产品及过程特殊特性明细范例
- 格式:xls
- 大小:1.27 MB
- 文档页数:59
特殊特性管理程序(IATF16949-2016/ISO9001-2015)1.0目的明确特殊特性,以便于控制使产品达到质量要求。
2.0范围适用于公司所有产品/过程特殊特性。
3.0术语3.1.特殊特性:可能影响安全或法规的符合性、产品的配合、功能、性能,或产品后续生产过程的产品特性或制造过程参数。
3.2.安全法规特性(S:Safe:):在可预料的合理范围内变动会显著影响顾客满意程序,对产品使用中的安全、法规的符合性造成影响,或在生产制造、运输过程中对员工造成危险的特性。
3.3.关键特性(K:Key):在可预料的合理范围内变动会显著影响顾客满意程度,造成产品基本功能丧失或降低,或造成生产过程严重、显著中断(如产品报废或生产停线、降速)的特性。
3.4.重要特性(I:Important):在可预料的合理范围内变动可能影响顾客对产品的满意程度,造成产品次要功能丧失或降低,或造成生产过程中等中断(如产品需离线返工)的特性。
3.5.一般特性:在可预料的合理范围内变动可能对产品次要功能造成干扰或没有影响,或只对制造过程造成中等中断(如产品需在线返工或对操作员造成轻微不便)的特性,这种情况下,不需要做任何标识。
4.0管理职责4.1.产品开发部:项目策划小组负责组织建立和确定特殊特性,编制《特殊特性清单》。
4.2.采购部:4.2.1.负责提供涉及安全特性的供应商清单;4.2.2.负责与供方就安全特性签定责任协议,包括采购合同及以上文件的存档工作。
4.3.质保部:在所编制的相关文件上标出特殊特性符号,按要求操作、监控,并记录有关数据;对本厂及涉及安全特性的供方进行审核。
4.4.行政人事部:对相关人员进行特殊特性和产品安全特性培训;对存档的资料、记录按照规定标识及存档管理。
4.4.1.仓储部:对具有安全特性的原辅材料、成品(仓储)进行标识及对故障件的紧急追回;4.5.制造部:按要求操作、监控,并记录有关数据。
5.0工作程序更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区附表1:特殊特性名称与符号、对产品及制造过程影响、严重度等级对照表6.0相关文件特性/D件管理规定7.0相关记录(最少保存期:15年)D特性清单D/TLD人员及培训需求清单安全特性(件)存档文件清单X-R控制图产品和过程特殊性清单(初始)产品和过程特殊特性清单(正式)初始过程能力研究记录认证产品一致性检查记录。
