数控车床刀具补偿知识
- 格式:pptx
- 大小:661.08 KB
- 文档页数:10
刀具补偿功能(实际生产步骤)在数控编程过程中,一般不考虑刀具的长度与刀尖圆弧半径,而只考虑刀位点与编程轨迹重合。
但在实际加工过程中,由于刀尖圆弧半径与刀具长度各不相同,在加工中会产生很大的误差。
因此,实际加工时必须通过刀具补偿指令,使数控机床根据实际使用的刀具尺寸,自动调节各坐标轴的移动量,确保实际加工轮廓和编程轨迹完全一致。
数控机床根据刀具实际尺寸,自动改变机床坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致的功能,称为刀具补偿功能。
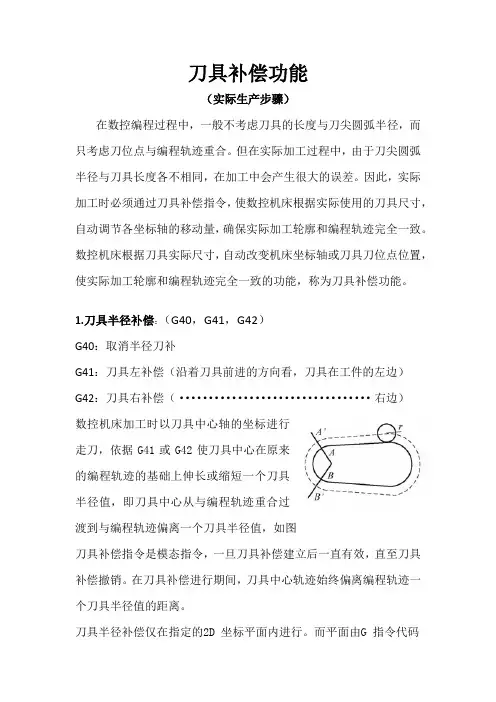
1.刀具半径补偿:(G40,G41,G42)G40:取消半径刀补G41:刀具左补偿(沿着刀具前进的方向看,刀具在工件的左边)G42:刀具右补偿(·································右边)数控机床加工时以刀具中心轴的坐标进行走刀,依据G41或G42使刀具中心在原来的编程轨迹的基础上伸长或缩短一个刀具半径值,即刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个刀具半径值,如图刀具补偿指令是模态指令,一旦刀具补偿建立后一直有效,直至刀具补偿撤销。
在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。
刀具半径补偿仅在指定的2D 坐标平面内进行。
而平面由G 指令代码G17( xy平面)、G18( zx平面)、G19( yz平面)确定。
刀具半径值则由刀具号H(D)确定2.刀具长度补偿所谓刀具长度补偿,就是把工件轮廓按刀具长度在坐标轴(车床为x、z轴)上的补偿分量平移。
对于每一把刀具来说,其长度是一定的,它们在某种刀具夹座上的安装位置也是一定的。
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
1. 刀具补偿功能
(1)刀具的几何、磨损补偿
刀具的补偿功能由程序中指定的T代码来实现。
T代码由字母T后面跟4位数码组成。
其中前两位为刀具号,后两位为刀具补偿号。
(2)刀尖半径补偿
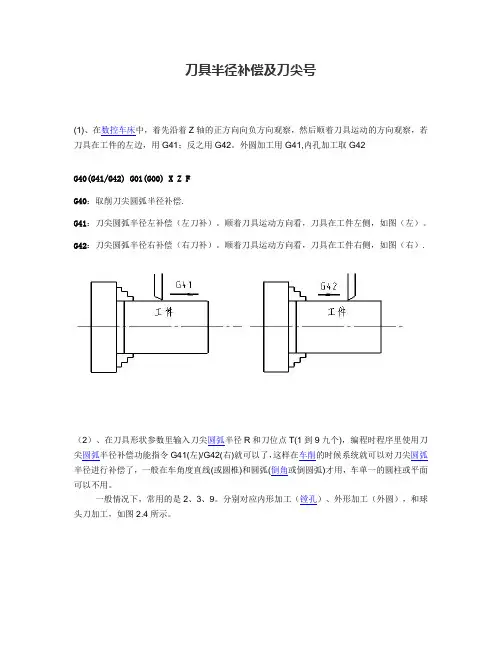
加工中当系统执行到含有T代码的程序段时,是否对刀具进行半径补偿,取决于G40、G41、G42指令
G40:取消刀具半径补偿。
刀尖运动轨迹与编程轨迹一致。
G41:刀具半径左补偿。
沿进给方向看,刀尖位置在编程轨迹的左边。
G42:刀具半径右补偿。
沿进给方向看,刀尖位置在编程轨迹的右边。
2. 使用刀尖半径补偿的留意事项
在使用G41、G42指令之后的程序段,不能出现连续两个或两个以上的不移动指令,否则G41、G42指令会失效。
在使用G76、G92指令时,不能使用刀尖半径补偿功能。
