五孔氧枪喷头在300吨转炉的应用
- 格式:doc
- 大小:957.50 KB
- 文档页数:5
氧气转炉——喷溅1.氧气转炉炼钢相关知识一个世纪以前,英国H. 贝氏麦1856年在登记贝氏麦酸性转炉炼钢法专利时,就提出用纯氧炼钢的重要意义。
到上个世纪末,德国的K. V. 林德肯首先生产可供工业使用的氧气。
1930年,德国南部马克西米利安(Maxhutte)厂在托马斯转炉试验30%富氧炼钢。
1947年,R. 杜勒(R. Durrer)和他的同事H. 赫尔瑞格(H. Hellhrugge)在瑞士格拉费根(Gerlafigen)钢厂2.5t转炉上进行顶吹氧试验。
奥地利联合钢铁公司在奥地利林茨(Linz)2t和5t的转炉上进行试验并于1949年10月获得成功, 1952年建于林茨的一个容量为30t 的工厂建成开工生产。
过了一年,奥地利阿尔卑斯矿业公司在多那维茨(Donawitz)也建了一个工厂开始生产,并把这种炼钢法命名为LD氧气顶吹转炉炼钢法。
他是世界炼钢技术的一次巨大变革。
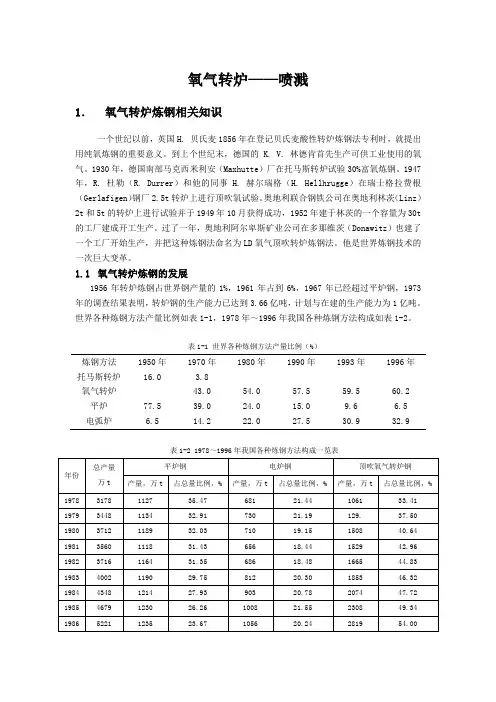
1.1氧气转炉炼钢的发展1956年转炉炼钢占世界钢产量的1%,1961年占到6%,1967年已经超过平炉钢,1973年的调查结果表明,转炉钢的生产能力已达到3.66亿吨,计划与在建的生产能力为1亿吨。
世界各种炼钢方法产量比例如表1-1,1978年~1996年我国各种炼钢方法构成如表1-2。
表1-1 世界各种炼钢方法产量比例(%)炼钢方法1950年1970年1980年1990年1993年1996年托马斯转炉16.0 3.8氧气转炉43.0 54.0 57.5 59.5 60.2 平炉77.5 39.0 24.0 15.0 9.6 6.5 电弧炉 6.5 14.2 22.0 27.5 30.9 32.9表1-2 1978~1996年我国各种炼钢方法构成一览表1.2供氧制度供氧制度就是使氧气流股最合理的供给熔池,创造良好的物理化学反应条件。
因此,供氧制度的内容包括确定合理的喷嘴结构、供氧强度、氧压和枪位操作。
1.2.1氧枪喷嘴的类型及特点熔池供氧的主要设备是氧枪。
首钢京唐氧枪自动控制系统的应用作者:谢国栋来源:《大经贸·创业圈》2020年第04期【摘要】首钢京唐公司转炉冶炼采用氧枪顶吹的工艺,氧枪在炼钢冶炼顶吹过程中起至关重要的作用,氧枪吹炼过程的控制直接影响冶炼钢水成分是否满足工艺要求。
本文简述氧枪自动控制系统的构成以及工作原理,着重介绍了氧枪在计算机模式下,氧枪流量以及氧枪枪位的控制方法。
【关键词】炼钢转炉顶吹本体前言首钢京唐公司现有5座300T转炉,2座脱磷炉、3座脱碳炉。
氧枪系统是炼钢转炉冶炼设施中重要组成部分之一。
在炼钢过程中操作人员通过氧枪喷射氧气对铁水进行冶炼,以及吹射氮气保护转炉,延长转炉的使用寿命。
因此氧枪的性能直接影响钢水冶炼结果。
