生产良率系统统计表
- 格式:xls
- 大小:1.29 MB
- 文档页数:16
良率分析报告1. 背景介绍本报告旨在分析和评估一个制造业公司的产品良率情况。
良率是指在生产过程中合格产品数量与总生产数量之间的比例。
通过对良率的分析,我们可以评估生产过程的稳定性和产品质量的可靠性。
2. 数据收集为了进行良率分析,我们收集了一段时间内的生产数据,并记录了以下信息:•生产日期•生产批次•总生产数量•合格产品数量•不合格产品数量3. 数据处理在数据收集后,我们进行了一些数据处理和计算,以便进一步分析良率情况。
首先,我们计算了每个批次的良率,即合格产品数量与总生产数量的比例。
接下来,我们对数据进行了统计分析,包括计算平均良率、最高良率和最低良率。
这些统计数据可以帮助我们了解生产过程的整体表现和潜在的问题。
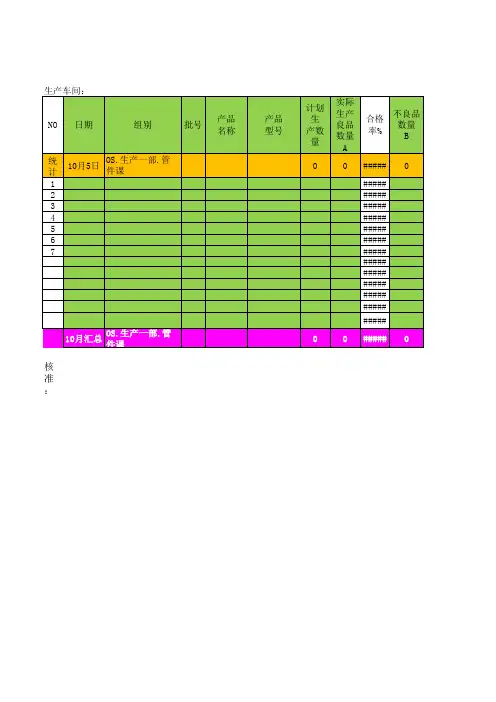
4. 良率趋势分析在本节中,我们将对良率进行趋势分析,以了解生产过程的变化和趋势。
我们根据生产日期将数据绘制成折线图,并观察良率随时间的变化。
根据折线图的趋势,我们可以发现生产过程中存在的问题和改进的空间。
例如,如果良率呈下降趋势,可能存在材料质量问题或生产设备故障。
相反,如果良率呈上升趋势,可能是由于改进的生产工艺或质量控制措施的实施。
5. 良率差异分析在本节中,我们将对不同生产批次之间的良率差异进行分析。
通过比较各个批次的良率,我们可以确定是否存在某些特定批次的问题,并采取相应的措施进行改进。
我们对各个批次的良率进行了统计分析,包括计算平均良率、最高良率和最低良率。
通过比较这些数据,我们可以确定是否存在批次之间的显著差异,并进一步分析原因。
6. 结论与建议根据对良率的分析,我们得出以下结论和建议:•生产过程整体表现良好,平均良率达到X%。
•良率存在一定的变化和趋势,需要进一步监控和改进。
•存在批次之间的良率差异,可能由于材料、工艺或设备等方面的问题。
•建议加强对材料质量的控制和监测,以减少不合格产品的数量。
•建议对生产工艺进行优化和改进,以提高整体产品质量和良率。
7. 参考文献[1] Smith, J. (2018). Quality Control in Manufacturing. Manufacturing Journal,25(2), 45-62.[2] Chen, Q., & Wang, L. (2019). Statistical Analysis of Yield in Manufacturing. Journal of Industrial Engineering, 36(4), 78-89.8. 附录良率数据表生产日期生产批次总生产数量合格产品数量不合格产品数量良率2020/1/1 Batch 1 1000 950 50 95%2020/1/2 Batch 2 1200 1100 100 91.7%2020/1/3 Batch 3 800 780 20 97.5%2020/1/4 Batch 4 1500 1400 100 93.3%2020/1/5 Batch 5 900 860 40 95.6%2020/1/6 Batch 6 800 780 20 97.5%2020/1/7 Batch 7 1000 950 50 95%2020/1/8 Batch 8 1100 1000 100 90.9%2020/1/9 Batch 9 1300 1200 100 92.3%2020/1/10 Batch 10 950 900 50 94.7%。

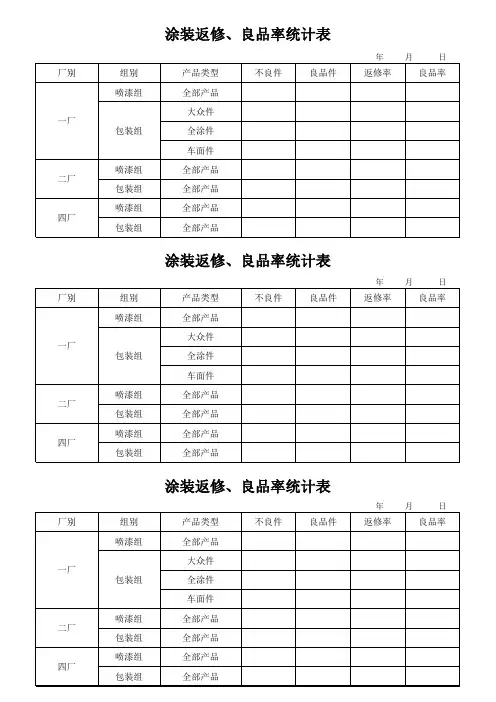
生产管理统计表
说明:
1.序号:用于标识每个生产批次的唯一数字。
2.产品名称:正在生产的产品名称。
3.生产批次:每个产品生产的批次或编号。
4.生产日期:生产开始的具体日期。
5.计划产量:该批次产品的计划生产数量。
