耐火砖标准资料
- 格式:doc
- 大小:435.50 KB
- 文档页数:10
耐火材料砌筑要求耐火材料砌筑要求一.耐火砖砌筑1:尺寸公差检查;砖的长度方向最大公差为正负2毫米,高度方向为正负4毫米。
2:缺边检查;允许大小头边长损坏总计不超过403:缺角情况;砖大小头只允许有一处角损,且角4:裂纹情况;砖面允许有发丝状的微细裂纹,但毫米,但边长损坏深度总计不超过20毫米。
损处的三条棱的角损长度之和不超过60毫米。
不允许有平行于磨损面(耐火砖小头端面)的裂纹,严格的讲,发现砖面有裂纹的,都要拒绝使用。
5:凹坑和鼓包情况:砖面允许有最大直径为106:受潮情况:耐火砖在运输、保管储存、搬运的毫米的凹坑和最小直径为0.5毫米的鼓包。
过程中因操作不当所引起的局部受潮或整块受潮应拒绝使用。
7:筒体内要打扫干净,内壁不允许有超过8毫米的焊瘤或凸起。
如果存在小于8毫米的凸起,在砌砖前先用火泥找平(火泥必须是与砖材质相同,并且要求加玻璃水溶液调制),若大于8毫米,可以割掉,然后打磨至合乎标准,或者加工耐火砖(要求加工的砖尺寸不小于原砖的75%),且加工的砖砌筑时加工面不能朝向预热器方向。
8:砌筑前先划线,窑的纵向基准线沿周长每 1.5米一条,每条与窑轴向中心线平行,环向基准线每10米放一条施工线,每5米一条环向基准线。
每环收口用插缝砖每环最大用量不允许超过4块。
9:加工砖不能小于原砖尺寸的75%,且加工面不10:锁扣钢板每环最好不要超过3块,每一块砖能朝向预热器。
缝最多打一块钢板,且一块砖不允许二面都打钢板,环与环之间不允许用钢板,相邻二环锁砖钢板必须互相错开,不允许成一条直线,钢板必须全部打入,不得外露,打不进的,外露部分必须割掉。
钢板尺寸190*185*3毫米(根据窑砖尺寸决定钢板尺寸,一般要求为砖尺寸的90%以上),一端开刃口。
11:砌筑时,第一环与第一档砖圈(窑口处)做到百分之百,进门配合,大小头严禁反置,大头的四个角必须紧贴筒体,砖与砖之间必须木槌敲实,尽量做到小头平整,避免出现阶梯。
轻质粘土耐火砖标准轻质粘土耐火砖是一种常用的耐火材料,广泛应用于冶金、建材、化工等行业。
它具有优良的耐火性能和轻质的特点,是一种理想的耐火材料。
本文将介绍轻质粘土耐火砖的相关标准,以便生产和使用单位更好地了解和选择合适的产品。
一、产品分类。
轻质粘土耐火砖按照材料的不同可以分为高铝、硅、碳、镁铝等多种类型。
根据耐火度和使用条件的不同,还可以分为不同的等级和型号。
在选择产品时,应根据具体的使用要求来确定合适的分类和型号。
二、产品性能。
1. 耐火度,轻质粘土耐火砖的耐火度是衡量其耐火性能的重要指标。
一般来说,耐火度越高,产品的耐火性能就越好,可以适应更高温度的工作环境。
2. 抗压强度,产品的抗压强度直接影响其使用寿命和安全性能。
较高的抗压强度可以保证产品在使用过程中不易破损,延长其使用寿命。
3. 导热系数,导热系数是衡量产品导热性能的指标。
较低的导热系数可以减少产品在高温环境下的热传导,提高其保温效果。
4. 耐碱性,在特定的工作环境中,产品需要具有一定的耐碱性能,以保证其在碱性介质中的稳定性和耐久性。
5. 耐磨性,一些特定的工作环境可能会对产品产生一定的磨损,因此产品需要具有一定的耐磨性能,以保证其长期稳定的工作性能。
三、产品标准。
轻质粘土耐火砖的生产和质量控制需严格按照相关国家标准进行。
目前,国内外对于轻质粘土耐火砖的标准有一系列规定,主要包括产品的化学成分、物理性能、外观质量等方面的要求。
在生产和使用过程中,应严格按照标准要求进行质量检验和产品选择,以确保产品的质量和性能符合要求。
四、产品应用。
轻质粘土耐火砖广泛应用于高温工业窑炉、炼钢炉、电炉、玻璃窑、水泥窑等工业设备的内衬和保温层。
其优良的耐火性能和轻质的特点使其在工业生产中发挥着重要作用,保障了设备的安全稳定运行。
五、产品选购。
在选购轻质粘土耐火砖时,应充分考虑产品的耐火度、抗压强度、导热系数等性能指标,根据具体的使用条件和要求来选择合适的产品型号和规格。
中华人民共和国国家标准GB /T 2992——1998通用耐火砖形状尺寸Dimensions of general bricks1998 – 12 – 14 发布1999 – 08 – 01 实施国家质量技术监督局发布GB/T 2992——1998前言本标准是对GB/T 2992——1982《通用耐火砖形状尺寸》、GB/T 1590——1979《镁砖和镁硅砖形状及尺寸》与GB/T 2074——1980《炼铜炉用镁铬砖形状尺寸》的修订,将其合并为一个标准。