在G71、G72、G73指令状态下,如以刀尖圆弧中心轨迹编程时,必须指定指令中的精车余量△u和△w。
3. 刀尖半径补偿功能
G41、G42、G40三个指令是选择功能。
假如系统没有这三个功能,就要用计算的方法来完成刀尖半径的补偿。
(1)按假想刀尖编程加工锥面
(2)按假想刀尖编程加工圆弧
(3)按刀尖圆弧中心轨迹编程。
前言数控车床通常连续实行各种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差异,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不利用刀具补偿功能予以补偿,就切削不出符合图样要求形状的零件.此外,合理利用刀具补偿还可以简化编程。
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿。
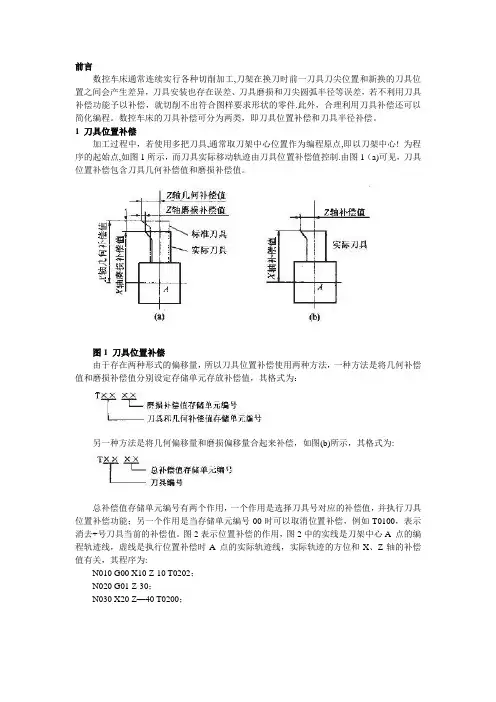
1 刀具位置补偿加工过程中,若使用多把刀具,通常取刀架中心位置作为编程原点,即以刀架中心! 为程序的起始点,如图1所示,而刀具实际移动轨迹由刀具位置补偿值控制.由图1(a)可见,刀具位置补偿包含刀具几何补偿值和磨损补偿值。
图1 刀具位置补偿由于存在两种形式的偏移量,所以刀具位置补偿使用两种方法,一种方法是将几何补偿值和磨损补偿值分别设定存储单元存放补偿值,其格式为:另一种方法是将几何偏移量和磨损偏移量合起来补偿,如图(b)所示,其格式为:总补偿值存储单元编号有两个作用,一个作用是选择刀具号对应的补偿值,并执行刀具位置补偿功能;另一个作用是当存储单元编号00时可以取消位置补偿,例如T0100,表示消去+号刀具当前的补偿值。
图2表示位置补偿的作用,图2中的实线是刀架中心A 点的编程轨迹线,虚线是执行位置补偿时A 点的实际轨迹线,实际轨迹的方位和X、Z轴的补偿值有关,其程序为:N010 G00 X10 Z-10 T0202;N020 G01 Z-30;N030 X20 Z—40 T0200;图2 刀具位置补偿作用数控车床系统刀具结构如图3所示,图3中P为假想刀尖,S为刀头圆弧圆心,r为刀头半径,A为刀架参考点。
图3 车刀结构车床的控制点是刀架中心,所以刀具位置补偿始终需要。
刀具位置补偿是用来实现刀尖圆弧中心轨迹与刀架参考点之间的转换,对应图3中A与S之间的转换,但是实际上我们不能直接测得这两个中心点之间的距离矢量,而只能测得假想刀尖! 与刀架参考点$之间的距离。
为了简便起见,不妨假设刀头半径r=0,这时可采用刀具长度测量装置测出假想刀尖点P 相对于刀架参考点的坐标和,并存入刀具参数表中。
数控车床刀补怎么使用方法数控车床刀补怎么使用方法刀尖圆弧补偿命令G42 G41车外圆时用G42 车里孔时用G41,还有一个刀尖的假象位置,要放到P位置里。
1、刀补是刀具长度的一个非常重要的概念。
编程零件时,首先要指定零件的编程中心,然后才能建立工件编程坐标系,它只是一个工件坐标系,零点一般在工件上。
与X和Y平面中的编程零点不同,长度补偿仅与Z坐标相关,因为刀具由主轴锥孔定位而不发生变化,因此Z坐标的零点不同。