6.实际产量:该批次产品实际完成的数量,生产完成后填写。
7.生产效率:实际产量与计划产量的比例,用于评估生产线的效率。
计算公式为:实际产量 / 计划产量× 100%。
8.不良品数量:在生产过程中产生的不合格或需要返工的产品数量。
9.不良品率:不良品数量与实际产量的比例,用于评估生产质量。
计算公式为:不良品数量 / 实际产量× 100%。
1。
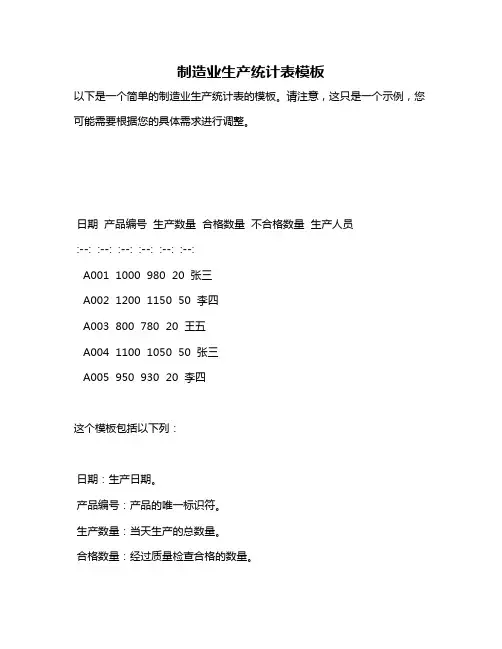
制造业生产统计表模板
以下是一个简单的制造业生产统计表的模板。
请注意,这只是一个示例,您可能需要根据您的具体需求进行调整。
日期产品编号生产数量合格数量不合格数量生产人员
:--: :--: :--: :--: :--: :--:
A001 1000 980 20 张三
A002 1200 1150 50 李四
A003 800 780 20 王五
A004 1100 1050 50 张三
A005 950 930 20 李四
这个模板包括以下列:
日期:生产日期。
产品编号:产品的唯一标识符。
生产数量:当天生产的总数量。
合格数量:经过质量检查合格的数量。
不合格数量:经过质量检查不合格的数量。
生产人员:当天负责生产的员工姓名。
这只是一个简单的示例,您可以根据需要添加更多的列,例如原材料消耗、设备使用情况、生产时长等,以更全面地了解生产情况。
《基于SPC的良率管理系统的设计与实现》篇一一、引言随着制造业的快速发展,生产过程中的质量控制与良率管理变得尤为重要。
良率管理不仅直接关系到产品品质和经济效益,也是企业竞争力的体现。
本文将介绍基于统计过程控制(SPC)的良率管理系统的设计与实现,通过该系统实现生产良率的实时监控、分析与改进,从而提高生产效率和产品质量。
二、系统设计1. 设计目标本系统设计的主要目标是实现良率的实时监控、数据分析及预警,以提高生产效率和产品质量。
系统应具备数据采集、处理、分析、预警及报告等功能,以满足企业对良率管理的需求。
2. 系统架构本系统采用C/S(客户端/服务器)架构,包括数据采集层、数据处理层、数据分析层和应用层。
数据采集层负责实时采集生产过程中的良率数据;数据处理层对采集的数据进行清洗、转换和存储;数据分析层通过SPC技术对数据进行统计分析,实现良率监控和预警;应用层提供友好的人机交互界面,方便用户进行操作和查看报告。
3. 关键技术本系统运用SPC技术进行良率监控和预警。
SPC是一种利用统计技术对生产过程进行监控和控制的方法,通过分析生产过程中的变异,及时发现异常,预防不良品的产生。
此外,系统还采用数据库技术对良率数据进行存储和管理,以及数据可视化技术,将良率数据以图表形式展示,方便用户分析和理解。
三、系统实现1. 数据采集本系统通过传感器、检测设备等手段实时采集生产过程中的良率数据。
数据采集应具有实时性、准确性和可靠性的特点,以确保良率监控的准确性。
2. 数据处理采集到的良率数据需要进行清洗、转换和存储。
数据清洗主要是去除异常数据和重复数据,保证数据的准确性;数据转换是将原始数据转换为系统可识别的格式;数据存储则是将处理后的数据存储到数据库中,以便后续分析。
3. 数据分析本系统采用SPC技术对良率数据进行统计分析。
通过对生产过程的变异进行分析,及时发现异常,预防不良品的产生。
系统可生成各种良率报表和图表,方便用户分析和理解生产过程中的问题。
![良率管理流程[规范]](https://uimg.taocdn.com/02ee22c7cfc789eb162dc8d9.webp)
良率管理流程
1. 目的
确保准确有效地掌握“前期评审、试产、爬坡、量产阶段”的产品良率,通过对比“报价良率、BOM良率、成本良率、极限良率及实际良率”,找到差异或差距,进行持续改善;从而满足公司对品质状况、产品成本的掌控及需求,持续在良率管理上为公司商业成功作出努力。
2. 概述
明确从“前期评审、试产、爬坡、量产阶段”的监控管理要求以及良率确认的具体操作流程。