本标准非等效采用国际标准ISO 5019-1:1984《耐火砖-尺寸-第一部分:直形砖》;ISO 5019-2:1984《耐火砖-尺寸-第二部分:楔形砖》;ISO 5019-5:1984《耐火砖-尺寸-第五部分:拱脚砖》。
本标准中砖长度除采用国际标准的230mm及345mm外,还保留了我国300mm、380mm及460mm,砖的宽度采用国际标准的114mm及150mm。
砖的厚度保留了65mm及75mm。
本标准对上述三个原标准作了下列修订:——对砖的名称及主要尺寸参数作了文字定义、以附图或公式表示。
——对砖号做了修改,取消了代号。
——对原标准附录中的计算方法作了精简、完善,并改写为附录A。
——增设了75mm等中间尺寸竖厚楔形砖及直形砖。
——对斜面上为230mm、300mm及460mm拱脚砖的尺寸作了修改,标准倾斜角采取60°/30°及50°/°40。
——删掉非通用的异型砖。
本标准自实施之日起,代替GB/T 2992——1982、GB/T 1590——1979、GB/T 2074——1980。
本标准的附录A是标准附录。
本标准由原冶金工业部提出。
本标准由全国耐火材料标准化技术委员会归口。
本标准负责起草单位:武汉钢铁(集团)公司。
本标准主要起草人:薛启文、万小平、宫家学、高建平、方正国。
中华人民共和国国家标准GB/T 2992——1998nep ISO 5019-1:1984通用耐火砖形状尺寸nep ISO 5019-2:1984Dimensions of general bricks nep ISO 5019-5:1984代替GB/T 2992——1982GB/T 1590——1979GB/T 2074——19801、范围本标准规定了通用耐火砖的定义、砖号、规格表示法、尺寸及尺寸参数。
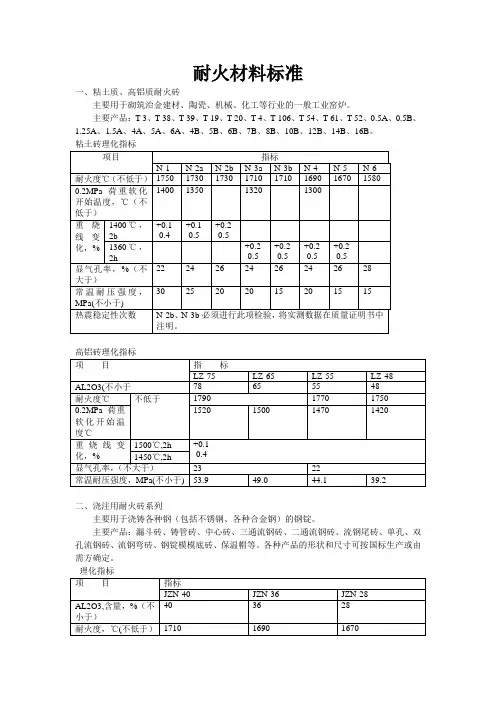
耐火材料标准一、粘土质、高铝质耐火砖主要用于砌筑治金建材、陶瓷、机械、化工等行业的一般工业窑炉。
主要产品:T-3、T-38、T-39、T-19、T-20、T-4、T-106、T-54、T-61、T-52、0.5A、0.5B、1.25A、1.5A、4A、5A、6A、4B、5B、6B、7B、8B、10B、12B、14B、16B。
二、浇注用耐火砖系列主要用于浇铸各种钢(包括不锈钢、各种合金钢)的钢锭。
主要产品:漏斗砖、铸管砖、中心砖、三通流钢砖、二通流钢砖、流钢尾砖、单孔、双孔流钢砖、流钢弯砖、钢锭模模底砖、保温帽等。
各种产品的形状和尺寸可按国标生产或由需方确定。
三、盛钢桶用高铝质耐火砖系列主要产品:塞头砖、铸口砖、袖砖、座砖等。
各种砖的形状尺寸可以由需方确定。
四、盛钢桶用衬砖系列主要产品:各种规格衬衬砖、弧形衬砖、保险砖或根据需方的要求确定。
主要理化指标五、轻质粘土砖系列主要用作隔热层和不受高温熔融物料及侵蚀性气体作用的窑炉内衬。
六、不定形耐火材料系列主要产品:铝镁浇注料、矾土尖晶石浇注料、粘土质及高铝质可塑料、耐火混凝土及预制块等。
七、骨料、耐火泥系列八、滑动铸口砖窑炉中应用十分广泛,适用于各工业窑炉中最严酷的部位。
冶金高炉炉腹内衬、送风支管内衬、铁口框填充;冶金加热炉均热炉烧嘴、墙基;大型电炉顶内衬;热电旋风炉沸腾炉炉腔内衬;硫化床燃烧室内衬、旋风筒、水冷壁;大型化工化肥炉内衬,化工催化裂解装置高耐磨层;大型水泥窑前窑口、喷煤管等部位;大型铝厂回转窑烧成段内衬、出料口、烧嘴;产品特点纯度高,强度高,耐磨性好,抵抗硅、一氧化碳、氢等腐蚀气氛能力强。
使用部位化肥厂耐磨内衬、石化炼油催化裂解装置高耐磨层;冶金高炉送风支管内衬、铁口框填充、加热炉均热炉烧嘴、墙基、电炉顶内衬;热电旋风炉炉腔内衬、硫化床燃烧室内衬、烧嘴、旋风筒、水冷壁、沸腾炉等需耐磨耐高温部位;大型水泥窑前窑口、喷煤管等部位;大型铝厂回转窑烧成段内衬、出料口、烧嘴;垃圾焚烧炉烧成段内衬、烧嘴及其性能特点热态强度高,抗高频振动性好,适应频繁的急冷急热场合使用部位70吨超高功率电炉炉盖大型水泥窑前窑口、喷煤管等部位及其它工业窑炉内衬大型铝厂回转窑烧成段内衬、出料口、烧嘴;垃圾焚烧炉烧成段内衬、烧嘴及其它工业窑炉内衬。

