MOLDFLOW详细操作手册
- 格式:ppt
- 大小:7.28 MB
- 文档页数:20

一一、、网网格格匹匹配配率率的的提提高高途途径径网格匹配率是指上下表面网格大小位置相匹配的比率,匹配率低于50%往往导致分析失败,对于流动分析和填充分析匹配率要求达到85%,对于wap (翘曲)分析则需要网格匹配率达到90%以上。
匹配率的大小除跟边长大小有关外,模型的匹配率很大成度上与产品原曲面形状有关,产品表面变化过大、细面过多其匹配率一般过低很难提高;过多的小圆角、柱子和其他细微特征往往划出的匹配率比较低,可在导入前用其它3D 软件将小圆角等细微特征移除再导入,也可在moldflow CAD doctor 中再缺陷修正好再转入。
网格匹配率的提高可从以下途径实现:一)减少网格的边长值,网格的边长值通常是最小胶厚的0.5~1.5倍。
合适的边长值往往需多次尝试才能得到;大的边长通常比短的边长网格匹配率相对比低,但不是越小越好,要适当的边长匹配率才高,这要多次尝试。
多次尝试不同的边长值进行网格划分时,把之前的划分的网格删除,以输入的模型来进行划分会比以划分好的网格进行重新划分得出的匹配率高。
因为以先前划分出的网格进行“生成网格”“重新生成网格”会使模型的某些特征变形加大,从而影响其匹配率。
所以一般只有进行局部网格划分才会用“重新划分网格”命令。
在模型不变的情况下,适当的边长值是提高其匹配率的主要手段之一。
二)在没有进行网格划分前先消除模型的细小的特征如小值R 、小倒角、碎面、小柱位等再进网格的划分是提高模型的匹配的主要手段之一;三)一般用IGS 格式导入的文件比STP 格式相对好些,尤其是复杂的产品;不过在输入IGS 前先把模型导到Moldflow plastict 的模型医生Moldflow CAD doctor 软件进行必要的修复和简化会使划分出的网格得到优化,这也是提高其匹配率的有效途径之一。
四)重划区域设定全适的边长,注意上下表面网格要同时选中,因为上下面不同的边长会影响到匹配率的高低。
但对于只有一面变形的网格不用上下两边都进行匹配。
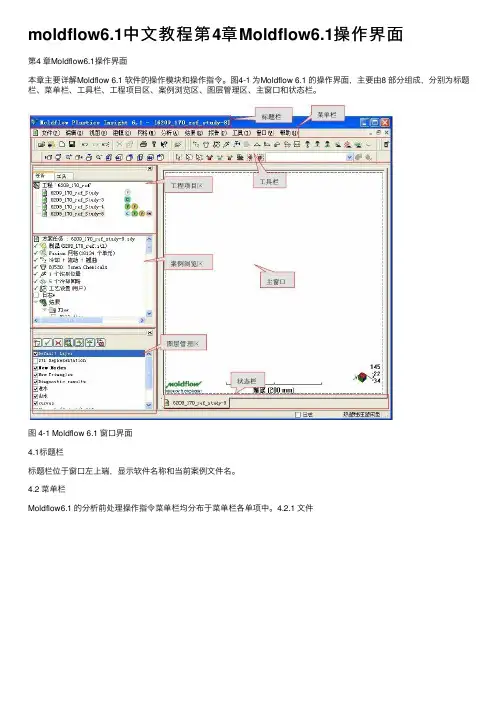
moldflow6.1中⽂教程第4章Moldflow6.1操作界⾯第4 章Moldflow6.1操作界⾯本章主要详解Moldflow 6.1 软件的操作模块和操作指令。
图4-1 为Moldflow 6.1 的操作界⾯,主要由8 部分组成,分别为标题栏、菜单栏、⼯具栏、⼯程项⽬区、案例浏览区、图层管理区、主窗⼝和状态栏。
图 4-1 Moldflow 6.1 窗⼝界⾯4.1标题栏标题栏位于窗⼝左上端,显⽰软件名称和当前案例⽂件名。
4.2 菜单栏Moldflow6.1 的分析前处理操作指令菜单栏均分布于菜单栏各单项中。
4.2.1 ⽂件图 4-2 “⽂件”下拉菜单对于项⽬⽂件的操作多在“⽂件”内完成,如图4-2 所⽰。
其下拉菜单功能如下:新建⼯程:可在设定的保存⽬录下建⽴新的⼯程项⽬,新建⼯程项⽬和已运⾏⼯程项⽬是同级的,可以互相切换处于当前活动状态。
打开⼯程:打开已存在的⼯程项⽬。
关闭⼯程:将运⾏的⼯程项⽬关闭,但不关闭模流软件。
新建:建⽴新的空⽩⽅案、报告、项⽬栏内资料夹等。
关闭:关闭当前运⾏⽅案,切换到最近上次运⾏的⽅案。
保存⽅案:保存当前运⾏⽅案。
将⽅案另存为:将当前运⾏⽅案另存为新⽅案,同时出现在⼯程项⽬区中,相当于复制原⽅案。
保存所有⽅案:保存处于运⾏状态的所有⽅案。
输⼊:在当前运⾏项⽬区中导⼊新模型。
输出:将当前分析⽅案导出,导出后的⽅案可双击或直接托进桌⾯“MF”图标中打开。
添加:在当前运⾏⽅案中添加其它模型,如调⼊1+1 模⽳中的另外⼀⽳或调⼊⼊⼦等。
组织⼯程:根据分析⽅案的属性可将同时拥有这些属性的⽅案归⼊同⼀⽂件夹下,出现在⼯程项⽬区⾥。
压缩⼯程:将分析⽣成的⽂件进⾏压缩,腾出更多磁盘空间。
⼯程属性:记录此⼯程的信息,如模流分析⼈员、公司等。
打印:打印当前显⽰窗⼝。
打印预览:预览打印效果。
打印设置:对打印效果进⾏设置。
参数设置:根据实际需求,可对系统参数进⾏个性化设置。