冶炼过程中生产人员通过自动化控制系统调不断调整氧枪的吹氧量以及枪位,从而得到合格的钢水成分。
1; 氧枪系统概述氧枪设备系统包括升降卷扬、横移装置、供养供水软管以及氧枪本体四部分。
京唐公司每座转炉配备两根氧枪,各自拥有独立的氧枪升降和横移装置,安装在炼钢48米平台上。
两根氧枪互为备用,没有主次,在生产中可以自行选择哪根氧枪进行冶炼。
在一根氧枪出现故障或需要检修时,可以利用另外一根氧枪进行冶炼,保证生产持续、稳定的进行。
氧枪升降采用的是西门子250KW电机,在升降过程中通过西门子变频器进行速度调节。
横移装置控制氧枪的横向移动。
氧气、氮气和冷却水在各自的阀门站经过调节阀调节后提供给氧枪,其中氧气管道和水管道安装在42米平台,氮气管道安装在44米平台。
氧枪系自动控制系统主要包括氧枪本体系统、顶吹氧气及溅渣用氮气系统、氧枪冷却水系统。
各系统都有自己单独的PLC主站。
系统PLC之间通过Profibus-DP通信协议建立通讯,读取其他系统所需要的信息,进行相关逻辑运算。
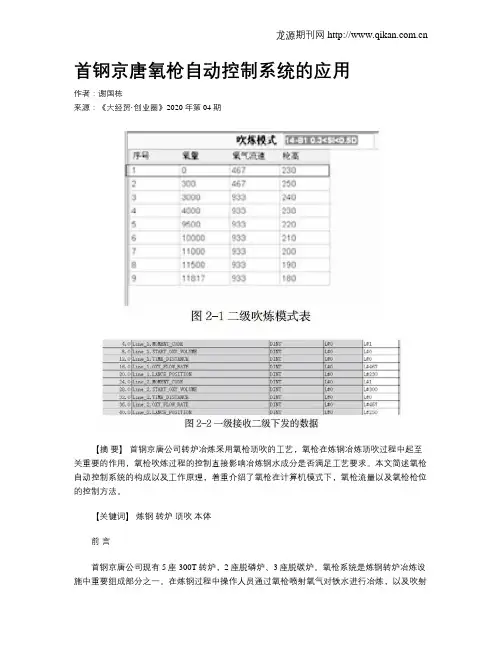
2; 氧枪顶吹控制系统2.1 顶吹系统控制模式氧枪顶吹系统是氧枪自动控制系统的重要组成部分之一,通过自动化程序实现对氧枪氧气、冷却水以及氮气三种介质的控制,满足炼钢的工艺需求。
300吨转炉喷吹CO2炼钢工艺技术研究炼钢是指将铁矿石通过冶炼的过程转化为钢铁的工艺过程。
在传统的转炉炼钢过程中,炉内通过对原料加热并向其喷吹氧气,使铁矿石中的杂质被氧气氧化并排出反应炉的废气中,从而实现炼钢的目标。
然而,传统炼钢过程中喷吹氧气会产生大量的CO2等温室气体,对环境造成严重的污染。
为了解决这个问题,研究人员开始考虑使用CO2代替部分氧气进行喷吹,从而减少温室气体的排放。
首先,研究人员需要对现有的300吨转炉进行改造,使其能够喷吹CO2、与传统的氧气喷吹系统相比,CO2喷吹系统需要对炉内的管道和喷枪进行适当的改造,以保证CO2能够均匀地喷吹到炉内。
其次,研究人员需要对CO2喷吹过程中的工艺参数进行研究和调整。
CO2与氧气相比具有较低的氧化能力,因此需要增加喷吹速度和喷吹时间,以保证炉内的反应能够充分进行,并实现炼钢的目标。
在炼钢过程中,CO2喷吹会产生大量的CO2气体,为了减少其对环境的影响,研究人员需要考虑对CO2进行收集和净化。
一种常见的方法是将CO2通过气体收集系统收集起来,并通过特殊设备实现其净化和回收利用。
此外,研究人员还需要对喷吹CO2炼钢过程中对钢铁质量的影响进行研究。
由于CO2喷吹系统与传统的氧气喷吹系统存在一定的差异,因此可能会对钢铁的质量和性能产生一定的影响。
研究人员需要通过实验和分析来评估和验证喷吹CO2炼钢工艺对钢铁质量的影响,并针对性地进行调整和改进。
总之,300吨转炉喷吹CO2炼钢工艺技术的研究是一项重要的研究工作,旨在解决传统炼钢过程中温室气体排放的问题,并探索其对钢铁质量和环境的影响。