干法熄焦节能技改项目干熄焦耐火砖订货技术规格书为满足焦炉干法熄焦节能技改项目配套的干熄焦耐火砖的采购、设计、制造、验收及供货需要,提出以下技术规格书:1基本定义1.1本规格书仅提供基本的技术要求,并未对一切技术细节做出规定,也为充分引述有关制造标准及其详细条文,规格书内容、协议条款或设计审查并不免除卖方的技术责任,卖方的产品应在保证本规格书的技术要求和技术接口等相关规定的前提下,保证符合有关规范的规定。
1.2买方保留对其提供的技术资料进行补充和修改的权利,卖方应承诺予以配合。
1.3对于本规格书有关内容,卖方如果有特别推荐的技术及降低成本方案,可作为优化方案进行说明。
1.4为保证设备性能,本规格书未注明而又有必要的元器件,也应在报价范围内。
并提供相应的技术参数。
1.5卖方投标时应提供设备清单和分项报价表。
外购件应注明生产厂商。
1.6卖方对本厂生产、合作制造、外购件进行设备总装。
保证所提供的设备及技术的完整性、先进性和可靠性,对设备的控制性能及技术指标总负责。
2干熄焦工艺概述干熄焦工艺是利用冷的循环气体在干熄炉中与赤热红焦换热从而冷却红焦;吸收了红焦热量的循环气体将热量传给锅炉产生蒸汽,被冷却的循环气体再由主循环风机经鼓风装置进入干熄炉;锅炉产生的蒸汽用于发电。
为了降低循环气体中的粉尘含量,干熄焦工艺设置了一次重力沉降式除尘器和二次多管旋风除尘器。
2.1干熄焦基本工艺参数干熄炉最高产量设计t/h入干熄炉焦炭温度1000±50℃出干熄炉循环气体温度800~980℃焦炭烧损率≤0.9%最大工艺粉尘产生率<2%入干熄炉吨焦气料比1250~1400Nm³/t焦正常循环风量:154000Nm³/h系统最大循环气体总流量178000Nm³/h干熄炉内焦炭冷却时间2h左右干熄后焦炭温度≤200℃干熄炉操作制度24h连续,345d/a干熄炉年修时间20d/a2.2干熄炉及一次除尘器耐材的砌筑特点干熄炉砌筑属于竖窑式结构,中下部是处于正压状态的圆筒形直立砌体。
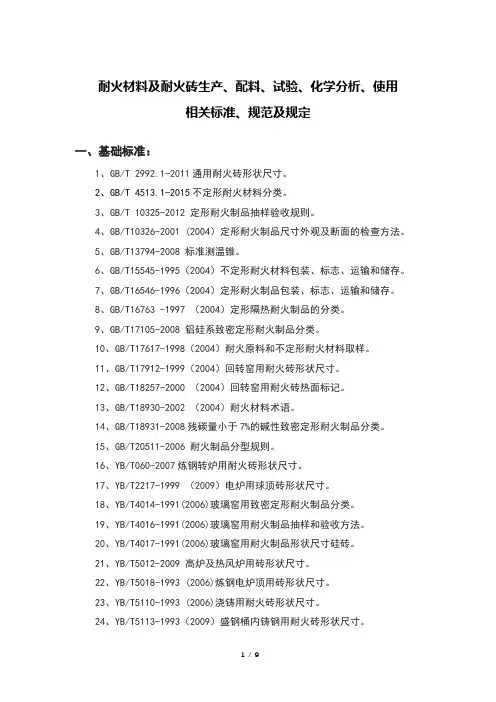
耐火材料及耐火砖生产、配料、试验、化学分析、使用相关标准、规范及规定一、基础标准:1、GB/T 2992.1-2011通用耐火砖形状尺寸。
2、GB/T 4513.1-2015不定形耐火材料分类。
3、GB/T 10325-2012 定形耐火制品抽样验收规则。
4、GB/T10326-2001 (2004)定形耐火制品尺寸外观及断面的检查方法。
5、GB/T13794-2008 标准测温锥。
6、GB/T15545-1995(2004)不定形耐火材料包装、标志、运输和储存。
7、GB/T16546-1996(2004)定形耐火制品包装、标志、运输和储存。
8、GB/T16763 -1997 (2004)定形隔热耐火制品的分类。
9、GB/T17105-2008 铝硅系致密定形耐火制品分类。
10、GB/T17617-1998(2004)耐火原料和不定形耐火材料取样。
11、GB/T17912-1999(2004)回转窑用耐火砖形状尺寸。
12、GB/T18257-2000 (2004)回转窑用耐火砖热面标记。
13、GB/T18930-2002 (2004)耐火材料术语。
14、GB/T18931-2008残碳量小于7%的碱性致密定形耐火制品分类。
15、GB/T20511-2006 耐火制品分型规则。
16、YB/T060-2007炼钢转炉用耐火砖形状尺寸。
17、YB/T2217-1999 (2009)电炉用球顶砖形状尺寸。
18、YB/T4014-1991(2006)玻璃窑用致密定形耐火制品分类。
19、YB/T4016-1991(2006)玻璃窑用耐火制品抽样和验收方法。
20、YB/T4017-1991(2006)玻璃窑用耐火制品形状尺寸硅砖。
21、YB/T5012-2009 高炉及热风炉用砖形状尺寸。
22、YB/T5018-1993 (2006)炼钢电炉顶用砖形状尺寸。
23、YB/T5110-1993 (2006)浇铸用耐火砖形状尺寸。
耐火砖指标(实用版)目录1.耐火砖的定义与分类2.耐火砖的主要性能指标3.耐火砖的检测方法与标准4.耐火砖的应用领域5.耐火砖的市场前景正文【1.耐火砖的定义与分类】耐火砖,顾名思义,是一种具有良好耐火性能的建筑材料。
它是指在高温环境下能保持结构和性能稳定的砖状物。
耐火砖主要分为酸性耐火砖、碱性耐火砖和中性耐火砖三大类,根据其成分和性能特点,分别适用于不同场合和温度环境。
【2.耐火砖的主要性能指标】耐火砖的主要性能指标包括耐火度、高温抗压强度、抗热震性、耐磨性、耐腐蚀性等。
其中,耐火度是衡量耐火砖耐火性能最重要的指标,一般以摄氏度表示。
