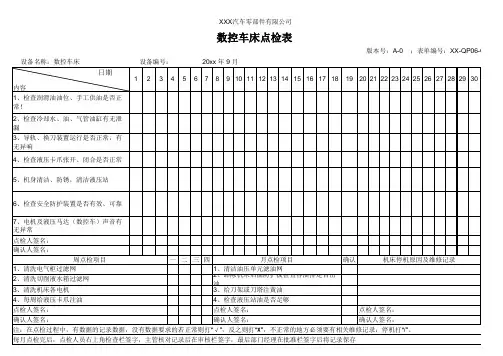
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
数控车床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
检查刀具伸出刀塔距离是否小于38mm 装刀时
检查各润滑点加油情况,检查冷却液是否足够开机前
检查主轴箱油量,不足添加8小时
检查集中润滑油泵油量,并压手柄注油8小时
用油枪对尾座、丝杆副、刀架弹子油杯加30#机油润滑8小时
经过T型螺母旁油孔给卡盘加注润滑脂8小时
清理铁屑,擦拭机床,各外露导轨和运动部位凃防锈油停机后
更换冷却液变脏、变味
给横向(x轴)丝杆加注锂基润滑脂每月预计日进行,实际维护日期:
拆下清洁卡盘6个月预计日进行,实际维护日期:
更换主轴箱润滑油每年预计日进行,实际维护日期:
维修工负责下述各项工作,并检查督促操作工进行的设备保养、维护工作:
检查尾座、床鞍、中滑板限位、保护装置是否可靠试车前/每月预计日进行,实际维护日期:
检查,调整主传动皮带张紧力6个月预计日进行,实际维护日期:
修磨调整环厚度,调整主轴精度精度超差时预计日进行,实际维护日期:
更多优惠资料下载: 德信诚培训网。
月保养项目日期
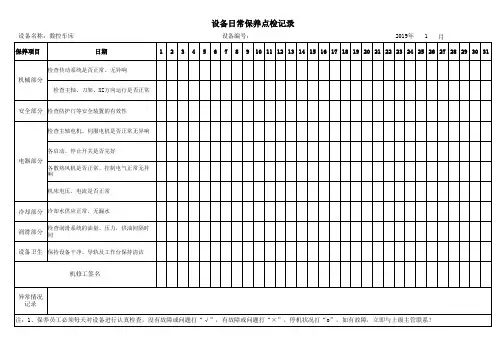
12345678910111213141516171819202122232425262728293031检查传动系统是否正常、无异响 检查主轴、刀架、XZ方向运行是否正常安全部分检查防护门等安全装置的有效性
检查主轴电机、伺服电机是否正常无异响各启动、停止开关是否完好
各散热风机是否正常、控制电气正常无异响机床电压、电流是否正常
冷却部分冷却水供应正常,无漏水润滑部分检查润滑系统的油量、压力,供油间隔时间设备卫生保持设备干净、导轨及工作台保持清洁
异常情况
记录
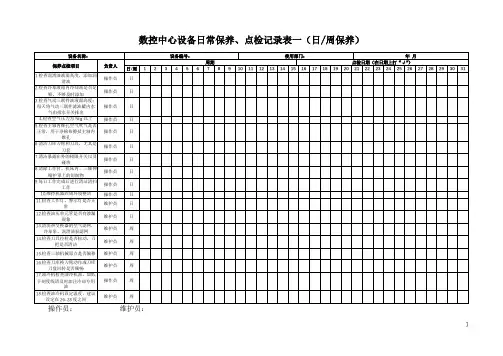
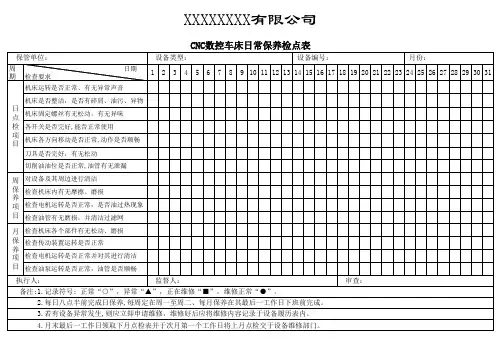
设备日常保养点检记录
设备名称:数控车床
设备编号:机修工签名
注:1、保养员工必须每天对设备进行认真检查,没有故障或问题打“√”,有故障或问题打“×”,停机状况打“o”,如有故障,立即与上级主管联系!