以下是主要的参数设置页⾯图 4-3 参数设置—概念设置页⾯在“概述”页⾯“系统”模块可以设置系统的单位、⾃动保存时间间隔;在“显⽰”模块设置表征实体处于不同情况时的颜⾊;建模基准⾯的栅格形式和⼤⼩;在“⼯程⽬录”中设置默认保存路径,便于项⽬⽂件的管理和在以后打开⽂件;在“要记住的材料数量”中可以设置显⽰在“常⽤材料列表”中塑胶材料的数量。
Moldflow软件操作标准指导书1.0目的为了使所有moldflow工程师都能够应用好moldflow软件,特制作此标准指导书。
2.0职责3.1 moldflow工程师必须按照此指导书操作软件。
3.2 moldflow分析小组负责人对所有moldflow工程师的工作进行审核。
3.0 moldflow软件操作标准3.1导入模型标准3.1.1 没有MDL, 只能导入STL, IGS格式文件, 或者其他划分网格软件的模型, 如: Hypermesh Ideas.3.1.1 有MDL/Pro-e, 可以导入Pro-part文件, 中间格式STEP文件。
3.1.2 有MDL/Parasolid, 可以导入*.x_t文件, 中间格式STEP文件。
3.1.3 有MDL/CATIA, 可以导入CATIA V5-part文件, 中间格式STEP文件。
3.1.4 导入模型时, 模型必须是一个实体, 如果不是一个实体, 需要在CAD软件里面将其缝合为实体后才能导入。
3.1.4 模型中有特别多的小圆角或者字体, 需要经过简化后才能导入,确保网格质量。
3.1.4 圆角简化的标准: 去掉圆角的半径大小要依据产品的大小和形状, 大产品, 如仪表盘, 保险杠之类的产品, 可以将流动末梢的半径大小为2以下的均可以去掉, 而小产品或者特别小的产品, 如手机壳, 小连接器之类的产品, 可以将流动末梢的半径大小为0.3以下或者更小的圆角以下的去掉, 总之要把影响流动的圆角要保留, 不能什么圆角都去掉。
3.2 网格划分标准3.2.1 网格类型要求: 厚薄均匀的薄产品, 采用双层面网格; 厚薄不均匀的产品或者厚产品用3D网格。
3.2.2 网格划分时, 网格边长为默认值的1/2~1/4, 这是一个通常的规则, 对于一些大产品, 默认值往往很大, 划分网格时, 取默认值的1/5~1/7都有可能的, 对于有弧面的产品, 需要控制玄高来控制网格的精度。

Moldflow课程设计说明书一.分析前的准备1.CAD模型的准备本次课程设计选用的是王能充电器的外壳进行模流分析,充电器外壳的三维造型用PROE软件。
零件造型结束后保存igs通用格式,导入到Moldflow CAD doctor对零件进行处理。
三维造型cad图如下:2.CAD doctor对零件的转化及简化在转化窗口检查该三维零件中存在的一些缺陷,零件的自由边:964,自由边环路:198。
缝合自由边可以解决这类问题。
缝合零件后再用修复工具进行数据的整合。
切换到简化窗口,对零件的细小的结构,进行简化。
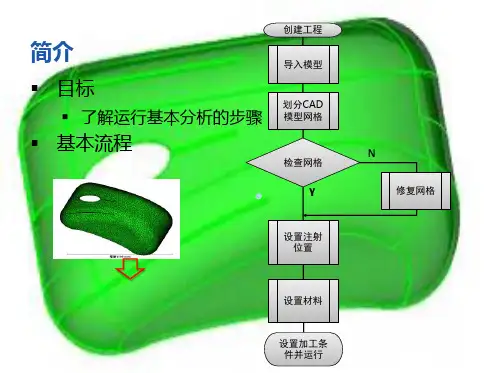
简化后零件三维图如下:3.划分CAE网格模型软件Moldflow insighth中创建工程chongdianqi,再导入CADdoctor处理好的udm格式文件就可进行三角形网格的划分。
这里采用的是双层面网格。
零件壁厚1.5mm,全局网格边长定为3。
该零件多处位置有壁厚的变化,需要定义局部边长。
如以下的厚度小于壁厚的面,局部边长为2mm。
零件中存在柱面和曲面,启用弦高控制,弦高0.1mm。
进行网格划分,网格划分结束,进行网格统计,对网格质量做诊断。
网格统计结果,三角形数量8500,平均纵横比2.18,最大纵横比为11。
匹配百分比和相互百分比均在90%以上。
网格质量较好,只需对局部狭长三角形进行修复。
纵横比诊断工具,找出狭长的三角形,网格修复的方式可以采用交换边、插入节点等。
简便处理的方式可以用网格修复向导,当不能使零件发生变形。
如由上图发生了变形,所以不宜使用。
修复到最大纵横比为6左右。
修复后的网格统计如下:匹配百分比为92.2%,相互百分比92.4%。
AMI网格模型准备完成。
二.充填分析及优化1.浇口位置分析充电器外壳浇口位置的分析可以确定最佳浇口位置的节点号,在分析之前选择制件的材料。
通过网络查找,适宜做充电器外壳的材料有PC、ABS、PC+ABS,其中PC+ABS材料性能较好。
