第四届全国数控技能大赛山东省选拔赛数控铣床、加工中心中职组操作试题一
- 格式:pdf
- 大小:93.86 KB
- 文档页数:3
深圳大型综合商业中心研究具有革命性转折意义的社会经济改革令深圳从一个南方边陲小镇迈向了世界。
20多年的磨砺与探索,滨海小渔村蜕变成了一个初具规模的区域性国际化大都市,成为世界级工贸要地,深圳成功地创造了令世人瞩目的“深圳速度”。
伴随经济的飞腾,深圳商业也同样取得了日新月异的发展。
从旧时乡村墟市到新兴城市商贸市场,到商业物流中心,再到风情步行商业街区和现代购物中心。
从罗湖的一区独大到与福田华强北、中心区和南山后海等商业中心的多圈鼎立。
从集市杂货零售、批发到超级市场、百货商店,到大型专业卖场、品牌专业店、大型购物中心。
商业的纵深发展引领深圳商业进入到多层次、立体化的新的竞争格局。
目前,深圳已建设形成和正在形成的商圈有东门商圈、人民南商圈、宝安南商圈、华强北商圈、中心区商圈、后海商圈、南头商圈、蛇口商圈、宝安中心城商圈、龙岗中心城商圈等十个主力商业圈群。
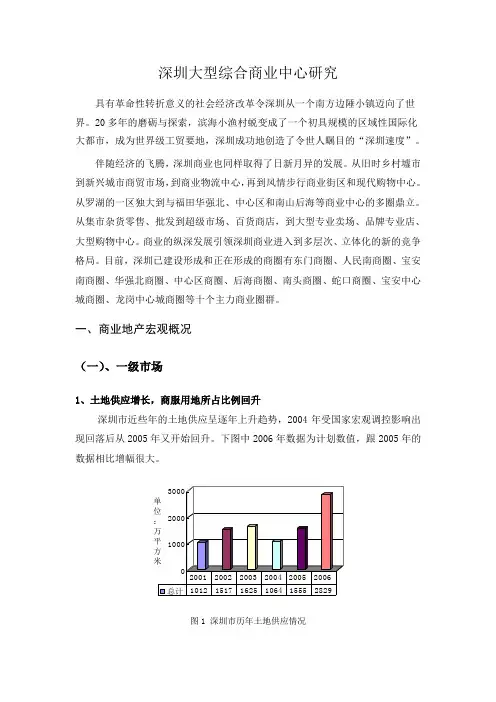
一、商业地产宏观概况(一)、一级市场1、土地供应增长,商服用地所占比例回升深圳市近些年的土地供应呈逐年上升趋势,2004年受国家宏观调控影响出现回落后从2005年又开始回升。
下图中2006年数据为计划数值,跟2005年的数据相比增幅很大。
图1 深圳市历年土地供应情况注:数据来源于《深圳房地产年鉴2006》其中商服用地占土地总供应的比例在2003年达到最高峰8.6%之后,从2004年逐步开始回落,回落的幅度很大。
2006年的计划数据比2005年有所增加,商服用地的比例有抬头的趋势。
图2 深圳市历年商服用地占土地总供应情况注:数据来源于《深圳房地产年鉴2006》2、商业用地地价指数近年来稳步上升深圳市经济特区商业用地地价指数从1997年到1998年降幅较大,之后一直调整持续到2003年,之后该指数开始了逐年的稳步上升。
经济特区的四个区之间的指数差别比较大,地价指数最高的为福田区和罗湖区,最低的为盐田区。
2005年福田区的指数高出盐田区35%。
图3 深圳经济特区历年商业用地地价指数注:数据来源于《深圳房地产年鉴2006》(二)、二级市场1、供给情况1-1、商业用房施工面积增长加快深圳市商业用房施工面积从1998年到1999年突然增长,然后经历了3年的平稳发展期之后,在2003年、2004年又两次实现了快速的增长。
可编辑修改精选全文完整版《数控铣技能训练》考试试卷专业班级:学号:姓名:一、填空(每空一分,共25分)1、G00的指令移动速度值是指定。
2、数控机床加工中遇到问题想停机应先停止。
3、为保障人身安全,在正常情况下,电气设备的安全电压规定为。
4、圆弧插补用半径编程时,当圆弧所对应的圆心角大于180º时R为。
5、一个完整的程序由、、三部分组成。
6、作为主程序结束标记的M代码有和。
7、主轴正转用指令表示,主轴反转用指令表示,主轴停止用指令表示。
8、平面选择指令可分别用G代码G17、G18、G19来表示,其中G17表示选择平面,G18表示选择平面,G19选择平面。
9、快速定位指令为,直线插补指令为,G02表示,G03表示。
10、在fanuc系统中刀具半径左补偿指令是,刀具半径右补偿指令是,刀具半径补偿功能取消指令是。
11、请写出常用的三种不同的数控系统,,,。
二、单项选择题(每题1分,共20分)1、下列批量的工件,( )的零件最适用于在加工中心等数控机床上加工。