机械部分
电器部分
2019年1
2、此表为设备点检档案,设备保养人员认真填写,并妥善保管。
数控车床日常点检表
简介
数控车床是一种精密加工设备,它的日常维护和点检对于保证设备的正常运行和延长设备的使用寿命至关重要。
本文将提供一个数控车床日常点检表供大家参考。
点检表
1. 外观检查
•检查机床的外观是否完整,有无损坏。
•检查各零部件是否齐全,包括准备配件(夹具、刀具、量具等)。
•检查各装配部分的紧固状况,如螺丝、销钉、卡圈等是否松动或丢失。
2. 润滑检查
•检查机床各润滑点是否充足,润滑油是否清洁。
•检查润滑盘的润滑油量是否足够充足。
3. 电气检查
•检查机床电气元件是否有松动接触、氧化、断裂等现象。
•检查机床电源、电缆及插头、开关是否正常。
•检查数控系统各个部分及接口的电气连线是否松动。
4. 驱动检查
•手动操作各个轴,检查轴的运动是否平稳、无卡滞现象。
•检查各个轴的行程限制开关是否正常。
5. 检查数控系统
•检查数控机床各种模式切换是否正常,包括手动、自动、MDI等模式。
•检查各自动工作程序是否正常,其运行轨迹、运行速度是否合理。
注意事项
•在进行点检之前,必须确保数控车床电源已经断开,各轴已经复位,床面上不得有余料和零件。
•在进行点检过程中,必须做到仔细认真、认真检查,不得漏检。
总结
数控车床日常点检工作十分重要,其作用不仅在于保障数控车床的正常运行和延长使用寿命,同时也对于人身安全具有重要作用。
点检人员要具备一定的专业知识和操作能力,能够准确地找出问题并及时处理,为机床提供有效的保障。
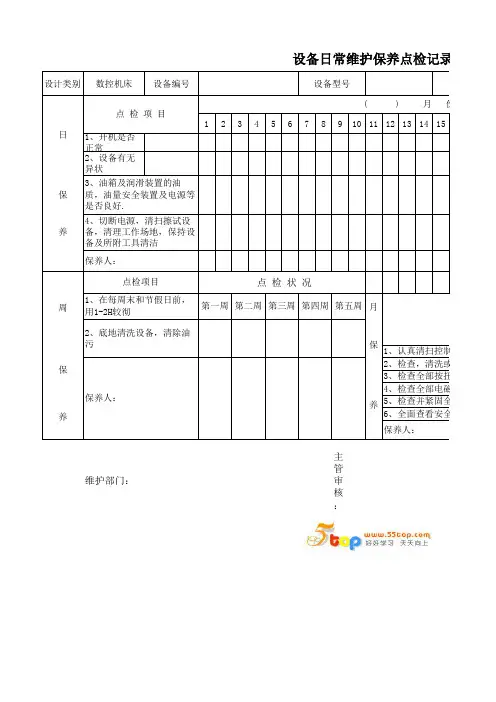
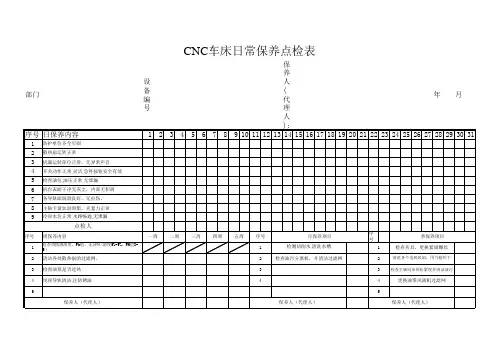
设计类别数控机床设备编号1234567891011121314151、开机是否正常
2、设备有无异状
月维护部门:主管审核:
点 检 项 目
3、油箱及润滑装置的油质,油量安全装置及电源等
是否良好.