3. 术语
4. 角色与职责
5. 流程图
清晰版本见如下附件:
6.流程说明
6.1、补充内容:关于“各良率”的关系:针对具体项目的成本良率一般会进行3次检讨,ESI、试产阶段、量产
50~100K后。
7.裁剪指南
无
8.流程范围
9.流程绩效指标
10.支持文件
11.流程接口描述
1)对应的上层流程:
2)输入的流程接口描述:
3)输出的流程接口描述
12.记录的保存
13.补充说明
无
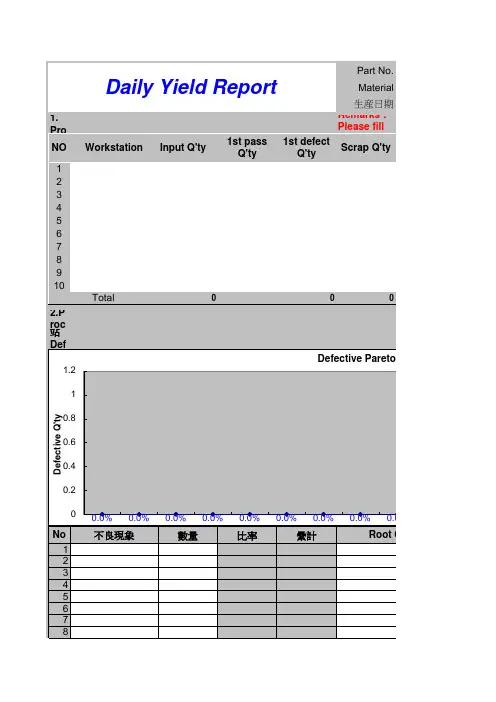
14.文件拟制/修订记录。
Part No.Material 生産日期1. Process Yield Control Remarks : Please fill white box onNO Input Q'ty1st pass Q'ty1st defect Q'tyScrap Q'ty123456789102.Process Defective Description In Detail 站Defective DetailsNo 數量比率纍計12345678不良現象TotalWorkstation Root CaDaily Yield Report0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto C910111213141500站Defective DetailsNo 數量比率纍計12345678910111213141500站Defective DetailsTotal不良現象TotalRoot Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto Ch1.2Defective Pareto ChNo 數量比率纍計1234567891067891000站Defective DetailsNo 數量比率纍計Total不良現象不良現象Root CaRoot Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 D e f e c t i v e Q 't y 0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto Ch2345678910111213141500站Defective DetailsNo 數量比率纍計12345678910111213Total不良現象Root Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto Ch1500站Defective DetailsNo 數量比率纍計12345678910111213141500站Defective DetailsTotalTotal不良現象Root Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto Ch0.60.8 1 1.2 i v e Q 't y Defective Pareto ChNo 數量比率纍計12345678910111213141500站Defective DetailsNo 數量比率纍計12345Total不良現象不良現象Root CaRoot Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 D e f e c t i v0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto Ch678910111213141500站Defective DetailsNo 數量比率纍計12345678910111213141500站Defective DetailsTotal不良現象TotalRoot Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto ChNo 數量比率纍計12345678910111213141500Total 不良現象Root Ca0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.0%0.2 0.4 0.6 0.8 1 1.2 D e f e c t i v e Q 't y Defective Pareto ChWork Order:Material Lot No.: Please fill white box only.Total 良品數1st Pass Yield(直通率)Final Yield100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%100.00%0100.00%100.00%Due day Ownerot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%0.0%25.0%50.0%75.0%100.0%D e f e c t i v e R a t eeto ChartDue day Ownerot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%0.0%25.0%50.0%75.0%100.0%D e f e c t i v e R a t eeto Chart100.0%eto ChartDue day Owner Due day Owner ot Cause Corrective Action ot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%75.0%D e f e c t i v e R a t e 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%75.0% 100.0%D e f e c t i v e R a t e eto ChartDue day Owner12.28ot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%75.0%100.0%D e f e c t i v e R a t e eto ChartDue day Owner ot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%75.0%100.0%D e f e c t i v e R a t e eto Chart50.0% 75.0% 100.0%v e R a t e eto ChartDue day Owner Due day Owner ot Cause Corrective Action ot Cause Corrective Action 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%D e f e c t i v 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0%50.0%75.0% 100.0%D e f e c t i v e R a t e eto Chart0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0% 50.0% 75.0% 100.0%DefectiveRateeto ChartDue day Owner ot Cause Corrective Action0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 25.0% 50.0% 75.0% 100.0%DefectiveRateeto ChartDue day Owner ot Cause Corrective Action。