A. 多品种、小批量B. 中小批量C. 大批量工件D. 批量不限2、程序编制中首件试切的作用是 ( )A. 检验零件图样的正确性 B.检验零件工艺方案的正确性 C.检验程序单或控制介质的正确性,并检验是否满足加工精度要求 D.仅检验数控穿孔带的正确3、数控机床使用的刀具必须具有较高强度和耐用度,铣削加工的刀具中,最能体现这两种特性的刀具材料是 ( )A.硬质合金 B.高速钢 C.工具钢 D.陶瓷刀片4、运行G02 X20 Y20 R-10 F100程序时,刀具路径可能是()。
A 整圆B 夹角〈=180°的圆弧C 180°〈夹角〈360°的圆弧D 夹角〈=90°的圆弧5、辅助功能中与主轴有关的M指令是()。
A.M06 B. M09 C.M08 D.M056、用fanuc系统的指令编程,程序段G02 X20 Y0 I-20 J0中的G02 、 I 、 J 分别表示 ( )A、顺时针插补,圆心相对起点的位置B、逆时针插补,圆心的绝对位置C、顺时针插补,圆心相对的终点的位置D、逆时针插补,起点相对圆心的位置7、根据ISO标准,数控机床在编程时采用 ( )规则。
![数控加工中心技能大赛理论试卷[1].13](https://uimg.taocdn.com/25c3dd6148d7c1c708a145ab.webp)
数控加工中心技能大赛理论试卷(正确的填对号,错误的填差号,每题1分,满分20分,涂改不得分)1.光栅可分为圆光栅和长光栅分别用于测量直线位移和角度。
(×)2.螺距误差是系统固有误差,是不可以补偿的。
(×)3.G43.G44指令只用于主轴轴向移动的补偿。
(√)4.插补运动的轨迹与理想轨迹完全一样。
(×)5.在进给位置伺服系统中,UDC是指脉冲/相位变换器。
(×)6.宏程序的特点是可以使用变量,变量之间不能进行运算。
(×)7.在镜像功能有效后,刀具在任何位置都可以实现镜像指令。
(×)8.全闭环数控机床,可以进行反向间隙补偿。
(√)9.在轮廓加工中,主轴的径向和轴向跳动精度不影响工件的轮廓精度。
(×)10.数控回转工作台不是机床的一个回转坐标轴,不能与其它坐标轴联动。
(×)11.进给量是工件每回转一分钟,车刀沿进给运动方向上的相对位移。
(×)12.固定循环是预光给定一系列操作,用来控制机床的位移或主轴运转。
(√)13.切削铸铁等脆性材料时,为了减少粉末壮切削,需用切削液。
(×)14.能够自动换刀的数控机床称为加工中心。
(×)15.铣削内轮廓时,刀具应由过度圆方向切入,切出。
(×)16.调质即可以作为预备热处理工序,也可以作为最终热处理工序。
(√)17.闭环数控机床的检测装置,通常安装在工作台上。
(√)18.加工中心特别适宜加工轮廓形状复杂,加工时间长的模具。
(×)19. UGⅡ和CAXA既是CAD软件,又是CAM软件。
(√)20. 西门子数控系统取消恒线速切削后的转速为执行G96代码前指令的S。
(×)二:选择题(选择正确答案字母填入括号内,每题1分。
满分40分)1.加工圆弧时,若两轴的系统增益相同,进给速度V=常数,但由于刀具实际位置对指令位置有跟随误差,则会产生圆弧半径误差△R,其误差关系式为( D )A △R=V/2RKB △R=V/2RK²C △R=V²/2RKD △R=V²/2RK²2.球头铣刀的球半径通常( A )加工曲面的曲率半径,A 小于B 大于C 等于D ABC都可以3.高速铣削刀具的装夹方式不宜采用以下哪一个( C )A 液压夹紧式B 弹性夹紧式C 侧固式D 热膨胀式4.FANUC系统中,程序段G17 G16 G90 .X100.0 Y30.0 中Y指令是( C )A 旋转角度B 极坐标原点到刀具中心距离C Y轴坐标位置D 时间参数5.平面的质量主要从( A )两个方面来衡量A 平面度和表面粗糙度B 平行度和垂直度6.FANUC系统中G80是指( D )A 镗孔循环B 反镗孔循环C 攻牙循环D 取消固定循环7.准备功能G代码中,能使机床作某种运动的一组代码是( A )A G00 G01 G02 G03 G40 G41 G42B G00 G01 G02 G03 G90 G91 G92C G00 G04 G18 G19 G40 G41 G42D G01 G02 G03 G17 G40 G41 G428.在CNC系统的以下各项误差中( D )是不可以用软件进行误差补偿,提高定位精度的。