另外,高温抗压强度和抗热震性是衡量耐火砖在高温下结构稳定性的关键指标。
耐磨性和耐腐蚀性则关系到耐火砖的使用寿命。
【3.耐火砖的检测方法与标准】为了确保耐火砖的质量,需要对其进行严格的检测。
常见的检测方法包括实验室检测和现场检测。
实验室检测主要包括耐火度试验、高温抗压强度试验、抗热震性试验等。
现场检测则主要关注耐火砖的实际使用情况,如施工质量、破损情况等。
我国相关标准规定了耐火砖的检测方法和技术要求,企业和检测机构需按照这些标准进行操作。
【4.耐火砖的应用领域】耐火砖广泛应用于冶金、化工、建材、电力等行业的高温环境中。
如钢铁厂的高炉、转炉、加热炉等设备,都需要使用耐火砖来抵抗高温的侵蚀。
此外,耐火砖还用于窑炉、锅炉、熔炉等热工设备,以及玻璃、陶瓷等行业的熔炉、烧结炉等设施。
【5.耐火砖的市场前景】随着我国经济的持续发展,耐火砖市场需求不断扩大。
未来,冶金、化工、建材等行业仍将保持较高的增长速度,这将为耐火砖市场提供良好的发展空间。
此外,随着科技的进步和环保意识的增强,耐火砖行业将不断优化产品结构,提高产品质量,开发新型绿色环保耐火材料。
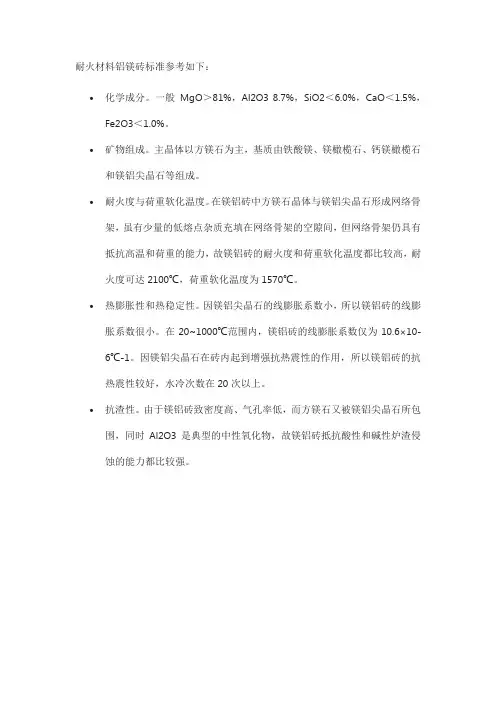
耐火材料铝镁砖标准参考如下:
•化学成分。
一般MgO>81%,Al2O3 8.7%,SiO2<6.0%,CaO<1.5%,Fe2O3<1.0%。
•矿物组成。
主晶体以方镁石为主,基质由铁酸镁、镁橄榄石、钙镁橄榄石和镁铝尖晶石等组成。
•耐火度与荷重软化温度。
在镁铝砖中方镁石晶体与镁铝尖晶石形成网络骨架,虽有少量的低熔点杂质充填在网络骨架的空隙间,但网络骨架仍具有抵抗高温和荷重的能力,故镁铝砖的耐火度和荷重软化温度都比较高,耐火度可达2100℃,荷重软化温度为1570℃。
•热膨胀性和热稳定性。
因镁铝尖晶石的线膨胀系数小,所以镁铝砖的线膨胀系数很小。
在20~1000℃范围内,镁铝砖的线膨胀系数仅为10.6×10-6℃-1。
因镁铝尖晶石在砖内起到增强抗热震性的作用,所以镁铝砖的抗
热震性较好,水冷次数在20次以上。
•抗渣性。
由于镁铝砖致密度高、气孔率低,而方镁石又被镁铝尖晶石所包围,同时Al2O3是典型的中性氧化物,故镁铝砖抵抗酸性和碱性炉渣侵蚀的能力都比较强。
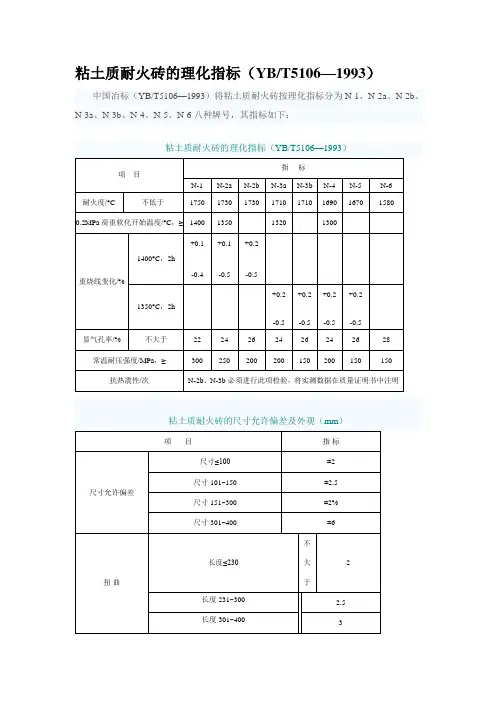
最新粘土耐火砖标准粘土耐火砖是一种常见的耐火材料,广泛应用于各种工业窑炉、高温炉膛和热工设备中。
为了保证粘土耐火砖的质量和性能,制定了一系列的标准来规范其生产和使用。
下面将就最新的粘土耐火砖标准进行详细介绍。
首先,粘土耐火砖的材料标准主要包括原材料的选择和加工工艺。
粘土耐火砖的主要原料是高铝土、硅酸盐和粘土等,这些原料的质量直接影响着砖坯的性能。
因此,最新的标准对原材料的种类、质量要求、化学成分、物理性能等都做了详细的规定。
另外,标准还对粘土耐火砖的成型工艺、干燥和烧成工艺等方面做了具体的规定,以保证砖坯的密实度和耐火性能。
其次,粘土耐火砖的产品标准主要包括外观质量、物理性能和化学性能等方面。
在外观质量方面,标准规定了砖坯的尺寸偏差、表面平整度、棱角和边角的破损情况等要求,以确保砖坯的外观质量达到标准要求。
在物理性能方面,标准对粘土耐火砖的抗压强度、抗弯强度、体积稳定性、热膨胀系数等性能指标做了详细的规定,以保证产品在高温和高压环境下的稳定性和耐久性。
在化学性能方面,标准对砖坯的化学成分、抗碱性、抗侵蚀性等指标也做了具体的规定,以确保产品在特定的化学介质中具有良好的稳定性和耐腐蚀性。
最后,粘土耐火砖的使用标准主要包括产品的分类、标志、包装、运输和贮存等方面。
标准对不同类型的粘土耐火砖进行了分类,并规定了相应的产品标志和包装方式,以便用户正确选择和使用。
同时,标准还对产品的运输和贮存条件做了具体的规定,以确保产品在运输和贮存过程中不受损坏,保持良好的使用性能。
总的来说,最新的粘土耐火砖标准对原材料、产品和使用环节都做了详细的规定,以保证产品的质量和性能达到国家标准要求。
生产和使用单位应严格按照标准的要求进行生产和使用,以确保产品的质量和安全性,促进我国粘土耐火砖行业的健康发展。
耐火砖种类及详细资料常用耐火砖产品说明耐火砖是服务于高温技术的基础材料,与各种工业窑炉有着极为密切的关系。
不同种类的耐火砖由于化学矿物组成、显微结构的差异和生产工艺的不同,表现出不同的基本特性。
所以,在了解和研究工业窑炉筑炉材料的过程中,有必要对耐火砖的种类加以叙述介绍。