通过合理的改进和优化,喷吹CO2炼钢工艺有望成为一种更加环保和可持续发展的炼钢工艺。
浅析氧气顶吹转炉炼钢设备摘要:我国是世界上最早生产钢的国家之一。
考古工作者曾在长沙杨家山春秋晚期墓葬中发掘出一把铜格“铁剑”,经研究证明是钢制的。
这是我们所见到的中国最早的钢制实物,说明炼钢生产在中国距今已有2500多年历史。
20世纪50年代中期,我国科学家叶渚沛率先提倡发展氧气转炉炼钢。
本文将从各个方面详细介绍现代炼钢设备----炼钢转炉设备的应用。
关键词:氧气;转炉;炼钢;设备前言:氧气顶吹转炉炼钢是利用纯氧从转炉顶部吹炼铁从而炼制成钢的转炉炼钢法。
自从50年代初投入工业生产以来,在世界范围内得到迅速推广应用,并逐步取代空气转炉法及平炉炼钢法,成为现代炼钢的主要方法。
氧气顶吹转炉炼钢法最早建于奥地利的林茨(Linz)和多纳维茨(Donawiz),因此亦称LD法。
炼钢方法炼钢的方法主要有转炉、电炉和平炉三种。
转炉炼钢主要是以铁水、废钢、铁合金作为原材料,不必借助外加能源,只依靠铁液本身物理热和铁液组分间的化学反应所产生的热量从而完成炼钢过程。
1.1转炉炼钢的分类转炉炼钢主要适用于生产碳钢、合金钢及铜和镍的冶炼。
按其气体种类为分空气转炉和氧气转炉;按其气体吹入炉内的部位分类有顶吹、底吹和侧吹;按其耐火材料可以分为酸性和碱性。
碱性氧气顶吹炼钢和顶底复吹转炉炼钢因为其生产速度快、产量大,单炉产量高、成本低且投资少,是目前炼钢中所使用的最为普遍的设备。
2转炉炼钢设备2.1转炉炉体由炉壳及其支撑系统(托圈、耳轴、联接装置和耳轴轴承等)组成。
炉体的外面是炉壳,是用钢板焊接而成,炉壳里面是炉衬,砌筑的耐火砖。
转炉炉体断面构造详见下图:2.2转炉炉体各部分作用a.炉壳作用:保证转炉炼钢具有固定形状与足够强度,能够承受大力的倾动力矩、耐火材料及炉料的重量,以及炉壳钢板等温度梯度所产生的热应力、炉衬膨胀应力等。
b.托圈和耳轴作用:支撑炉体并且传据转矩等。
托圈:选用优质钢板焊接而成,断面呈矩形中空圆环,内部以通水冷却,降低其热应力。
喷头类型的选择和主要尺寸计算一、喷头的类型A 单孔喷头单孔拉瓦尔型喷头的结构挺简单,由收缩段、喉口和扩张段构成,喉口处于收缩段和扩张段的交界,此处的截面积最小。
通常喉口直径也称临界直径,该处的面积称为临界面积。
单孔拉瓦尔孔喷头的氧气射流已经不适用于目前转炉冶炼的需要。
B多孔喷头多孔喷头包括四孔、五孔、六孔、七孔、八孔、九孔等,它们的每个小孔结构都是拉瓦尔型。
目前,四孔、五孔、六孔使用者居多。
各小拉瓦尔孔与中心线呈一夹角。
氧气分别进入各个小拉瓦尔孔,在出口处获得多股超声速氧气射流。
生产实践以充分证明,多孔拉瓦尔型喷头有较好的冶金工艺性能。
多孔喷头的加工制造较单孔喷嘴复杂。
为了便于加工,国内外厂家把喷头分成几个加工部件,然后焊接组合成内冷喷头,这种喷头加工方便,尺寸精确,使用效果好。