⒈准备要求:⑴考场准备:①试题名称:配合类零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤设备设施实施准备:①试题名称:零件加工②本题分值:100分③考核时间:300min④考核形式:机床操作⑤工具及其他准备:⒉⑴本题分值:100分⑵考核时间:300min⑶考核形式:机床操作⑷具体考核要求:根据零件图纸完成加工。
⑸否定项说明:①出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩记零分。
②因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
`操作技能考核总成绩表序号项目名称配分得分备注1 现场操作规范 52 工件质量95合计100现场操作规范评分表序号项目考核内容配分考场表现得分1现场操作规范正确使用机床 12 正确使用量具 13 合理使用刃具 14 设备维护保养 2合计 5工件质量评分表序号考核项目扣分标准配分得分1 件一总长100 超差全扣 22 外径Φ48 超差全扣 23 外径Φ42 超差全扣 24 外径Φ每超差0.01扣2分;粗糙度超差扣2分 45 R28圆弧半径超差扣2分,粗糙度超差扣1分 36 长度65每超差0.01扣1分 67 锥面没有成形全扣,粗糙度超差扣2分 38 R3圆角没有成型全扣 19 R4圆角没有成型全扣 110 倒角没有成型全扣 111 件二总长60-0.03每超差0.01扣2分 512 外径Φ24 超差全扣 213 外径Φ27-0.025每超差0.01扣2分 514 外径Φ30 超差全扣 215 螺纹M24 1.5 螺纹环规检验,不合格全扣 416 锥面没有成型全扣,粗糙度超差扣1分317 2-C2倒角每缺少1处扣1分 218 221槽槽宽、底径、位置每-处超差扣1分 319 220槽槽宽、底径、位置每-处超差扣1分 320 2-长度16 每一个超差扣1分 221 件三总长49 超差全扣 222 外径Φ45-0.025每超差0.01扣2分;粗糙度超差扣2分 623 R28圆弧半径超差扣2分,粗糙度超差扣1分 424 螺纹M24 1.5 螺纹塞规检验,不合格全扣 4评分人:年月日核分人:年月日。
班级: 姓名: 学号: 考试号: 密封线内禁止答题 密封线内禁止答题学校期中考试试卷(一) 级 班《数控铣床编程与操作》试卷适用班级:________ 出卷教师: 审核人: 考试时间: 90 分钟1.卧式数控铣床主轴处于 位置,适宜加工 工件2.数控机床中,AUTO (MEM )表示 工作方式,MDI (A )表示 工作方式, 3. 数控铣床停机时,应将X 、Y 坐标轴停在 位置。
4.数控装置温度一般不应高于 C °,温度过高将会使工作不稳。
5.企业中常用数控铣刀刀柄型号有 、 。
6.卸刀座是用于 的装置。
7.用平口钳装夹工件时,平口钳钳口应与铣床工作台 方向平行。
8.法那科系统程序名是以字母 开头,后跟 位数。
9. 数控机床程序功能字一般是由 和 构成的。
10.输入程序时,应先输入 。
11. 数控铣床上一般工件坐标系Z 轴的正方向设定为垂直向 的方向。
