生产指令表
- 格式:xls
- 大小:20.50 KB
- 文档页数:2
生产指令管理程序(ISO9001-2015)1.0目的为规范生产指令管理,加强各类生产指令的规范性,保证生产有序运行,制定本制度。
2.0适用范围本制度适用于生产运行期间各类生产指令的管理。
3.0职能分工3.1生产部门负责生产指令的编制、签发、执行监管和指令文本的保管。
3.2其他有关部门根据分工配合生产指令的执行。
4.0定义4.1本制度所称的生产指令,是指根据生产需要下达的,有效组织生产的指令性文件。
5.0生产指令的分类5.1生产指令按存在形式,可分为口头生产指令和书面生产指令二类5.1.1口头生产指令:是由生产管理人员口头下达,受令部门、班组或人员立即执行的生产指令,是生产管理人员对部门、班组或人员提出的要求,使其从事的每一项内容都更加符合公司各种制度的管理要求。
如:劳动纪律的强调、行为规范提醒、各种生产场合的安全提示、对文明生产提出要求、上级临时工作安排等生产管理内容。
5.1.2书面生产指令:是由书面形式下达的生产指令,其内容涉及生产操作、安全、设备、环境卫生、节能降耗、文明生产等生产管理各方面的内容。
书面生产指令应当采用规范格式,包括指令名称、编号、表单记录编号、指令目的、指令内容、有效期、编制者/日期、审批者/日期、分发部门及份数等内容。
5.2生产指令按级别,分为厂级生产指令和部门级生产指令二类5.2.1厂级生产指令是涉及较大、较急需要解决的生产问题或关键的设备问题;安全生产的重大问题;急需部门之间协作解决的问题;公司领导授权或委托解决的问题;当部门级生产指令或管理指挥受到抵制时使用的生产指令。
5.2.2部门级生产指令是涉及装置生产操作、安全、设备、环境卫生、节能降耗、文明生产等局部生产管理各方面的内容;厂长(副厂长)授权或委托解决的问题。
6.0生产指令操作程序6.1口头生产指令操作程序6.1.1生产管理人员以口头形式下达的生产指令,指令接受者接到口头指令后作好详细记录,包括指令接受时间、指令内容、下达人等,必要时,需指令下达者签字确认。
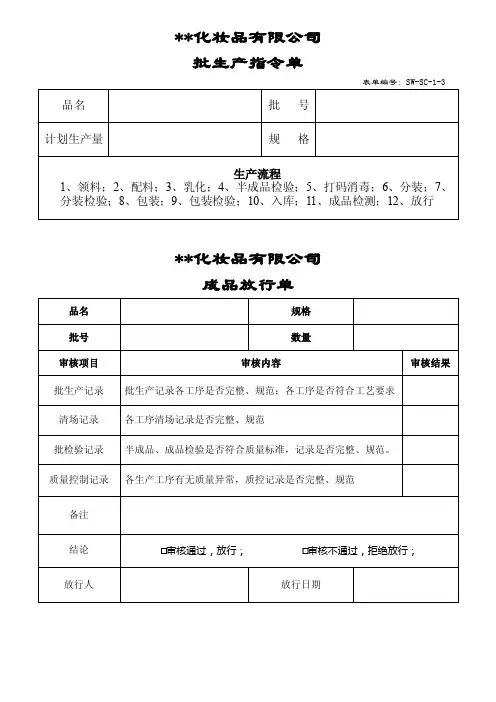
**化妆品有限公司
批生产指令单
表单编号:SW-SC-1-3
**化妆品有限公司
成品放行单
配料工序批生产记录表单编号:SW-SC-1-4
乳化工序批生产记录表单编号:SW-SC-1-5
半成品检验工序批生产记录表单编号:SW-SC-1-7
打码工序批生产记录表单编号:SW-SC-1-6
分装、包装工序批生产记录表单编号:SW-SC-1-8、10
分装、包装工序检验批生产记录表单编号:SW-SC-1-9(11)
巡检单填写标准: 1.各项目必须完整填写,填写内容需清晰明了,状态良好直接画“√”;2.检验项目必须按我公司检验标准进行检验;3.首件确认时如检验结果NG,请在异常记录中填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知QC再次确认OK后方可批量量产。
5.检验频率:巡检频率统一半小时做产品巡检,每次至少检测3PCS并至少每班2次记录于报表中.
