不良品分析流程图
- 格式:xls
- 大小:40.00 KB
- 文档页数:1
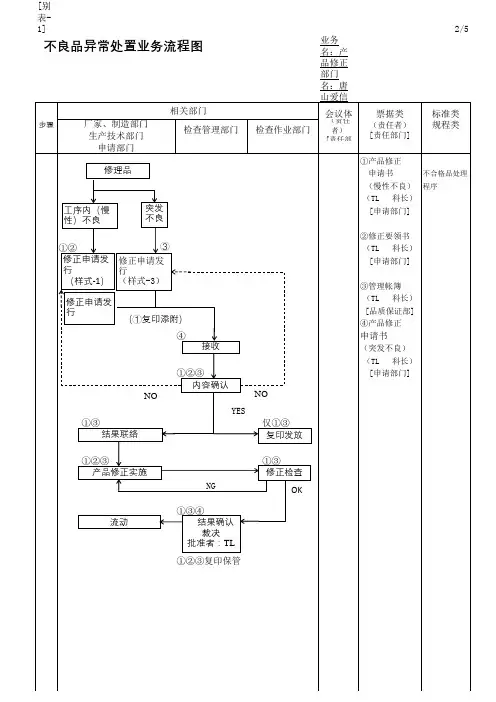
不合格品控制程序及处理流程不合格品管理目的:对不合格品加以识别、区隔、风险评估、重新处理,以防止非预期的使用或流入客户手中。
为对品质异常能及时反应及处理、预防、消除异常原因,以维持品质系统正常运作。
围:针对来料、在制品、出货等各个阶段的不合格品。
定义:不合格品(Nonconformity):超出接收标准,不满足要求的产品。
返工(Rework):由原加工流程对不合格品重新加工使产品符合需求规格。
修理(Repair):增加加工流程以对不合格品加以修复,使其符合需求规格。
挑选(Sorting):对不合格品加以挑选,以区别等级。
报废:无法作挑选处理并不可能进行重工或修复的不良品及维修成本高于制作成本之不良品。
批退(Reject):品管单位检验材料、半成品、成品等有品质异常不满足需求状况时,将检验品整批退还供应商或制造单位,并要求处理的情形。
特采:于进料、生产过程或最终成品发现的不合格品,因客户、生产需求急迫,客户或销售部代表客户同意授权,或投入后不影响产品功能、构造机能、特殊外观要求及应用功能性,不造成人身安全,可满足最终客户使用品质的不合格品做特殊接收的状态,等同让步接收。
降级、降档:因产品检验不符合定义标准要求,而采用更低标准确认接收、降级处理的状况。
各部门职责一.质量部负责不合格品处置活动之协调,包含来料不合格、生产中不合格、顾客反馈不合格等。
定义不合格品的区分、隔离及标示方式;评估定义不合格品的挑选方式及标准;品质异常发生时,不合格品紧急处理方式要求;二. 生产部负责对生产过程不合格品区隔作业及相应的标识。
执行对品质异常发生时不合格品的应急处理要求;按照工艺及质量提供的方案执行不合格品品的返工、修理、挑选等作业负责生产原因造成品质异常之分析与改善;三. 工艺部品质异常发生时之应急处理方案拟定。
对过程品质异常之分析与改善要求。
对修理、返工作业方式定义。
其他部门负责履行本部门的职责予以协助。
不合格品控制流程一. 进料品质异常控制质量部负责设计抽检方案,按照标准执行检验。
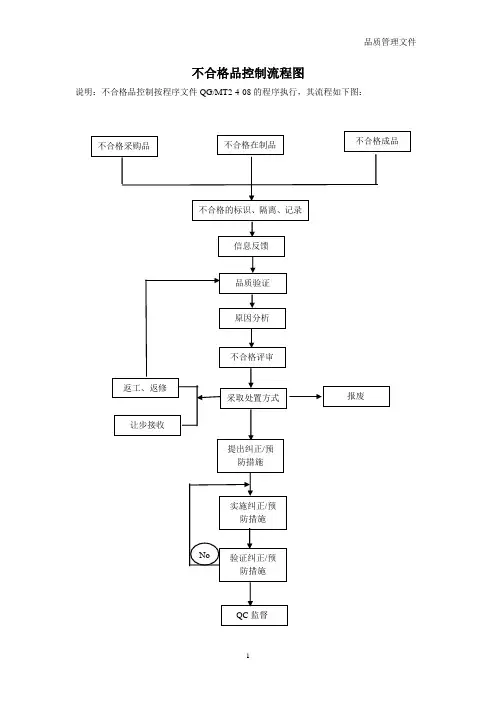

不合格品控制程序(ISO9001-2015)1.0目的对不合格品进行识别和控制,防止不合格品的非预期使用或交付。
2.0范围本程序适用于原辅料、在制品、成品及交付后的产品发生的不合格控制。