12.当数控机床出现 ,数控系统会发出报警信号。
13.数控铣床进给速度单位一般为 。
14.G 代码有模态代码和非模态代码两种, 代码一经使用持续有效,直到同组G 代码取代为止。
15.单段加工模式即按下数控启动键后,机床执行 段程序后停止,继续按数控启动键,继续执行程序。
16.立式铣床圆弧插补平面为 平面。
17.法那科系统除了用G91指令还可用 、 、 表示X 、Y 、Z 方向增量。
18.法那克系统刀具正向长度补偿指令是 ,负向长度补偿指令是 ,取消长度补偿指令是 。
19.钻孔前需用 (刀具)钻中心孔,以便于麻花钻定心。
20.钻深孔,当钻头钻至一定深度需 或 以便于断屑或排屑。
21.铰孔尺寸精度可达 ,表面粗糙度最小可达 。
22.法那科系统G04 P5000;中G04含义是 ,P5000含义是 。
23.法那克系统M98 P32233表示连续调用程序名为 子程序 次。
24.法那克系统子程序结束指令为 ,西门子系统子程序结束指令有 。
第四届全国数控技能⼤赛决赛实操试题第四届全国数控技能⼤赛决赛(实操)试题征集样题第四届全国数控技能⼤赛决赛实操试题向全社会征集,要求应征者提供试题图纸(包括装配图、零件图、节点坐标图)、图纸分析、⼑具清单、⼯艺分析与⽅案(关键部位和加⼯难点分析、装卡⽅案、⼑具选择与加⼯参数、加⼯顺序、⾛⼑路线、加⼯时间等)、加⼯程序编制和实物照⽚(经过试切后的零件和装配效果)等⽅⾯的内容。
现根据第⼀届全国数控技能⼤赛实操试题提出参考样式如下:⼀、题⽬:⼯种、组别实操竞赛试题及其⼯艺⽅案注:1。
请注明⼯种。
如数控车⼯、数控铣⼯、加⼯中⼼操作⼯2.请注明组别。
职⼯(学⽣)组⼆、试题图纸(以数控铣⼯职⼯组XB-11为例)⼯件加⼯图纸包括XB-11-00、XB-11-01、XB-11-02、XB-11-03、XB-11-04共五张,见附图。
三、图纸分析XB-11是⼀套以铣加⼯为主,并包括孔系加⼯等⼯序内容的试题。
材料为调质45#钢,硬度为HRC26~32,⽑坯尺⼨件⼀为180×180×42(长×宽×⾼),件⼆为180×180×19。
从装配⽰意图中可以看出本套试题由件⼀、件⼆、和两个圆柱销组成,三种零件装配后⾼度尺⼨为48-0.1,技术要求:件⼀和件⼆配合后两个?16h7圆柱销同时插⼊。
件⼀技术要求有两项:未注公差±0.1mm(不含180×180外形);D向外轮廓曲线形状公差-0.03mm,-0.06mm。
加⼯要素有平⾯、曲线、腔槽和孔类加⼯。
主要加⼯项⽬包括上下平⾯、D向视图壁厚0.8803.060.0--mm内外型腔、曲线b内腔槽、曲线c内腔槽、槽深550.0-mm、⼯件⾼度4150.0-mm、螺孔M42×1.5-7H、销孔2-?16018.0+mm、位置尺⼨150±0.02mm、主视图中腔槽60°上侧⾄D向外轮廓下侧13046300.0+-mm尺⼨。
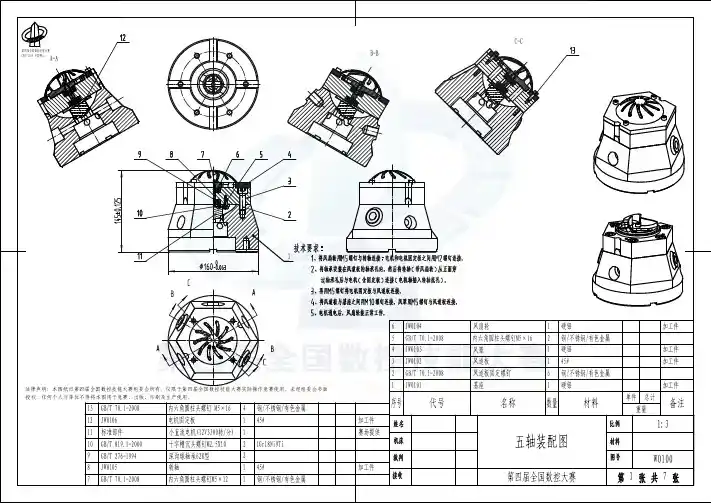
A-AB-BC-C1序号代号名称数量材料重量单件总计备注1JW0101基座1硬铝加工件2GB/T70.1-2008风道板固定螺钉6钢/不锈钢/有色金属3JW0102风道板145#加工件4JW0103风罩1硬铝加工件5GB/T70.1-2008内六角圆柱头螺钉M5×162钢/不锈钢/有色金属6JW0104风扇轮1硬铝加工件9GB/T276-1994深沟球轴承628型210GB/T819.1-2000十字槽沉头螺钉M2.5X1021Gr18Ni9Ti11标准部件小直流电机(12V3300转/分)1赛场提供12JW0106电机固定板145#加工件13GB/T70.1-2008内六角圆柱头螺钉M5×164钢/不锈钢/有色金属五轴装配图1:3第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