故在材料库中选择了牌号为Cycoloy C2800的非结晶型材料。

第3 章Moldflow6.1 分析流程介绍本章主要介绍使用Moldflow进行分析的工作流程,包括前期准备工作、获得最佳成型工艺参数、分析中需要的工艺参数设置、查看分析结果、在分析结果基础上做出改善措施等详细的操作步骤。
3.1 文件另存选择“文件”下拉菜单中“保存副本”指令,将一个完好的CAD 档在CAD软件中另存为moldflow可读入的档,如图3-1所示。
不同的CAD 软件可以生成不同的另存档,其中MPI可以读入的包括igs,iges,ans,unv,bdf,pat,out,stl 等。
其中以stl、igs档最为常用。
图3-1 Pro/E 保存副本在“保存副本”对话框中选择副本的文件格式,如图3-2 所示。
如果转档时“文件类型”下拉框里没有那种文件类型,比如在Pro/E 中将Part 档另存为stl 时,表明Part 档存在局部残破的情况,可能不影响拆模,但无法成功转档。
这时可以考虑将Part 档另存为stp 档,从Pro/E 转到UG 中,再以stl 档从UG 中转出。
图3-2 Pro/E 选择副本的文件格式3.2 另存文件格式对网格划分的影响转档时不同文件格式对moldflow 中网格划分有不同的影响:1. 另存为stl。
在Pro/E 中以Part 档为源档转出的情况最多,其优点为在精度控制得当的情况下,显示成功转出后的stl 档不会丢失源档的特征。
缺点是对源档点、线、面的完好性要求高,必须是完好无损的源档才能以STL 档转出。
2. 另存为igs 档。
优点是网格匹配率较stl 高一些,缺点是在源档残破的情况下也能转出,但由于无提示信息,转档过程中一旦出现重叠或缺失的特征,不仅增加网格的缺陷,细小的特征还会因无意识丢失而很难被发现,造成分析失误增加。
对于某些重要的细小特征的遗失,有时要等到去查看那里的缩水或其他成型问题时才会被发现,耽搁了宝贵的时间。
所以一定要慎用igs档。
3.3 编辑输出模型的精度图3-3 “输出副本文件”Pro/E 对话框确定副本文件格式后弹出“输出副本文件”对话框,如图3-3 所示。
COOL版权所有Moldflow Corporation 及其全球子公司。
保留所有权利。
冷却分析版本: mpi610 (内部版07066)64 位内部版正在主机上运行的分析: levono操作系统: Windows Service Pack 1处理器类型: GenuineIntel Intel64 Family 6 Model 42 Stepping 7 ~2494 MHz 处理器数量: 4总物理内存: 4010 兆字节网格类型= 双层面节点数= 1432柱体单元数= 90三角形单元数= 2674四面体单元数= 0计算几何体影响的方法= 理想冷却分析类型= 手工制品单元总数= 2694流道单元总数= 20模具单元总数= 418回路单元总数= 70制品末端的坐标:X Y Z最大值24.82520 mm 24.95440 mm 82.00000 mm最小值-24.81950 mm -24.96540 mm -5.00000 mm取向74.46980 mm 74.87420 mm 169.00000 mm** 警告701360 ** 柱体单元2677 具有非常差的长径比** 警告701360 ** 柱体单元2678 具有非常差的长径比** 警告701360 ** 柱体单元2679 具有非常差的长径比** 警告701360 ** 柱体单元2680 具有非常差的长径比** 警告701360 ** 柱体单元2681 具有非常差的长径比** 警告701360 ** 柱体单元2682 具有非常差的长径比** 警告701360 ** 柱体单元2683 具有非常差的长径比** 警告701360 ** 柱体单元2684 具有非常差的长径比** 警告701360 ** 柱体单元2685 具有非常差的长径比** 警告701360 ** 柱体单元2686 具有非常差的长径比** 警告701360 ** 柱体单元2687 具有非常差的长径比** 警告701360 ** 柱体单元2688 具有非常差的长径比** 警告701360 ** 柱体单元2689 具有非常差的长径比** 警告701360 ** 