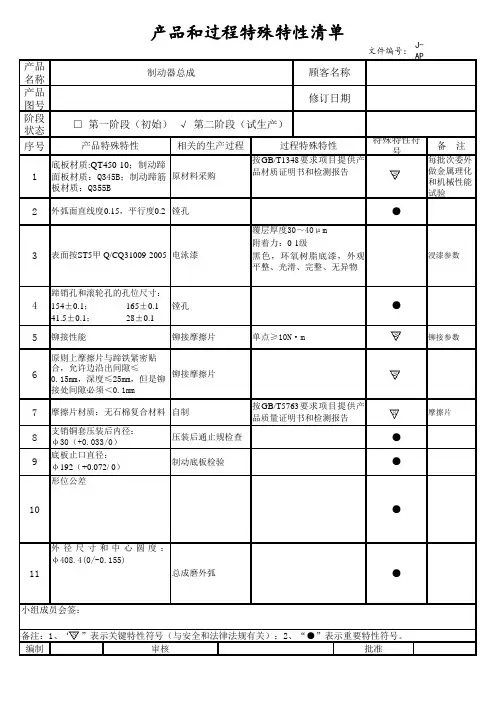
文件编号:J-AP产品名称产品图号阶段状态序号备 注1每批次委外做金属理化和机械性能试验25铆接参数67摩擦片8编制小组成员会签:●表面按ST5甲 Q/CQ31009-2005电泳漆形位公差●制动底板检验●□ 第一阶段(初始) √ 第二阶段(试生产)外径尺寸和中心圆度:φ408.4(0/-0.155)总成磨外弧●镗孔浸漆参数制动器总成顾客名称修订日期备注:1、“ ”表示关键特性符号(与安全和法律法规有关);2、“●”表示重要特性符号。
审核批准3491011支销铜套压装后内径:φ30(+0.033/0)压装后通止规检查●底板止口直径:φ192(+0.072/ 0)原则上摩擦片与蹄铁紧密贴合,允许边沿出间隙≤0.15mm,深度≤25mm,但是铆接处间隙必须<0.1mm铆接摩擦片摩擦片材质:无石棉复合材料自制按GB/T5763要求项目提供产品质量证明书和检测报告黑色,环氧树脂底漆,外观平整、光滑、完整、无异物蹄销孔和滚轮孔的孔位尺寸:154±0.1; 165±0.141.5±0.1; 28±0.1铆接性能铆接摩擦片单点≥10N·m外弧面直线度0.15,平行度0.2镗孔●覆层厚度30~40μm 附着力:0-1级产品和过程特殊特性清单产品特殊特性相关的生产过程过程特殊特性特殊特性符号底板材质:QT450-10;制动蹄面板材质:Q345B;制动蹄筋板材质:Q355B原材料采购按GB/T1348要求项目提供产品材质证明书和检测报告。
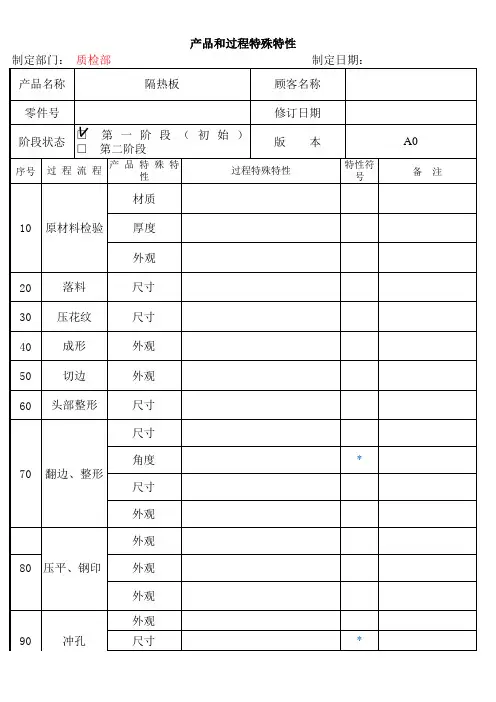
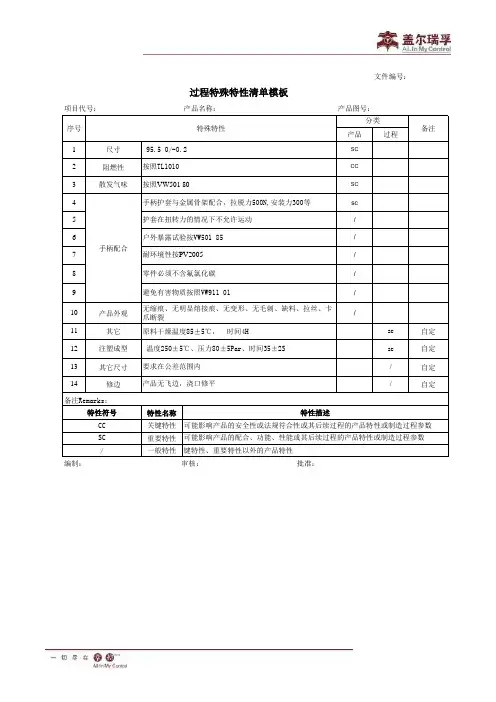
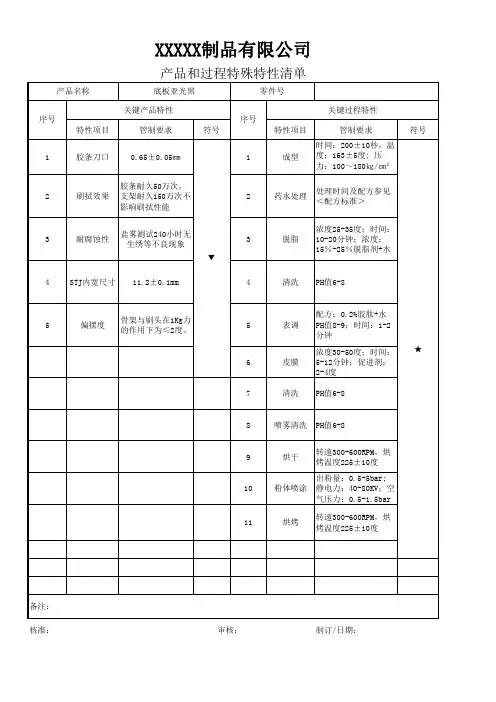
产品名称:
产品
过程
1尺寸SC 2阻燃性CC 3散发气味
SC
4sc 5/6/7/8/9/10产品外观/
11其它sc 自定12注塑成型sc 自定13其它尺寸/自定14
修边/
自定
