激光焊接机台保养检修记录表
- 格式:xls
- 大小:26.50 KB
- 文档页数:1
设备保养和维修的记录表
1. 背景
设备保养和维修是保持设备正常运行和延长其使用寿命的重要活动。
为了更好地管理设备的保养和维修工作,我们需要建立一份记录表来跟踪设备的保养和维修情况。
2. 记录表内容
记录表应包含以下内容:
- 设备信息:记录设备的名称、型号、序列号等基本信息。
- 保养计划:制定设备的保养计划,包括保养周期、保养内容和保养责任人。
- 维修记录:记录设备的维修情况,包括维修日期、维修内容和维修责任人。
- 故障描述:详细描述设备出现的故障情况。
- 维修措施:记录针对设备故障所采取的维修措施。
- 维修结果:记录维修后设备的运行情况和效果评估。
3. 填写要求
填写记录表时,需要注意以下要求:
- 准确性:填写信息时要保证准确性,确保设备的保养和维修记录真实可靠。
- 及时性:在设备保养和维修后尽快填写记录表,避免信息遗漏或遗忘。
- 完整性:记录表应包含所有必要的信息,不应有遗漏。
- 规范性:填写记录表时应按照事先设定的格式和要求进行填写,保持统一规范。
4. 使用和管理
记录表应由设备保养和维修负责人进行管理,定期检查和更新记录表。
同时,其他相关人员也可以进行填写,但需遵循填写要求和规范。
5. 总结
设备保养和维修的记录表是管理设备保养和维修工作的重要工具,通过记录和跟踪设备的保养和维修情况,可以及时掌握设备运行情况和故障情况,提高设备的可靠性和使用效率。
建立并使用设备保养和维修的记录表,有助于提高设备管理的效果,延长设备的使用寿命,降低设备故障率。
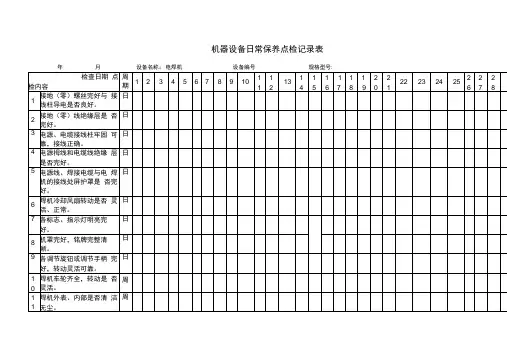
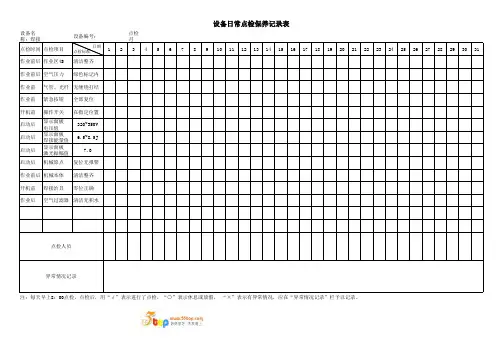
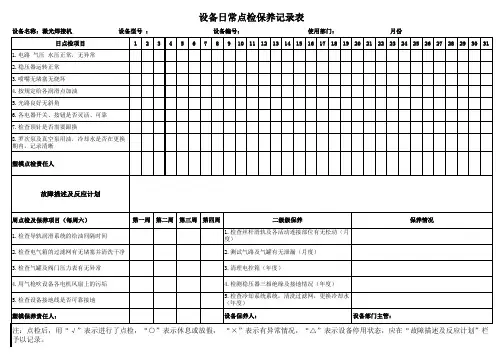
设备名称:焊接机设备编号:点检月度:
点检时间点检项目 日期
点检标准
12345678910111213141516171819202122232425262728293031作业前后作业区4S清洁整齐
作业前后空气压力绿色标记内
作业前气管、光纤无缠绕打结
作业前紧急按钮全部复位
开机前操作开关在指定位置
启动后显示面板
电压值
320~350V
启动后显示面板
焊接能量值
6.5~8.5J
启动后显示面板
激光振幅值
7.0
启动后机械原点复位无报警
作业前后机械本体清洁整齐