A-AB-BAABBCC向其余:3.2DD向旋转技术说明:未注倒角0.5X45°材料机床比例姓名基座硬铝1:2第四届全国数控技能大赛CNCC'2010中国佛山其余:3.2技术说明:未注倒角0.5X45°,棱边倒角0.2X45比例姓名1:1第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
XYZOOXYZ其余:3.2曲线注:曲线B是曲线A沿Z轴正向投影到SR52-0.03-0.104表面的型示意图扇形槽中线三维数学模内视图)曲线A俯视图(在XY平面风罩硬铝1:1.5第四届全国数控技能大赛CNCC'2010中国佛山技术说明:1、叶片为三个,由初始叶片绕Z轴均布圆形阵列生成。

数控铣床技能大赛试
题及图纸
数控铣床技能大赛试题及图纸
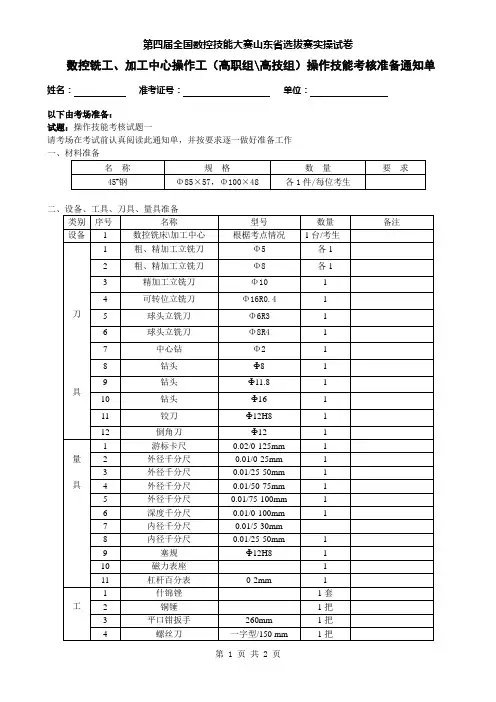
一、准备通知单
一、材料准备
二、设备准备
三、工、刀、量、辅具准备
由于工艺的多样性,下列刀具、量具等选用仅供参考。
考场可根据实际情况,如刀柄情况,刀具情况、考生情况加以调整。
考场提供下列刀具,不允许考生使用专用刀具而改变考件的工艺特点。
四、考场准备
1、每个工位应配有一个0.5平方米的台面供考生摆放工、量、刃具等;
2、考场电源功率必须能满足所用设备正常启动工作;
3、考场应配有相应数量的清扫工具;
4、每个考场需配有编号工位。
五、人员要求
1、监考人员数量与考生人数之为1比10;
2、考场至少配备医生、机修工、电器维修工各1名;
3、监考人员、考试服务人员 ( 机修工、电器维修工 ) 必须考试前30分钟到达考场。
二、练习题变量尺寸(L1=12、L2=22、L3=46、L4=70)。
一、选择题(每题2分,共20分)1.在铣削工件时,若铣刀的旋转方向与工件的进给方向相反称为( B )。
A 、顺铣B 、逆铣C 、横铣D 、纵铣2.沿刀具前进方向观察,刀具偏在工件轮廓的左边是( B )指令。
A 、G40B 、G41C 、G42D 、G433.圆弧插补程序中,若采用圆弧半径R 编程时,当( D )时,用R-表示圆弧半径。
A 、圆弧小于或等于180°B 、圆弧大于或等于180°C 、圆弧小于180°D 、圆弧大于180°4.辅助功能中表示无条件程序暂停的指令是( A )。
A 、M00B 、M01C 、M02D 、M305.G18指令是用来选择圆弧插补的( C )平面。
A 、XYB 、YZC 、XZD 、XYZ6.刀具半径补偿值的地址用( A )。
A .DB .HC .RD .C7.在G43 G01 Z15. H15语句中,H15表示( B )。
A 、Z 轴的位置是15B 、刀具补偿表的地址是15C 、长度补偿值是15D 、半径补偿值是158.数控机床的F 功能常用( B )单位。
A 、m/minB 、mm/min 或 mm/rC 、m/r9.当加工一个外轮廓零件时,常用G41/G42来偏置刀具。
如果加工出的零件尺寸大于要求尺寸,只能再加工一次,但加工前要进行调整,而最简单的调整方法是( B )。
A 、更换刀具B 、减小刀具参数中的半径值C 、加大刀具参数中的半径值D 、修改程序10.欲改善工件表面粗糙度时,铣削速度宜( A )。
A 、提高B 、降低C 、时高时低D 、不变二、填空题(每空2分,共20 分)1. 在数控机床分类中,按控制方式分类可分为开环控制数控机床、闭环控制数控机床和半闭环控制数控机床。
2.加工中心的刀具补偿功能分为刀具半径补偿 和 刀具长度补偿两种。