**化妆品有限公司成品检验报告单。
三期和生产指令
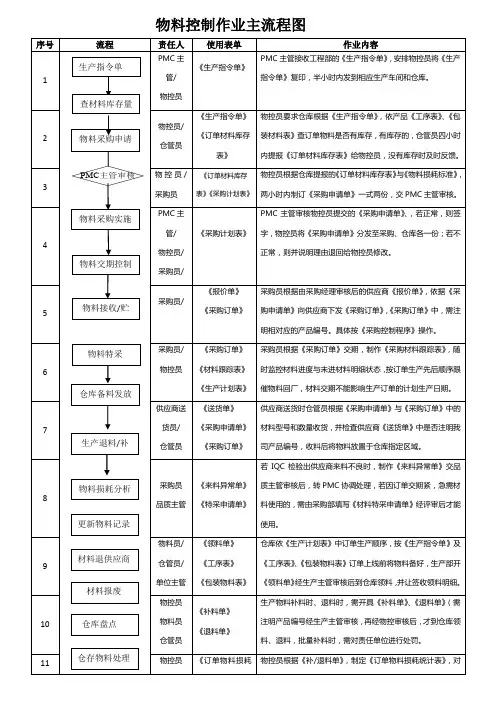
三期和生产指令是计划部门下发给现场,用于指导现场生产安排的报表,不同的企业报表样式千差万别,不过基本要素都是一样的,都必须包含生产的产品、数量、作业担当、作业时间,作业开始时间、作业结束时间等。
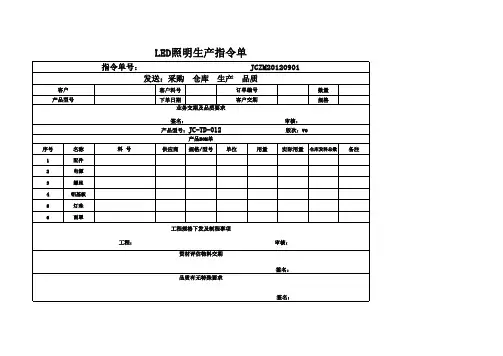
生产指令的下达是以"生产指令单"的形式实现的。
生产指令单是生产安排的计划和核心,一般交给库管部门、采购部门和生产车间。
是这三个部门(有的企业库管隶属于生产部门)行动的依据,也是考核和检查的依据。
这方面情况,我们在执行一些咨询业务时经常见到,尤其是判断公司财务真实性方面,生产指令单往往是我们首先要搜集和分析的资料。
按是指按标准、按工艺、按图纸进行生产。
产品技术标准可以看成是产品生产的顶层设计,基于标准编制工艺,而图纸是在结合标准、工艺并充分辨认顾客需求的基础上绘制出来的。
片剂批生产记录
产品名称
批号
成品量
生产周期:车间审核意见
规格
理论量
包装规格
********有限公司
月日至年月
审核人审核日期
日期
领料人
领料单
保管人
批生产指令单
起草人审核人接收人
称量配料岗位生产记录
年月曰
物料核对记录年月曰
清场记录
年月曰
原产品名称: 批 号: 调换产品名称: 批 号: 清场人: 质监员:
清场日期:年月日时 有效期至:年月日时
备注
清场人:
质监员:
清场合格证(正本)
M-J
>
岗
位:
称量配料
粉碎岗位生产记录
产品名称生产日期规格
清场记录
年月日
混合制粒干燥岗位生产记录
年月曰产品名称规格
清场记录
年月曰
整理总混岗位生产记录
年月曰
清场记录
年月曰
清场人:质监员:
填充装囊岗位生产记录
年月日
清场记录
年月日
领料单
保管人:
退料单
日期:年月日
退料人:
塑瓶内包装岗位生产记录
年月日
清场记录
年月日。
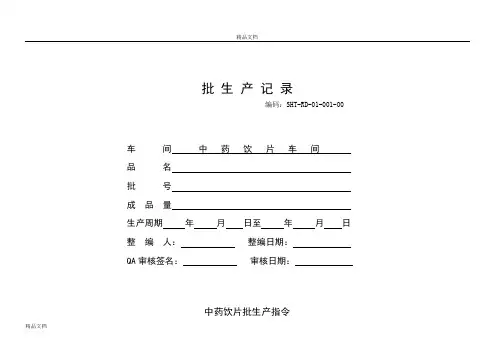
批生产记录编码:SHT-RD-01-001-00车间中药饮片车间品名批号成品量生产周期年月日至年月日整编人:整编日期:QA审核签名:审核日期:中药饮片批生产指令编码:SHT-RD-01-002-00 产品名称生产车间批号批量生产日期1 执行技术标准依据:2 生产处方:原料/辅料名称. . .数量3有关生产操作上的指示或注意事项:指令编制人生产技术部部长审核QA审核指令编制日期审核日期审核日期选药、过筛岗位生产记录编码:SHT-RD-01-003-00 品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:项目(kg)班次筛选前总数筛选后总数杂质量操作人复核人1 挑选收率(%)=2 挑选耗率(%)=3 物料平衡(%)=操作指令1、按《选药、过筛标准操作规程》操作,文件编码:选药、过筛岗位清场记录精品文档编码:SHT-RD-01-004-00日期年月日清场原因□每天生产结束□更换品种□同品种更换批次生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
2、过筛机、工具、容器、用具按清洁标准操作规程清洁。
3、废物清理出,清洁废物贮器。
4、操作台、门窗、地面、墙面、灯具、辅助设施等按清洁标准操作规程清洁。
5、清洁工具按清洁标准操作规程清洁。
6、正确更换各状态标志,工场物品定置存放。
清场负责人复查人备注:洗药、软化岗位生产记录编码:SHT-RD-01-005-00精品文档品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:序号项目1# 2# 待洗、润药接收量(kg)洗药时间起止润药时间操作人复核人备注:操作指令1、按《洗药、软化标准操作规程》操作,文件编码:洗药、软化岗位清场记录编码:SHT-RD-01-006-00 日期年月日清场原因□每天生产结束□更换品种□同品种更换批次精品文档生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