开机前焊接治具零位正确
作业后空气过滤器清洁无积水
点检人员
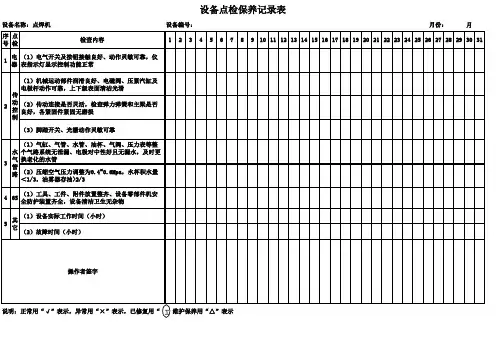
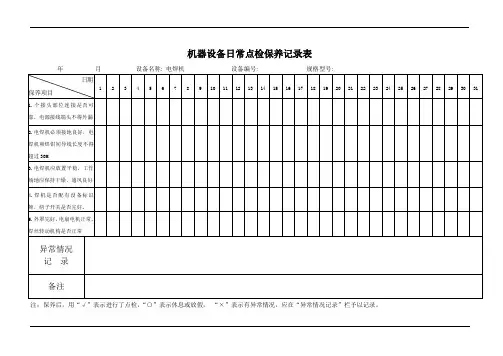
设备日常点检保养记录表
异常情况记录
注:每天早上8:00点检,点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,应在“异常情况记录”栏予以记录。
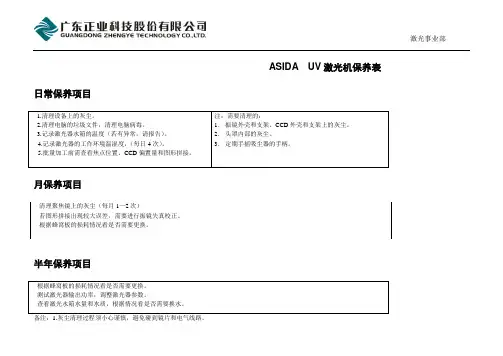
ASIDA UV 激光机保养表 日常保养项目 1.清理设备上的灰尘。
2.清理电脑的垃圾文件,清理电脑病毒。
3.记录激光器水箱的温度(若有异常,请报告)。
4.记录激光器的工作环境温湿度,(每日4次)。
5.批量加工前需查看焦点位置、CCD 偏置量和图形拼接。
注:需要清理的: 1. 振镜外壳和支架、CCD 外壳和支架上的灰尘。
2. 头罩内部的灰尘。
3. 定期手摇吸尘器的手柄。
月保养项目
半年保养项目
根据蜂窝板的损耗情况看是否需要更换。
测试激光器输出功率,调整激光器参数。
查看激光水箱水量和水质,根据情况看是否需要换水。
备注:1.灰尘清理过程须小心谨慎,避免碰到镜片和电气线路。
清理聚焦镜上的灰尘(每月1—2次)
若图形拼接出现较大误差,需要进行振镜失真校正。
根据蜂窝板的损耗情况看是否需要更换。
3.清理工作须专人负责,并做好记录。
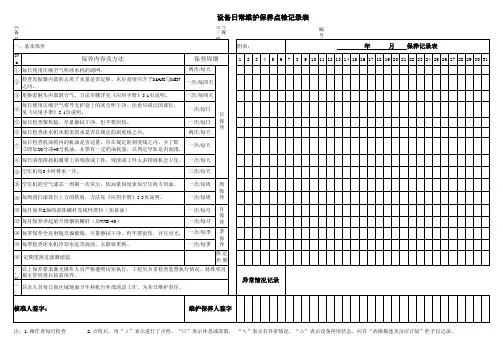
设备检查保养记录年表
设备型号:设备编号:保养日期:年月年度保养项目保养确认及检查结果保养时间保养人签名1.内外部检查和清扫电焊设备。
吹扫电焊变压器,电动机,发电机,磁放大器,输
出电抗器积灰。
2.检查各连接点是否过热,拧紧各连接点螺丝。
3.检查各线路及零附件是否完好。
保险丝检查是否符合要求,如发现已氧化,严重
过热,变色应更换保险丝。
4.检修电流调节装置,应符合调节范围的要求。
5.测量各元件有关参数是否正常。
检查电阻,电容值。
备注
注:以上检查内容,每年定期由维修工执行并记录检查结果,操作工配合进行。
如有任何异常,需要告知负责人,及时解决问题。
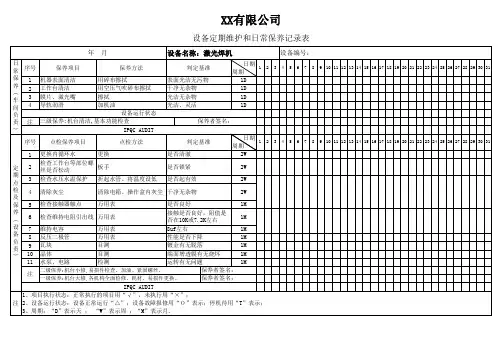