___系耐火砖硅铝系耐火砖是以AL2O3—SiO2二元系统相图为基本理论,主要包括以下几种:1.硅砖,是指含SiO2 93%以上的耐火砖,是酸性耐火砖的主要品种。
它主要用于砌筑焦炉,也用于各种玻璃、陶瓷、炭素煅烧炉、耐火砖的热工窑炉的拱顶和其他承重部位,在热风炉的高温承重部位也用,但是不宜在600℃以下且温度波动大的热工设备中使用。
2.粘土砖,粘土砖主要由莫来石、玻璃相和方石英及石英所组成。
它是高炉、热风炉、加热炉、动力锅炉、石灰窑、回转窑、玻璃窑、陶瓷和耐火砖烧成窑中常用的耐火砖。
3.高铝砖,高铝砖的矿物组成为刚玉、莫来石和玻璃相,其含量取决于AL2O3/ SiO2比以及杂质的种类和数量,可按AL2O3含量进行耐火砖的等级划分。
它多用烧结法生产。
但产品还有熔铸砖、熔粒砖、不烧砖和不定形耐火砖。
高铝砖广泛用于钢铁工业、有色金属工业和其他工业。
4.刚玉砖,刚玉砖是指AL2O3含量不小于90%,以刚玉为主要物相的的一种耐火砖,可分为烧结型刚玉砖和电熔型刚玉砖。
耐火砖字母编号规则通用耐火砖的砖号由“T”字开头,即“通”字汉语拼音的第二个字母,通用砖的砖号是:T-1,T-2,T-3……。
T-105.T字后的Z、C、S、K及J分别为直形砖,侧楔形砖,宽楔形砖及拱脚砖的"直","侧","竖","宽"及"脚"字汉语拼音的第一个小写字母.短横线后来顺序号。
代号中Z、C、S、K及J分别代表直形砖、侧楔形砖、拱脚形砖的汉语拼音的第一个大写字母,分别表示“直”、“竖”、“宽”及“脚”。
直形砖的代号由砖长a的百位及十位数字和砖厚C的十位数字组成,楔形砖的代号由大小头之间距离b的百位及十位数字和砖厚C的十位数字组成,拱脚形砖的代号由斜面长L的百位及十位数字和倾斜角a的十位数字组成。
耐火砖技术参数嘿,咱今儿就来聊聊这耐火砖的技术参数!这可真是个重要的事儿呢!你想啊,耐火砖那可是要在高温环境下经受考验的呀!就好比一个勇敢的战士,得有过硬的本领才行。
那这技术参数就是它的本领指标啦!先说说耐火度吧,这可是关键中的关键呀!要是耐火度不行,那在高温下还不得一下子就垮了呀!就像一个人要是抵抗力差,稍微有点风吹草动就病倒了,那可不行呀!好的耐火砖,那耐火度就得高高的,能扛得住各种高温的折腾。
再讲讲荷重软化温度,这就好比是耐火砖的“耐力”。
如果荷重软化温度低了,那在压力和高温的双重攻击下,很容易就变形啦!这可不行,那不是成了软柿子啦!咱得要那种能站直了不趴下的耐火砖呀!然后是热震稳定性,这就像是耐火砖的“抗打击能力”。
想象一下,一会儿高温,一会儿又来点凉水啥的刺激一下,要是热震稳定性不好,那不得裂了呀!这就好比一个人,要是冷热变化太大就容易生病,这耐火砖也得能经得住这样的折腾呀!还有体积密度,这可关系到它的结实程度呢!密度大的,就像个壮实的大汉,稳稳当当的;密度小的,可能就有点轻飘飘啦!那在使用的时候能让人放心吗?还有抗压强度,这也是很重要的呀!要是抗压强度不够,稍微来点压力就碎了,那可咋整!这就像盖房子,根基不牢可不行呀!这些技术参数,每一个都不能小瞧呢!它们就像是耐火砖的各种“本领”,只有这些本领都过硬了,才能在各种苛刻的环境中发挥作用呀!咱在选择耐火砖的时候,可得把这些参数都好好研究研究,不能马虎呀!不然到时候出了问题,那可就麻烦大啦!你说是不是这个理儿?咱可不能随便就选个耐火砖,得挑个真正厉害的,能经得住考验的!这样咱用起来才放心,才踏实呀!所以呀,这耐火砖的技术参数,那绝对是重中之重,可不能不当回事儿哟!。
耐火材料国标尺寸
耐火材料的国标尺寸根据不同的类型有所不同。
标准型耐火砖(ZGN)尺寸为230×114×65mm,是最常见的一种耐火砖,用途广泛,适合于各类窑炉砌筑、烟道墙、炉膛和热处理设备等。
直特型耐火砖(ZTN)尺寸为230×114×75mm,是由标准型耐火砖切割而成,主
要用于窑炉曲面部位。
弯曲型耐火砖(ZW)尺寸为230×114×40mm,作为烟道、壁炉、火炉、炉膛等设备的壁体材料使用。
大型耐火砖(ZGN39)尺寸为390×190×190mm,是用于大型高温窑炉、熔炉等工业设备的重要材料。
B型耐火砖(B-I)尺寸为230×65×114mm,适用于各类热工设备
的炉门、窑门、检修孔等部位。
C型耐火砖(C-II)尺寸为
230×114×113mm,也叫穴砖,通常用来制作各种通孔和内壁弯曲等特殊
形状,是热工设备中不可缺少的特殊材料。