服装生产工艺指令单服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP合同号: 20040801 P 1/6接单公司:贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10 (A )材料明细:名 称 规 格 及 要 求 数量 单位 供给 名 称 规 格 及 要 求 数量 单位 供给 面料 全棉 96x48/16x12 拉链(胸) 5#双拉树胶普通自动头拉链1 条 主唛 SIZE+成份+人形唛 1 个 拉链(袋) 5#单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1 个 魔术贴 2cm 宽3cm 长 1 个 松紧带 2cm 宽 松紧带 2”宽 (B )款式图(面): (背):(C )数量、颜色及分配:主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色100 200 200 300 200 150 150 50 50 50 50 = 15001、(E )工艺图(正面):服装有限公司洗水唛 主唛5#单开树胶普通自动头拉链 5#双拉树胶普通自动头拉链前中右面 (正前中右面 (反贴边4cm 宽出3cm 拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道口袋离前中:48-54:5cm 56-60:口袋离前领边: 48-54:20cm 56-60:口袋离腰线: 48-54:12cm 56-60:所有的止口、缝合全部用5线包边。
口袋口折贴边 1.5宽;口袋边压0.2cm 宽单线;面筒离前中9cm 拉链头打枣2”松紧带包面布 2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣3个。
口袋离肩距离:48-54:日期: 2004年8月8日 款号: 488-B TOP合同号:20040801 P 3/6(E )工艺图(背后):领边为单线压0.6cm 宽; 领脚为单线压9c m4cm宽 3cm 宽10c m 4cm 宽 3cm 宽 贴边3cm 宽贴边6cm 宽压0.6双线 打枣后腰为用2cm 宽松紧带,面压1cm 宽双线,缩好为拉开口袋离腰: 48-54:6cm 56-60:口袋离侧骨缝: 48-54:5cm 56-60:所有的止口、缝合全部用5线包边。
工艺管理记录化妆品批生产记录
产品名称:
产品规格:
产品批号:
产品批量:
编制人:
审核人:
批准人:
威海吉欧吉化妆品有限公司
化妆品批生产指令
编号:JL-93
编号:JL-94用料部门:年月日
保管:
复核人:
生产日期:编号:JL-95化妆品配料记录(关键质量控制点)
化妆品搅拌记录
(关键质量控制点)生产日期:编号:JL-96
化妆品灌装记录(关键质量控制点)
化妆品批包装指令
化妆品包装记录
化妆品批产品入库审核表
批产
日
1、物料、批生产记录、检验监控各审核内容的审核;
2、产品的注册批准的法规性、质量标准、检验标准的审核;
3、12项审查内容的审核;
(同意/不同意)放行。
质检部门负责人:审核结论
本批产品: □符合规定 □不符合规定。