特性名称关键特性重要特性一般特性
编制: 审核: 批准:
序号手柄配合备注
特殊特性
CC 可能影响产品的安全性或法规符合性或其后续过程的产品特性或制造过程参数SC 可能影响产品的配合、功能、性能或其后续过程的产品特性或制造过程参数/
键特性、重要特性以外的产品特性
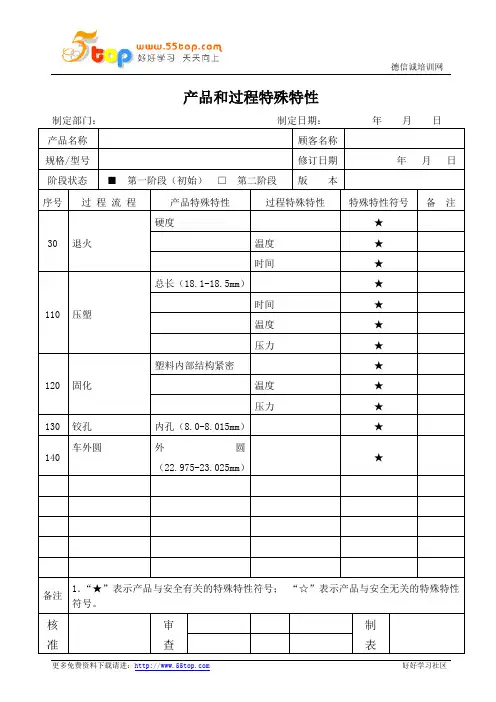
温度250±5℃、压力80±5Par、时间35±2S 要求在公差范围内产品无飞边,浇口修平
备注Remarks:
特性符号
特性描述
户外暴露试验按VW501 85耐环境性按PV2005零件必须不含氟氯化碳避免有害物质按照VW911 01
无缩痕、无明显熔接痕、无变形、无毛刺、缺料、拉丝、卡爪断裂
原料干燥温度85±5℃, 时间4H
分类 95.5 0/-0.2按照TL1010按照VW501 80
手柄护套与金属骨架配合,拉脱力500N,安装力300等护套在扭转力的情况下不允许运动文件编号:
过程特殊特性清单模板
项目代号:产品图号:。
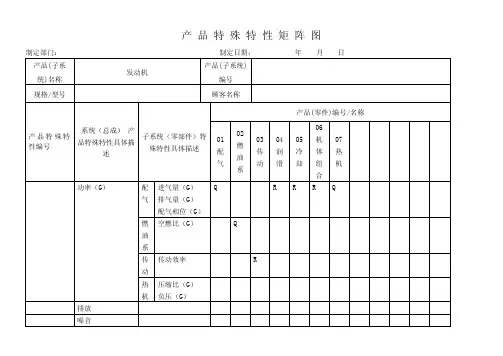
产品特性与过程特性控制计划中存在产品特性和过程特性,当产品特性的严重度超过8时,标识为重要特性,那相应的过程特性还需要标识为重要特性吗?如需要标识,是全部标识还是选择影响大的进行标识?产品特性和过程特性的区别如果说产品特性从安全、法规、性能、尺寸、外观、装配等方面考虑,过程特性仅从产品形成过程中的参数(温度、压力、电压、电流)等考虑是不是很准确呢?欢迎大家讨论,敬请指教!简单的讲,产品特性是随着产品走,如过程加工中产品的尺寸.材料等,过程特性是在过程上不随产品走的东西,如工艺参数温度.压力等。
我一般是作这样的区分。
产品特性能做spc,过程特性不能产品特性一般是指产品工程规范的要求;过程特性可以指工艺(过程)参数过程特性保证产品特性虽然大家说的都对,但是怎样确定产品和过程的特殊特性呢?是不是特殊特性都要采用SPC 控制或100%控制或防差错系统?通过fmea来确定的!根据过程的风险以及顾客的呼声来确定控制方法!特性矩阵分析—初始特殊特性清单-FMEA-控制计划?还是:特性矩阵分析—FMEA-初始特殊特性清单—-控制计划?第一阶段:确定初始过程特殊特性清单FMA分析第二阶段样件控制计划产品和过程特殊特性第三阶段特性矩阵图试生产控制计划PFMEA第四阶段:控制计划产品特性,随着产品走,是在过程中形成的,而过程特性不随产品走,我们只有通过过程特性来控制产品特性。