此外,根据GB国家标准《耐火制品的分型定义》,耐火制品共划分为标、普、异、特四个型号,对耐火制品的价格确定具有重要的指导意义。
其中,“标”代表“标准型”,标型耐火制品只有一个规格,即凡属规格长
230mm×宽114高(或厚)×65mm统为标型耐火砖。
以上信息仅供参考,建议查阅国标耐火砖尺寸标准规范获取更准确的信息。
石灰窑用耐火材料标准
石灰窑用耐火材料标准参考如下:
尺寸要求:石灰窑用耐火砖尺寸多样,常见的有标准砖(230×114×65mm)、整块砖(230×230×65mm、230×114×75mm、230×230×75mm)和各种形状规格的异型砖(如拐角砖、半墙砖、底座砖等)。
选择耐火砖的尺寸要满足石灰窑内部空间的大小和结构的要求。
力学性能要求:石灰窑用耐火砖还有一些力学性能要求,主要包括抗压强度、抗弯强度、冷热循环寿命和热震稳定性等方面。
一般要求抗压强度在30MPa以上,抗弯强度在5MPa以上,冷热循环寿命在30次以上,热震稳定性好。
热风炉高铝砖主要性能指标:高炉高铝砖热风炉粘土砖主要性能指标:高炉粘土砖主要性能指标:烧嘴砖火温度2000℃以上(℃)规格350-520(mm)产地河南鞏義品牌火炬产品类别防火板材质刚玉质等级特级低温弯折0.5本产品高温下体积稳定性好,耐磨耐冲刷,抗剥落,用于陶瓷厂辊道窑,隧道窑,梭式窑,等工业窑炉的喷火嘴部分。
高炉冷却壁镶嵌料、高温电煅烧无烟煤、碳化硅、高铝矾土熟料为原材料,复合树脂或水泥为粘结剂,加入固化剂填充于冷却壁凹槽中或冷却壁与炉衬之间的间隙,常温固嵌料。
高炉冷却壁镶嵌料按理化指标分为LLX-1、LLX-2、LLX-3、LLX-4四种牌号。
却壁镶嵌料的理化指标:项目单位LLX-2化学成分C %≥30 SiC %≥20 Al2O3%≤30体积密度g/cm3≥2.20耐压强度MPa ≥50导热系数(室温)W/(m.k) ≥5固化时间(25℃)h 6-12产品是以高温电煅烧无烟煤、石墨为主要原料,加入特殊固化剂填充于冷却壁凹槽中或冷却壁与炉衬之间的间隙,能够常温固化以满足高炉冷却壁工作的高铝耐火泥用于高炉、热风炉及其他工业窑炉砌筑市铝砖。
主要技参数:耐火球本产品采用最新技术和机械成型手段,生产各类材质、规格的耐火球,产品肯有较高的体积密度,较低的蠕变率,即有荷重软化点高,耐急冷急热性好,又有良好的抗侵蚀性,可有效改善冶炼条件,提高热风温度,降低炼铁能耗,使球式热风炉发展大型化,长寿命成为现实,取得了良好的经济效益。
按需供货,保您满理化指标:指标\牌号刚玉质高铝质改性高铝质高密度高铝质高密度蠕变质高密度镁铝铬质高密度铝铬质高密度铝铬硅质质JLQ-55JLG-65JLG-75JGLQ-65JGLD-80JGMLCQ JGLCQ JGMQ JSQ 耐火度℃≥1790175017701790177017901790179017901650 Al2O3%≥725565756580565......MgO%≥........................80...SiO2%≥ (93)Cr2O3%≥………………22……荷重软化开始温度1530140014501470148015201530152015301600显气孔率22252626232022202028体积密度 2.8 2.3 2.4 2.5 2.6 2.7 2.8 2.7 2.8 1.8常温耐压强度KN/球1410101012121315138热震稳定性次以实际检测为交货依据说明1、可按要求生产各种规格的耐火球2、用户有特殊指标要求者,可按指标生产、供货3、耐火球适用于热风炉蓄热炉加热炉热载体。
耐火砖质量检测标准第一节引言1.1 范围本标准规定了耐火砖质量检测的技术要求。
1.2.符号fA 为物理和化学性能检测数据的最小值;fB 为物理和化学性能检测数据的最大值;μ 为物理和化学性能检测的平均值;σ 为物理和化学性能检测的标准偏差;第二节耐火砖技术性能要求2.1 一般要求2.1.1耐火砖应具有良好的外观质量,不允许有缺角、裂缝、不形规则孔洞、烧失等缺陷。
2.1.2耐火砖的厚度和边缘平直度应符合设计要求。
2.1.3耐火砖颜色应符合要求。
2.2 耐火砖密度和抗压强度2.2.1 密度2.2.1.1 密度计算公式:ρ=m/vρ为砖的密度,M为砖的质量,V为砖的体积。
2.2.1.2耐火砖的密度的 fA 指标:密度应以公斤/立方米表示,并符合产品自身之规格,实测密度取其均值μ。
2.2.2抗压强度2.2.2.1抗压强度和承载力应按规定要求进行检测。