生产订单号:客户白德生客户名称缅甸柚木g041 8,000要求交货日期交货日期产品编号wp1947 1.5 22背景色编号br-15压花编号r43滚筒编号内环尺寸od=33100包装规格纸箱规格其他要求部门项目生产时间完成时间消耗工时操作员实际生产数量不良产品类型、数量生产审批质量确认388部门项目生产时间完成时间工时消耗操作工实际生产数量不良产品类型,数量生产签署质量确认81部门项目生产时间、完工时间、工时、操作人员实际生产数量,不良品类型、数量、生产审批、质量确认、80个部门、项目生产时间、完工时间、工时、操作人员实际生产数量、不良产品类型、数量、生产批准、质量确认、f、质量确认16 swl-p-120713025订单号(订单数量(m)7月12日7月12日25、产品规格4-3厚度(mm)宽度(mm)成品号(带标识的零件m4909-1 m4909-2 NW(kg/体积)GW(kg/箱)生产机械需求(kg)异常情况描述,生产机器需求(体积)异常情况描述分析,生产设备需求(量)异常情况描述分析及异常情况描述分析生产设备需求分析(案例)异常情况描述分析表:沈兆芬审核人:黄伟审核人:生产订单号:客户帕特森客户品名缅甸柚木I015 10,000交货日期要求交货日期产品编号wp1947 1.5 22背景色br-15压花编号r43滚筒编号内环尺寸od=33100包装规格纸箱规格其他要求部门项目产品抽吸时间完成时间消耗工时操作员实际生产数量不良产品类型,批量生产批准质量确认483部门生产时间,完成时间,时间消耗,工时,实际生产数量,不良产品类型,数量生产批准,质量确认100部门项目生产时间,完成时间,消耗工时,操作员实际生产数量,不良产品类型、数量生产、质量确认20 swl-p-120905019订单号(订单号9月15日,产品规格3-3厚度(mm)宽度(mm)成品编号(带标识的零件4909-1 m4909-2净重(kg/卷)GW(kg/纸箱生产机需求(kg)异常说明,生产机械需求(数量)异常情况分析产品描述、生产机器需求(数量)异常分析、情况描述与分析生产机器需求(箱)异常情况描述与分析:沈兆芬审核员:黄伟批准人:生产指令是计划部下达到现场指导现场生产安排的报告。
修订记录:版本号修订日实施日编制者修订内容编制部门生产部审核批准1目的通过对指令单的管理,使整个生产进度处于受控状态2范围本规定适用于机加车间的零部件加工过程指令单和装配车间的压缩机装配过程指令单的管理。
3术语无4职责、规定、流程4.1职责生产部计划员负责指令单的编制质量部负责对生产过程中不合格信息的及时反馈,并对不合格品评审意见进行跟踪生产部车间负责指令单的实施4.2规定4.2.1下单:A、下单数量:根据月度生产计划中日计划数量和前期指令单的完成情况(目的是控制月度实际生产进度和车间在制品数量)确定下单数量B、下单产品型号、图号及名称:根据月度生产计划和生产准备情况下单。
当零部件备料(用ERP中的生产需求分析工具进行分析)、刀具、工装等生产准备符合要求后,编制指令单。
C、下单周期:机加车间指令单每周一、三、五各下一次,装配车间指令单每天下一次。
D、下单时间:应提前一天以上下单给仓库、车间,便于仓库备料、车间进行生产准备。
市场急需时,下单时间可变更。
例:星期三、星期四机加车间的指令单应在星期一16:00至星期二9:00前下发星期三装配车间的指令单应在星期一16:00至星期二9:00前下发4.2.2配料:A、配料及补料数量:配料是根据新指令单和车间反馈的前期指令单实际完成情况(目的是控制车间在制品数量)按指令单配套发料,并同时打印《领料单》(ERP自动下账)。
补料是装配车间因零部件不合格,需补发物料到车间补料仓(应确保补料仓的物料控制在规定的范围内)。
车间班组长应提前通知仓库,仓库补料、打印《补料单》(ERP自动下账)。
B、配料产品标识:机加产品应每配料箱或筐内放置《产品跟踪卡》。
装配车间应每配料箱或筐内放置《产品标识卡》C、物流要求:按不同班组对应的物流工位器具目视表要求配料。
D、配料地点:机加车间的零部件配料到相应班组的毛坯存放区。
装配车间需清洗的零件配料到清洗车间的待洗区;装配不需清洗的零件应配送到车间对应零件的配料缓冲区(见地面标识)。