柱体单元2690 具有非常差的长径比** 警告701360 ** 柱体单元2691 具有非常差的长径比** 警告701360 ** 柱体单元2692 具有非常差的长径比** 警告701360 ** 柱体单元2693 具有非常差的长径比** 警告701360 ** 柱体单元2694 具有非常差的长径比** 警告701380 ** 在模型中已报告警告请检查模型的网格质量模具末端的坐标:X Y Z中心0.00286 mm -0.00549 mm 38.50000 mm 右角107.00300 mm 106.99500 mm 145.50000 mm左角-106.99700 mm -107.00500 mm -68.50000 mm 正在使用网格聚合** 警告701360 ** 柱体单元2677 具有非常差的长径比** 警告701360 ** 柱体单元2678 具有非常差的长径比** 警告701360 ** 柱体单元2679 具有非常差的长径比** 警告701360 ** 柱体单元2680 具有非常差的长径比** 警告701360 ** 柱体单元2681 具有非常差的长径比** 警告701360 ** 柱体单元2682 具有非常差的长径比** 警告701360 ** 柱体单元2683 具有非常差的长径比** 警告701360 ** 柱体单元2684 具有非常差的长径比** 警告701360 ** 柱体单元2685 具有非常差的长径比** 警告701360 ** 柱体单元2686 具有非常差的长径比** 警告701360 ** 柱体单元2687 具有非常差的长径比** 警告701360 ** 柱体单元2688 具有非常差的长径比** 警告701360 ** 柱体单元2689 具有非常差的长径比** 警告701360 ** 柱体单元2690 具有非常差的长径比** 警告701360 ** 柱体单元2691 具有非常差的长径比** 警告701360 ** 柱体单元2692 具有非常差的长径比** 警告701360 ** 柱体单元2693 具有非常差的长径比** 警告701360 ** 柱体单元2694 具有非常差的长径比** 警告701380 ** 在模型中已报告警告请检查模型的网格质量冷却分析所需的总MB 数= 16.46冷却分析可用的总MB 数= 119097.00+---------+-------------+-----------------------+--------------+-------------+| 进水口|流动速率| 雷诺数| 压力降| 泵送|| 节点|进/出| 范围| 超| 功率超过|| | | | 回路| 回路|| | (lit/min) | | (MPa) | (kW) |+---------+-------------+-----------------------+--------------+-------------+| 1364 | 3.39 | 10000.0 - 10000.0 | 0.0091 | 5.117e-04 || 1400 | 3.39 | 10000.0 - 10000.0 | 0.0091 | 5.117e-04 |+---------+-------------+-----------------------+--------------+-------------+冷却介质温度进水口冷却介质温度冷却介质温度升高节点范围在回路上1364 25.0 - 25.4 0.4 C1400 25.0 - 25.4 0.4 C型腔温度结果摘要=====================================型腔表面温度- 最大值= 85.7120 C型腔表面温度- 最小值= 39.9090 C型腔表面温度- 平均值= 55.7720 C平均模具外部温度= 27.0700 C循环时间= 35.0000 s执行时间分析开始时间Sat Jan 10 22:38:18 2015分析完成时间Sat Jan 10 22:38:29 2015使用的CPU 时间 2.74 s** 警告98000 ** 下列警告消息出现次数已超过5 次:消息号出现次数701360 36FLOW版权所有Moldflow Corporation 及其全球子公司。