2.2.2.2耐火砖的抗压强度 fA 与 fB 指标:2.2.2.2.1 fA :在规定条件下抗压强度≥ MPa,物理检测数据中应无低于 fA 指标的结果。
2.2.2.2.2 fB :在条件下抗压强度≤MPa,检测数据中应无高于 fB 指标的结果。
2.3 耐火砖的烧后物理性能2.3.1 烧后物理性能的检测方法为有限火失实验,具体标准参见GB/T.2.3.2 耐火砖的烧后物理性能检测 fA 与 fB 指标:2.3.2.1 fA :在规定条件下,砖的容重应在(1.4 ~ 2.0) kg/m³ 之间;2.3.2.2 fB :在规定条件下,砖的孔隙度应小于20%。
2.5 耐火砖的焙烧温度及烧结时间2.5.1耐火砖的焙烧温度及烧结时间应符合GB/T4561.87的规定。
2.5.2 耐火砖的焙烧温度及烧结时间 fA 与 fB 指标:2.5.2.1 fA :烧结温度≥1450℃;2.5.2.2 fB :烧结时间≤15小时。
第三节检验表搭建3.1 检验表3.1.1 抗压强度试验3.1.1.1 规定条件:本次试验采用标准抗压强度実验装置,测试压力为4kN,测试温度为20℃。
耐火砖荷重软化测试标准
耐火砖荷重软化测试是评价耐火砖抗荷载性能的重要试验之一,其标准主要包括以下几个方面:
1. GB/T 23958-2009《常规耐火材料落地试验方法》:该标准
规定了耐火材料在高温环境下的软化温度和它在抗荷载下的表现。
2. GB/T 3994-2018《砖耐火试验方法》:该标准规定了砖类耐
火材料的性能需求和试验方法,包括耐火砖的荷重软化温度测试。
3. ISO 12677:2002《火烧试验火烧性能测定方法》:该国际标准规定了火烧特性测定方法,包括耐火材料在高温和荷载下的软化温度测试。
除了上述标准外,不同国家和地区也可能有自己的相关标准和规范,具体可根据实际需要进行查询和应用。
需要注意的是,在进行测试时,应按照相关标准的要求进行操作,并选择合适的试验设备和方法,以确保测试结果的准确性和可靠性。
热风炉高铝砖主要性能指标:
高炉高铝砖
热风炉粘土砖主要性能指标:
高炉粘土砖主要性能指标:
烧嘴砖
火温度2000℃以上(℃)规格350-520(mm)产地河南鞏義品牌火炬
产品类别防火板材质刚玉质等级特级低温弯折0.5
本产品高温下体积稳定性好,耐磨耐冲刷,抗剥落,用于陶瓷厂辊道窑,隧道
窑,梭式窑,等工业窑炉的喷火嘴部分。
高炉冷却壁镶嵌料
、高温电煅烧无烟煤、碳化硅、高铝矾土熟料为原材料,复合树脂或水泥为粘结剂,加入固化剂填充于冷却壁凹槽中或冷却壁与炉衬之间的间隙,常温固
嵌料。
高炉冷却壁镶嵌料按理化指标分为LLX-1、LLX-2、LLX-3、LLX-4四种牌号。
却壁镶嵌料的理化指标:
项目单位LLX-2
化学成分
C %≥30 SiC %≥20 Al2O3%≤30
体积密度g/cm3≥2.20
耐压强度MPa ≥50
导热系数(室温)W/(m.k) ≥5
固化时间(25℃)h 6-12
产品是以高温电煅烧无烟煤、石墨为主要原料,加入特殊固化剂填充于冷却壁凹槽中或冷却壁与炉衬之间的间隙,能够常温固化以满足高炉冷却壁工作的
高铝耐火泥
用于高炉、热风炉及其他工业窑炉砌筑市铝砖。
主要技参数:
耐火球
本产品采用最新技术和机械成型手段,生产各类材质、规格的耐火球,产品肯有
较高的体积密度,较低的蠕变率,即有荷重软化点高,耐急冷急热性好,又有良
好的抗侵蚀性,可有效改善冶炼条件,提高热风温度,降低炼铁能耗,使球式热
风炉发展大型化,长寿命成为现实,取得了良好的经济效益。
按需供货,保您满
理化指标:
指标\牌号刚玉
质
高铝质改性高铝质
高密度
高铝质
高密度
蠕变质
高密度
镁铝铬质
高密度
铝铬质
高密
度
铝铬
硅质
质
JLQ-55JLG-65JLG-75JGLQ-65JGLD-80JGMLCQ JGLCQ JGMQ JSQ 耐火度℃≥1790175017701790177017901790179017901650 Al2O3%≥725565756580565......MgO%≥........................80...SiO2%≥ (93)
Cr2O3%≥………………22……荷重软化
开始温度
1530140014501470148015201530152015301600显气孔率22252626232022202028体积密度 2.8 2.3 2.4 2.5 2.6 2.7 2.8 2.7 2.8 1.8常温耐压强
度KN/球
1410101012121315138热震稳定性