而控制产品特性包括人、机、法、环、测和过程规范,故这些都是过程特性;产品特性可以从料、技术要求、技术规范进行考虑.谁有更深层次的讨论,请指教。
更正一下。
初始特殊特性清单—特性矩阵分析—PFMEA—控制计划先有特殊特性,才有特性矩阵分析。
体现特性和过程之间的相互关系及特性之间的影响。
产品特性和过程特性的区别:用过程特性去保证产品特性啊!产品特性是要带到最总顾客的手里啊!而过程特性是在过程中为保证产品的特性而对过程设置的特性,过程控制主要控制“过程特性啊"特殊特性释义以下是我对特殊特性的一些见解,希望能够得到大家的评论!也是为了“特殊特性清单是越来越长还是越来越短”的讨论而作特殊特性是APQP的核心。
阶段:12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
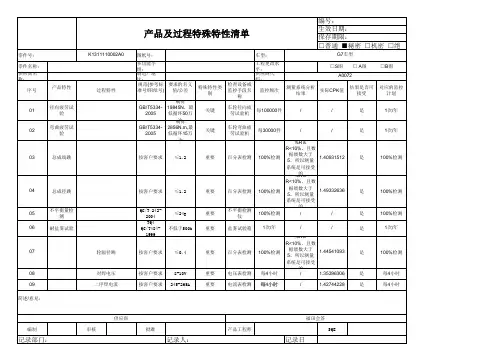
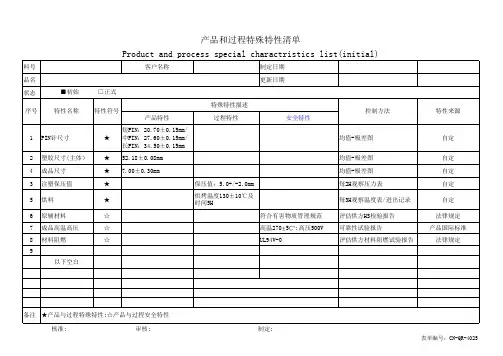
产 品 及 过 程 特 殊 特 性 明 细 表
更改文件号更改文件号注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;描述/说明
规范/公差图示说明(见附页)后轮毂核心小组处数
签字日期审核/日期处数技术副总批准/日期特性分类签字日期标记精车油封孔进给0.2mm/r 序号特性编号批准/日期标记管代批准/日期油封孔倒角2*30°油封孔直径¢165.5精车油封孔转速400r/min 端面跳动端面粗糙度油封孔粗糙度轴承孔圆柱度精车轴承孔转速400r/min 精车轴承孔进给0.1mm/r 轴承孔底面跳动轴承孔粗糙度轴承孔直径¢165精车齿圈孔进给0.12mm/r 轴承孔位置12±0.05轴承孔深度164零件编号:
其它批准/日期(如需要)零件名称:后轮毂
供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:00093.0133.0--063.00+2.00+。