生产订单号:客户白德生客户名称缅甸柚木g041 8,纸箱内环生产日期要求每小时生产一次成品捆扎完成时间1个月,包装工要求每小时生产一个成品,每件产品包装一个月,一个月,一个月类型,数量生产批准质量确认388部门项目生产时间完成时间工时消耗操作员实际生产数量不良产品类型,数量生产签署质量确认81部门项目生产时间,完成时间,工作时间,操作人员实际生产数量,不良品类型、数量、生产批准、质量确认、80个部门、项目生产时间、完成时间、工作时间、操作人员实际生产数量、缺陷产品类型、数量、生产批准、质量确认、f、质量确认16 swl-p-120713025订单号(订单数量(m)7月7月12日12日25日,产品说明书4-3厚度(mm)宽度(mm)成品编号(带标识零件m4909-1 m4909-2 NW(kg/体积)GW(kg/箱)生产机械需求(kg)异常情况描述,生产设备需求(体积)异常情况描述分析情况描述分析和异常情况描述分析生产设备需求分析(案例)异常情况描述分析表:沈兆芬审核员:黄伟审核员:生产订单号:客户帕特森客户名称缅甸柚木I015 10000交货期要求交货期产品编号wp19471.5 22底色br-15压花编号r43滚筒编号内圈尺寸od=33100包装规格纸箱规格其他要求部门产品吸风时间完成时间消耗工时操作工实际生产数量不良产品类型,批生产批准质量确认483部门生产时间、完成时间、时间消耗、工时、实际生产数量、不良品类型、数量生产批准、质量确认100部门项目生产时间、完成时间、消耗工时、操作人员实际生产数量,不良产品类型、数量生产、质量确认20 swl-p-120905019订单号(订单号9月15日,产品规格3-3厚度(mm)宽度(mm)成品编号(标注零件4909-1 m4909-2净重(kg/卷)GW(kg/纸箱生产机需求(kg)异常说明,生产机械需求(数量)异常情况分析产品描述、生产机械需求(数量)异常分析、情况描述及生产机械需求分析(箱)异常情况描述与分析:沈兆芬审核员:黄伟批准:生产指令是计划部到达现场指导现场生产安排的报告。
生产指令管理程序(ISO9001-2015)1.0目的为规范生产指令管理,加强各类生产指令的规范性,保证生产有序运行,制定本制度。
2.0适用范围本制度适用于生产运行期间各类生产指令的管理。
3.0职能分工3.1生产部门负责生产指令的编制、签发、执行监管和指令文本的保管。
3.2其他有关部门根据分工配合生产指令的执行。
4.0定义4.1本制度所称的生产指令,是指根据生产需要下达的,有效组织生产的指令性文件。
5.0生产指令的分类5.1生产指令按存在形式,可分为口头生产指令和书面生产指令二类5.1.1口头生产指令:是由生产管理人员口头下达,受令部门、班组或人员立即执行的生产指令,是生产管理人员对部门、班组或人员提出的要求,使其从事的每一项内容都更加符合公司各种制度的管理要求。
如:劳动纪律的强调、行为规范提醒、各种生产场合的安全提示、对文明生产提出要求、上级临时工作安排等生产管理内容。
5.1.2书面生产指令:是由书面形式下达的生产指令,其内容涉及生产操作、安全、设备、环境卫生、节能降耗、文明生产等生产管理各方面的内容。
书面生产指令应当采用规范格式,包括指令名称、编号、表单记录编号、指令目的、指令内容、有效期、编制者/日期、审批者/日期、分发部门及份数等内容。
5.2生产指令按级别,分为厂级生产指令和部门级生产指令二类5.2.1厂级生产指令是涉及较大、较急需要解决的生产问题或关键的设备问题;安全生产的重大问题;急需部门之间协作解决的问题;公司领导授权或委托解决的问题;当部门级生产指令或管理指挥受到抵制时使用的生产指令。
5.2.2部门级生产指令是涉及装置生产操作、安全、设备、环境卫生、节能降耗、文明生产等局部生产管理各方面的内容;厂长(副厂长)授权或委托解决的问题。
6.0生产指令操作程序6.1口头生产指令操作程序6.1.1生产管理人员以口头形式下达的生产指令,指令接受者接到口头指令后作好详细记录,包括指令接受时间、指令内容、下达人等,必要时,需指令下达者签字确认。