设备定期点检保养记录设备名称:激光焊接机设备型号:机台编号:保养项目周期技术要求保养方法保养日期保养日期保养日期检查结果检查结果检查结果1.氙灯,镜片(45度全反、半反、聚焦镜)1月清洁,无污点,瘢痕,凹坑500小时更换氙灯,清洗镜片2..聚光腔、镜座、聚焦部件、晶体,光纤3月清洁,无凹坑、污点裂纹,安装牢固酒精和镜头纸擦拭,气球吹尘3.气管、接头、气缸、电磁阀、3月无漏气,灵活,动作正常紧固维修4.工作台导轨,丝杆、轴承,联轴器、1月移动灵活,螺钉无松动和异常噪声紧固并补充锂基2号润滑脂5.聚光腔冷却水(内循环水)1月清洁,无泄露更换蒸馏水7..水箱,冷却水(外循环水)3月清洁,水温在16-30℃更换纯净去离子水6.过滤器、热交换器、水泵、环氧树脂过滤罐6月清洁,无杂物,无堵塞,温度正常更换滤芯,过滤罐,冲洗热交换器、7.按钮开关、指示灯、温控仪,直流电源3月外观功能完好,接触良好,显示清晰,输出值正常,无异常发热,接地良好紧固、维修或更换8.储能电容、主电路、电机、散热风扇6月接触良好,无虚焊,外壳无鼓胀,散热风扇工作正常紧固、维修或更换9.电箱除尘6月主电箱,配电箱内无粉尘干空气吹扫10.扣式锂电池2年输出电压电流值正常,无鼓胀。
更换保养责任人保养总工时审核者日期检查结果说明:以上保养项目仅通过检查已达到要求打√,通过维护保养后达到要求打OK。
保养用零件清单序号日期零件名称型号规格数量序号日期零件名称型号规格数量1 42 53 6。
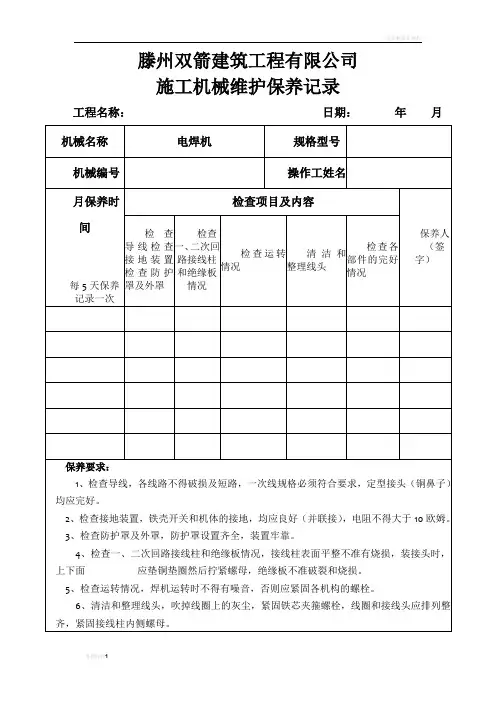
炼铁二厂电焊机维护保养记录
班组:日期:年月--- 年月
焊机型号编号
焊机包机人焊机保养人
保养时间
(每两月保养一次)
检查项目
保养人
签字检查导线
检查接地
装置检查
防护罩及
外罩
检查一、二
次回路接线
柱和绝缘板
情况
检查运转
情况
清洁和整理
线头
检查各部件
的完好情况
保养要求:
1、检查导线,各线路不得破损及短路,一次线规格必须符合要求,定型接头(铜鼻子)均应完好。
2、检查接地装置,铁壳开关和机体的接地,均应良好(并联接),电阻不得大于10欧姆。
3、检查防护罩及外罩,防护罩设置齐全,装置牢靠。
4、检查一、二次回路接线柱和绝缘板情况,接线柱表面平整不准有烧损,装接头时,上下面应垫铜垫圈然后拧紧螺母,绝缘板不准破裂和烧损。
5、检查运转情况,焊机运转时不得有噪音,否则应紧固各机构的螺栓。
6、清洁和整理线头,吹掉线圈上的灰尘,紧固铁芯夹箍螺栓,线圈和接线头应排列整齐,紧固接线柱内侧螺母。
7、检查各部件的完好情况,调节螺杆、调节手轮、机罩等均应完好,否则修理或更换已损坏的零件。