3.0定义与术语3.1轻微不合格品:是指对产品质量稍微有影响的不合格品。
3.2一般不合格品:是指偶发的、对产品质量影响不大、损失较少的不合格品。
3.3严重不合格品:是指连续发生的、对品质有较大影响的、损失严重的不合格品。
3.4返修:对不合格品采取的措施,以达到预期的使用目的。
3.5特采:指以书面形式允许一段时限内或一定数量的不符合品质要求的特定材料,半成品,成品在不影响功能下使用或出货。
4.0职责4.1品管课负责对产品进行检验判定,标示;4.2物料课、生产各课负责对不合格品进行隔离;4.3责任部门负责实施不合格品的处置。
5.0作业流程5.1进货不合格控制a.进货检验检验人员依据原物料检验标准、工程图纸、顾客要求等进行检验,判定为不合格品时开《品质异常处理单》并填写相关异常信息并附上不合格样品一并交给品管课长审核和管理部经理批准后扫描发邮件给采购课、生管课、物料课。
b.标示隔离进料不合格品由品管课检验人员进行标示,物料课人员将产品移至不合格品区域进行隔离。
c.不合格品处理1.退货:由物料课开具《退货单》,经品管、仓管确认后,经物料课长审核后通知采购课在7日内退货,若超出期限由我司自行处理。
当同一供应商因产品连续有2批因同样质量被拒收时,品管课开出《纠正和预防措施单》交采购课处理。
2.挑选使用:由采购课通知供应商,确定挑选方式:(1)由供应商进行挑选,挑选后的原物料须由品管课重新检验合格后方可入库使用;(2)由我公司安排物料课全检组人员进行挑选,挑选后的原物料须由品管课重新检验合格后方可入库使用;3.特采接收:在生产急需或紧急出货的情况下不影响安全,功能或结构的不合格品由采购课填写《品质异常处理单》交相关单位会审后由管理部经理核准后方可特采,同时品管员于该批产品上加贴“进料特采标签”;4.报废:制程中发现无法使用的来料不良品(含特采物料),由采购课与供应商沟通处理方式,物料课接收到可报废处理邮件或已扣款的财务部确认签署后开立《报废单》经资材部经理审核、副总核准后进行报废;5.不合格品的处理期限要求:采购课接单后需在24H内签回。
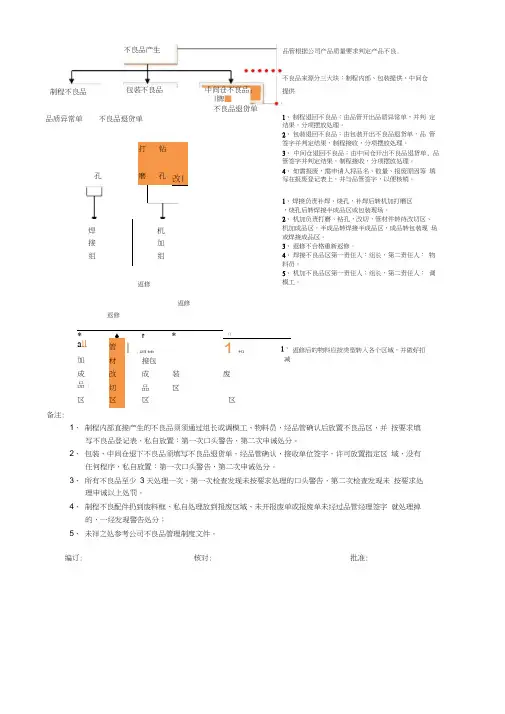
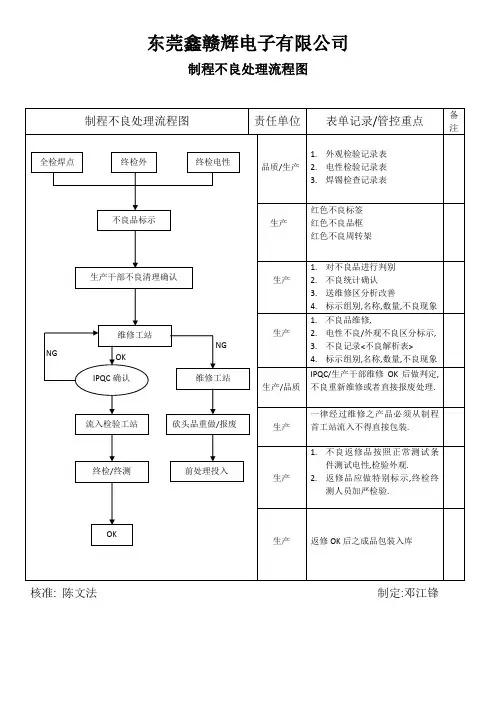
1、制程内部直接产生的不良品须须通过组长或调模工、物料员,经品管确认后放置不良品区,并
按要求填写不良品登记表,私自放置:第一次口头警告,第二次申诫处分。
2、包装、中间仓退下不良品须填写不良品退货单,经品管确认,接收单位签字,许可放置指定区