3. 切削用量三要素包括切削速度、进给量和切削深度。
4. 自动编程又称为 计算机辅助 编程。
加工中心、数控铣床理论知识竞赛练习题加工中心、数控铣床理论知识竞赛练习题与答案(1)1、练习题(1)一、单项选择(第1题~第160题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题0.5分,满分80分。
)1. 在企业的经营活动中,下列选项中的()不是职业道德功能的表现。
A、激励作用B、决策能力C、规范行为D、遵纪守法2. 下列选项中属于企业文化功能的是()。
A、体育锻炼B、整合功能C、歌舞娱乐D、社会交际3. 正确阐述职业道德与人的事业的关系的选项是()。
A、没有职业道德的人不会获得成功B、要取得事业的成功,前提条件是要有职业道德C、事业成功的人往往并不需要较高的职业道德D、职业道德是人获得事业成功的重要条件4. 下列事项中属于办事公道的是()。
A、顾全大局,一切听从上级B、大公无私,拒绝亲戚求助C、知人善任,努力培养知己D、坚持原则,不计个人得失5. 下列关于勤劳节俭的论述中,正确的选项是()。
A、勤劳一定能使人致富B、勤劳节俭有利于企业持续发展C、新时代需要巧干,不需要勤劳D、新时代需要创造,不需要节俭6. ()不属于压入硬度试验法。
A、布氏硬度B、洛氏硬度C、莫氏硬度D、维氏硬度7. 特级质量钢的含磷量(),含硫量≤0.015%。
A、≤0.025%B、等于0.22%C、等于0.15%D、≤0.725%8. 灰铸铁中的碳主要是以()形式存在。
A、片状石墨B、蠕虫状石墨C、团絮状石墨D、球状石墨9. KTH300—06属于()铸铁的牌号。
A、可锻B、蠕墨C、球墨D、灰10. 黑色金属测疲劳极限时,应力循环周次应为()次。
A、107B、1010C、1011D、10911. 奥氏体是碳溶解在()的间隙固溶体。
A、γ—FeB、CC、SD、A—Fe12. 钛的熔点为()摄氏度。
A、712B、1668C、789D、19913. 高温回火是指加热温度为()。
A、<250o CB、<350o CC、350o C—400o CD、>500o C14. 有色金属、不锈钢测疲劳极限时,应力循环周次应为()次。
姓名:准考证号:单位:以下由考场准备:试题:操作技能考核试题一请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备二、设备、工具、刀具、量具准备姓名:准考证号:单位:300分钟四、说明:1、除上述型号的数控车床外,其它型号数控车床亦可。
2、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
3、首个场次的第一批考生可允许有0.5小时的准备时间。
4、每个工位应配有一个工具箱供考生摆放工、量、刀具。
5、考场应配有必须的清扫工具。
6、每个考场应配有工位编号及钢印字头、胶布等编号用品。
7、每位考生考前领取1件试件毛坯,10页A4复印纸。
五、人员要求1、监考人员的数量与考生人数之比1:5。
2、每个考场应配有机修工、电工、医护人员各一名。
监考人员、考试服务人员(机修工、电工、医护人员)必须于考试前30分钟到考场。
以下由考生准备:试题:操作技能考核试题一考生准备:工作服、计算器、铅笔、钢笔考件编号: 姓名: 准考证号:单位:试题:操作技能考核试题一本题分值:100分考核时间:300分钟考核形式:实操具体考核要求:a)按照所给图纸制定数控工艺路线,并编制正确的加工程序。
b)在机床上加工出合格的零件。
c)操作规范。
否定项说明:若因考生操作不当,造成设备损坏或人员伤亡,则应及时终止其考试,并取消其考试资格,考生本次考试成绩记为零分。