次
以实际检测为交货依据
说明1、可按要求生产各种规格的耐火球
2、用户有特殊指标要求者,可按指标生产、供货
3、耐火球适用于热风炉蓄热炉加热炉热载体。
拱顶砖
41-Y——锆刚玉氧化法
4、图形中“▲”为砖的浇注口面。
5、图形中的尺寸单位为mm。
6、砖的重量为kg,是按国标中的容重计算而得,做为订货时的依据。
7、图册中砖的名称是根据窑炉结构使用部位而命名,如:上间隙砖、下间隙砖,转角砖等到。
每类砖用数字定号,如:“4”代表测温孔砖,“16”代表底板砖。
每一种砖又分为若干号,如:2-1001,2-1002…客户选用时,只要提出本图册中某种砖代号和图形代号即可。
举例说明如33-Y-PT-3-24即表示为普型33#氧化法砖,尺寸为300×400×600mm的直形砖。
又如:33-2-2001即33#锆刚玉上间隙砖,第二种图形尺寸为A700、a500、H380、h180、B300的砖。
8、特异型砖和本图册中未列入图形或尺寸的砖,请客户提供图纸并注明尺寸。
编号
尺寸单重
A a
B 33-Y 36-Y 41-Y
14-001 700 500 400 259.0 262.8 270.4 14-002 800 600 400 272.0 276.0 284.0 14-003 900 700 400 309.0 313.5 322.6 14-004 1000 800 400 346.0 351.1 361.3 14-005 1100 900 400 383.0 388.6 400.0 14-006 1200 1000 400 420.0 426.2 438.5 14-007 700 500 450 264.0 267.9 275.7 14-008 800 600 450 306.0 310.5 319.5 14-009 900 700 450 347.0 352.1 362.3 14-010 1000 800 450 389.0 394.7 406.2 14-011 1100 900 450 432.0 438.4 451.1 14-012 1200 1000 450 474.0 481.0 494.9
耐火温度1580~1770℃(℃)规格230*114*65/55(mm)产地河南鞏義品牌火炬
产品类别耐火砖材质铝
我公司生产高铝砖.黏土砖.轻质保温砖,高铝聚轻球砖.高温莫来石保温砖.不定型耐火材料.浇注料.捣打料.
定做各种异型,特异型耐火材料.欢迎来图加工定
热风炉用高铝砖
热风炉用高铝砖是以高铝矾土熟料配入部分结合粘土制成的Al2O3含量大于48%用于砌筑热风炉的耐火制品。
中国冶标(YB/T5016-1993)将热风炉用高铝砖按理化指标分为RL-65,RL-55和RL-48三种牌号,其理化指标,尺寸允许偏差及外形见表1和表2。
表1 热风炉用高铝砖的理化指标
表2 热风炉用高铝砖的尺寸允许偏差及外观
标准中对热风炉用高铝砖的断面层裂作了下列规定:
1 层裂宽度不大于0.25mm时,长度不限制;
2 层裂宽度为0.26~0.5mm时,长度不大于30mm。
3 层裂宽度大于0.5mm时,不准有。
粘土轻质砖
本公司生产的粘土、高铝质系列保温砖,隔热性能良好,耐高温,适用于砌筑工业窑炉的隔热层,保温层等,减少热扩散,保持炉温均匀。
项目
指标
LG-1.0 LG-0.8 LG-0.6 LG-0.5
AL
2O
3
,不小于35
Fe
2O
3
,%不大于 2.0
体积密度,g/cm3
不大于
1.0 0.8 0.6 0.4
常温耐压强度,
kgf/cm3不小于
40 30 20 0.4
重烧线变化,不
大于2%
1400 1400 1350 1250
导热系数②,W
(m穔)
(平均温度
350±25℃)不
大于
0.50 0.35 0.35 0.20
耐火混凝土、耐热混凝土、C20-C30的详细
信息
一、要求:耐热混凝土其技术要求是极限耐热温度,烧后残余强度等级,质量控制原理,能长时间承受200-700℃温度作用高温下保持所需物理力学性能。
二、分类号:C20、C30三、用途:常用于工业窑炉基础,高炉外壳及烟囱工程,为使耐热混凝土具有与热工设备相适应的高温力学性能,必须对原材料的恰当选材。
产品名称型号批量化学成份物理指标A12O3Fe2O3耐火度℃抗压强度Mpa(28天)荷重软化温度℃体积密度耐热混凝土
C20 404.51300 239002.2耐热混凝土C30 454.013503011002.3批发说明。