域,没有任何程序,私自放置:第一次口头警告,第二次申诫处分。
3、所有不良品至少3天处理一次,第一次检查发现未按要求处理的口头警告,第二次检查发现未
按要求处理申诫以上处罚。
4、制程不良配件扔到废料框、私自处理放到报废区域、未开报废单或报废单未经过品管经理签字
就处理掉的,一经发现警告处分;
5、未祥之处参考公司不良品管理制度文件。
编订:核对:批准:
.。
不良品处理流程Newly compiled on November 23, 2020一、目的:规范不良品的处理程序,明确权限职责,防止来料不良进入生产线,防止生产线产生大量不良品,促进生产顺利进行和保证产品质量。
二、职责:1.IQC负责来料的检验和判定。
2.QC负责对线上半成品的检验和判定。
三、程序:1.原材料检验及不良品控制IQC依相关原材料检验标准实施检验,并记录《进料检验报告》及给出检验结论。
合格原材料方可入库,不合格品做相应标识。
不合格处理方式:退货、让步接收、挑选使用。
品质主管应会同相关部门协商后作出处理方案,必要时召开MRB会议。
2.制程检验及不良品控制QA负责首检,填写《制程首件检验报告》,确认首检合格方可进入量产。
作业员对本工序产品自检合格后再流入下一工序。
凡经检验不合格的半成品,应进行正确的标识与隔离。
车间及时进行返工处理,做好记录。
3.QC巡拉时如发现有员工因操作错误而造成不良品时,必须立即停止该操作员一切动作,并指导该操作员正确的操作。
4.员工在自检或QC巡拉时中发现任何质量问题时都必须及时报告拉长或主管人员,由上级判定不良状态或制订可接受标准。
5.管理人员在接到员工的质量异议时,必须及时作出处理,并作好质量记录。
6.管理人员在巡查过程中如发现因来料不良或工艺缺陷导致产生不良品时,应立即停工并及时报告生产主管,由主管人员牵头查找问题根源,并制订相关解决方案后再进行生产。
7.QC负责每日对不良品放置场内的不良品进行判定和常规处理,并作相关记录。
不良品数量较大或不良原因较为突出时,应立刻报告生产主管,由主管负责制订处理方案8.由生产通知相关部门,召开MRB会议,制订不良品的解决方案(退货、加工使用、降级使用、限量接受、报废),并制定纠正和预防措施。
9.经判定不合格的产品由判定者标明不合格原因并签名,并集中到不良品放置区域。
凡出现将不良品当良品流入下工序时,彻查转序原因,并追究当事人责任;因上工序无明显不良原因标示或无标示而造成转序的由上工序操作者承担80%责任,由管理负20%责任;因下工序随意挪用不良品而流入生产的由下工序操作者负80%责任,由管理负20%责任。