2、数控车床又称CNC车床,计算机数字控制车床是我国使用量最大、覆盖面最广的数控机床,约占数控机床总数的25%。
数控机床是集机械、电气、液压、气动、微电子和信息技术于一体的机电一体化产品。
它是一种高精度、高效率、高自动化、高柔性的机械制造设备。
3、数控机床的技术水平及其在金属切削机床产量和总拥有量中所占的比例,是衡量国民经济发展和工业制造业整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,在数控机床中占有十分重要的地位。
几十年来,它一直受到世界各国的重视,并得到了迅速发展。
数控车床刀是什么1.车床主要用于回转表面的加工,如圆柱面、圆锥面、圆弧面、螺纹、切槽等切削加工,数控加工刀具可分为常规刀具和模块化刀具两大类,模块化刀具是发展方向,从结构上可分为可分为焊接式和机夹式,机夹式根据刀体结构不同,分为可转位和不转位。
2.圆弧形车刀构成圆弧形车刀的主切削刃形状为一圆度误差或线轮廓度误差很小的圆弧,而由直线形的主、副切削刃构成,如90内、外圆车刀,左、右端面车刀,切槽车刀及刀尖倒棱很小的各种外圆和内孔车刀。
3.数控车刀按刀尖的形状一般分成三类,即尖形车刀、圆弧形车刀和成形车刀,其中偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
数控车床刀补如何加减1. 加刀补值:按照实际刀具磨损情况,在机床数控系统中选择相应的轴进行刀补操作。
简述数控车床刀具补偿的类型和意义
数控车床是一种高精度、高效率的数控加工机床,广泛应用于机
械加工行业。
在数控车床的加工过程中,刀具是至关重要的一环,与
其精度和稳定性直接关系到加工的质量和效率。
然而,由于各种因素
的影响,刀具在使用过程中难免会出现一定的偏差和磨损,这就需要
进行刀具补偿。
数控车床刀具补偿可以分为以下两种类型:
1.轴向补偿:也称为长度补偿,是以刀具长度为基础的补偿方式。
它主要是根据刀具弯曲或者伸缩等情况,将刀尖位置调整到预设位置,从而达到精确加工的目的。
其值通常是以毫米为单位。
2.半径补偿:也称为补偿值,是以刀具弧形的半径为基础的补偿
方式,解决了物理形状偏差和摆线误差等问题。
其值可以为正值或负值,单位通常是毫米或微米。
这两种补偿方式都能够解决实际加工过程中的问题,提高加工精
确度和加工效率,从而提升整个加工业的竞争力。
数控车床刀具补偿的意义不可忽视。
首先,它可以保证加工质量
和精确度,达到客户的要求。
其次,补偿值可以达到最小,从而减少
废品率,不断提高生产效率,降低加工成本。
第三,它还能够扩大加
工技术的应用范围,满足复杂零件的加工需求。
总之,数控车床刀具补偿是数字化精密加工的重要环节之一。
通
过不断的改进和创新,能够不断提高加工质量、效率和科技含量,为
制造业打造出更为优质、高端、智能的产品。
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。