4、切断电源,清扫擦试设
备,清理工作场地,保持设
备及所附工具清洁
保养2、底地清洗设备,清除油
污
保养人:
5、检查并紧固全部日保养周保
养6、全面查看安全防
保养人:
1、认真清扫控制柜
2、检查,清洗或更
3、检查全部按扭和
4、检查全部电磁铁( ) 月 份
保养人:
点检项目
点 检 状 况1、在每周末和节假日前,
用1-2H较彻
第一周第二周第三周第四周第五周设备日常维护保养点检记录表
设备型号产
16171819202122232425262728293031表格编号:点 检 状 况
点 检 项 目固全部电缆接头并杳看有无腐蚀,破损。
安全防护设施是否完整牢固。
控制柜台内部是否清洁
洗或更换通风系统的空气滤清器是否良好。
按扭和指示灯是否正常。
电磁铁和限位开关是否正常。
份 点 检 状 况
记录表
产地
购买日期。
好好学习社区
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
数控车床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
检查刀具伸出刀塔距离是否小于38mm 装刀时
检查各润滑点加油情况,检查冷却液是否足够开机前
检查主轴箱油量,不足添加8小时
检查集中润滑油泵油量,并压手柄注油8小时
用油枪对尾座、丝杆副、刀架弹子油杯加30#机油润滑8小时
经过T型螺母旁油孔给卡盘加注润滑脂8小时
清理铁屑,擦拭机床,各外露导轨和运动部位凃防锈油停机后
更换冷却液变脏、变味
给横向(x轴)丝杆加注锂基润滑脂每月预计日进行,实际维护日期:
拆下清洁卡盘6个月预计日进行,实际维护日期:
更换主轴箱润滑油每年预计日进行,实际维护日期:
维修工负责下述各项工作,并检查督促操作工进行的设备保养、维护工作:
检查尾座、床鞍、中滑板限位、保护装置是否可靠试车前/每月预计日进行,实际维护日期:
检查,调整主传动皮带张紧力6个月预计日进行,实际维护日期:
修磨调整环厚度,调整主轴精度精度超差时预计日进行,实际维护日期:
故障维修记录
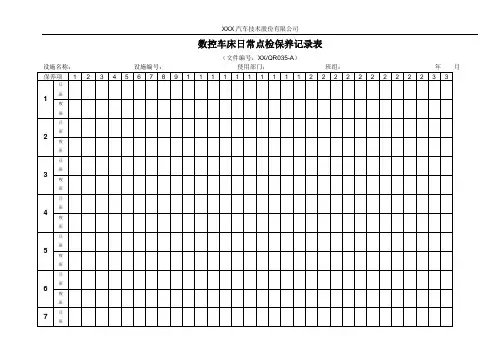
1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650;
2、每天分早、中、晚班时,相应人员进行维护后均应在相应格内记录,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
设备名称12345678910111213141516171819202122232425262728293031123456789备注1、点检结果为:√代表合格;×代表不合格;2、特殊保养、修理项目请在第7、8栏内加以说明;3、如机台因各种原因而未使用,则用“△”表示项
次检查內容
故障简述处理对策结果故障简述处理对策结果检查电气柜各散热通风装置 各电气柜冷却风扇工作正常,风道过滤网无堵塞
检查各种防护装置 导轨、机床防护罩等应无
松动、漏水检查各电气柜过滤网 清洗各电气柜过滤网
检查冷却油箱、水箱 随时检查液面高度,及
时添加油或水,太脏时需要更换清洗油箱、水
箱和过滤器
检查排屑器有无卡住等,经常清理切屑
点检人员确认
处检查及其判定结果检查导轨润滑油箱油标、油量,及时添加润滑
油,润滑泵能及时启动打油及停止。
清除X、Z轴向导轨面切屑及脏物,检查润滑油是否充实,导轨面有无划伤损坏
检查气动控制系统压力,应在正常范围
检查机床液压系统 油箱、油泵无异常噪音,
压力表指示正常,管路及各接头无泄露,工作
油面高度正常
数控车床日常保养点检表
日期: 年 月
数控车床设备编号检查周期每天发现问题处解决问题。
数控机床维护保养
一、每天保养作业范围
1、每天工作结束后清扫床身及部件上的铁屑及周边环境卫生;
2、加工中心工作完后应从刀库中卸下刀具,三轴移至各行程中部,保持机台平衡。
3、各工作台面及护罩面清洁干净
4、检查各润滑油平面,不得低于油标以下,及时加注各部位润滑油;
5、清洁工、夹、量具。
二、周末保养作业范围
1、清除各部位积屑,擦拭床身各导轨面及滑动面;
2、擦拭电机、电器箱等部位表面上灰尘和油污,擦拭冷却泵及工具附件;
3、检查油表、气压表是否正常;
4、检查各油面是否加油至油标位置;
5、导轨面等加注润滑油,黄油杯中加入黄油。
数控机床定期检查表
检查频率:每月检查日期:年月日检查人员:。