考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号: 姓名: 准考证号:单位:考件编号:姓名:准考证号:单位:试题名称:操作技能考核试题一考件编号:姓名:准考证号:单位:考件编号:姓名:准考证号:单位:考件编号:姓名:准考证号:单位:第四届全国数控技能大赛山东省选拔赛实操试卷数控铣工、加工中心操作工(高职组\高技组)操作技能考核评分记录表考件编号:姓名:准考证号:单位:评分人:年月日核分人:年月日第5页共5页。
第四届全国职工职业技能大赛铣工决赛工具清单(选手自带)表1序号名称规格数量备注1 卡尺0-125mm 12 卡尺0-200mm 13 深度卡尺0-200mm 14 高度卡尺0-300mm 15 万能角度尺0°-320° 16 外径千分尺0-25mm 17 外径千分尺25-50mm 18 外径千分尺50-75mm 19 外径千分尺75-100mm 110 外径千分尺100-125mm 111 深度千分尺0-150mm 112 内测千分尺5-30mm 113 内测千分尺25-50mm 114 百分表0-10mm 115 杠杆百分表0-0.8mm 116 内径百分表10-18mm 117 内径百分表18-35mm 118 量块83块 119 正弦规100mm 120 90°角尺100×63 121 塞规Φ8H7 122 塞规Φ12H7 123 塞尺0.02~1mm 124 R规R6、R10 125 磁力表座 126 量棒Φ6×45 227 V型铁自选28 钢板尺自选29 划线工具自选30 机用回转平口钳自选31 镗铣刀装夹辅具自选32 键槽铣刀自选33 燕尾槽铣刀60°34 立铣刀自选35 T型槽铣刀自选36 盘铣刀自选37 精镗刀Φ19-Φ2038 内孔刀自选加工内孔键槽用39 中心钻自选40 钻头自选41 铰刀自选42 钻夹头自选43 垫铁、垫片、铜皮自选不准带角度垫铁44 钳口(铝)自选45 锉刀去毛刺用46 油石自选47 木锤、铜棒、投销棒自选48 压板螺钉、螺栓M1649 常用装卸工具自选50 内六方扳手6、8、10 调整机床用51 毛刷自选52 油壶、油枪自选53 抹布自选54 自用劳动保护用品自选55 计算器自选科学型56 机械工人切削手册自选注:工具表中,如果选手认为不必要的工具,可以不带。
第四届全国职工职业技能大赛铣工决赛样题。
………考…
……生………答………题………不………准………超………过……此……线第四届全国数控技能大赛山东省选拔赛
数控车软件应用竞赛试题
(中职/中技)
注意事项
1.请选手在试卷的标封处填写您的所在单位、姓名和准考证号
2.选手须在每题小格内声明所使用的CAD/CAM系统的名称和版本号
3.上机做题前须先在本机的硬盘E上以准考证号为名建立自己文件夹并注意随时保存文件
4.竞赛结束前须在指定地址备份所有上机结果
5.考试时间为60分钟
得分
评分人
已知毛坯尺寸为φ65×166,材质为45钢,根据下图,完成零件的造型(抄图,无需标注尺寸)(30分);生成加工轨迹,根据FAUNC-0i系统要求进行后置处理,生成CAM编程NC代码(手工编程不得分)(62分);并填写数控加工工艺卡片及数控刀具卡片(8分)。
最后将造型、加工轨迹和NC代码文件存放至本机E:\xxxxxx 文件夹中(xxxxxx为准考证号码),如需两头加工请将加工轨迹生成两个文件,文件名后用“左”“右”区分,不按指定地址存放者得0分。
CAD/CAM软件名称
版本号
………考………生………答………题………不………准………超………过……此……线一、数控加工工艺卡片
二.数控刀具卡片。