另外,也应从操作工艺上避免高温钢,化好渣、禁止过低枪位吹炼等对减少喷头损坏是有益的。
不同公称吨位转炉所用氧枪喷头孔数,可以参考下表:二、拉瓦尔孔喷头的主要尺寸的确定喷头的合理结构是氧气转炉合理供氧的基础。
氧枪喷头的计算,关键在于正确选择参数。
A喷头参数的选择a氧气流量计算只有通过物料平衡才能精确求得氧耗量。
现用每吨钢氧耗量、出钢量和吹氧时间来简单计算氧气流量(m3/min(标态))。
一般每吨钢氧耗量约在50-60 m3/t(标态),高磷铁水每吨钢氧耗量约在60-70 m3(标态)。
对于中、小转炉,在一个炉中出钢量的变化较大,现以转炉公称吨位即平均出钢量进行计算。
氧气流量=每吨钢氧耗量X出钢量/吹炼时间b 理论氧压的确定理论设计氧压是喷头进口处的氧压,是设计喷头喉口和出口直径的重要参数。
它与使用氧压不同,理论设计氧压是使用氧压范围中的最低氧压。
实验和实践证明,允许使用氧压与理论设计氧压有一定的偏离,即允许使用氧压不高于理论设计氧压的150%仍能很好工作。
但低于理论设计氧压,会产生较强的激波,使流速和流量大大低于计算数值,影响吹炼效果。
浅析组合式锻压氧枪喷头的优点及应用从不同方面分析组合式锻压喷头的特点,结合使用结果说明其致密度、冷却强度、抗变形能力高,平均寿命长,经济效益好。
随着国家产业结构的完善,组合式锻压喷头将被广泛应用。
标签:组合式锻压氧枪喷头;优点;应用1 喷头的发展阶段转炉炼钢用氧枪喷头的发展经历了三个阶段:最初为锻造铜件机加工喷头,该喷头结构简单,无中心水冷,使用效果差。
第二阶段为铸造喷头,采用铸造工艺制造,结构合理,解决了中心水冷问题,提高了生产效率。
当前,我国炼钢业中主要使用的是纯铜铸造水冷喷头,其制造成本低,被企业广泛使用。
由于铸造设备、铸造工艺技术的相对落后,传统铸造工艺在铸铜方面的局限性,使得铸造喷头铸造组织致密度低、晶格结构经常出现粗大晶粒状,极易出现粘沙、气孔、砂眼,甚至疏松现象,使喷头导热效果差、工作状态下的抗磨损、抗变形能力均不及锻造喷头好。
常表现为寿命偏低,喷孔形变导致射流特性变化,铸造疏松的喷头常常影响焊缝质量,存在发生事故的隐患。
第三阶段为组合式锻压喷头,组合式锻压喷头经过不断发展,其设计制作更为灵活合理,冷却效果、耐用性、抗变形能力、使用性能均比铸造喷头好,目前已被不少企业使用。
2 组合式锻压喷头优点端底采用专用模具锻压成形,在端底成型的同时也将喷孔部分挤出一定长度甚至整个扩张段长度,解决了前期喷头端底裂漏问题。
锻压工艺的使用提高了材料的致密度,细化了晶粒度,提高了材料的利用率,从而降低了机械加工费用。
喷头端底及喷孔部分材质为纯铜、含铜量大于99.9%,解决了铸铜夹渣、杂质、疏松等缺陷。
锻压时选用合理的锻压温度和锻压压缩比,锻压后端底致密度高、导热性好,在压缩比大于4的情况下导热率有明显增加。
喷头端底密度高,不仅可以延缓其变形,而且有利于提高喷头使用寿命。
铸造中心水冷喷头水冷型腔表面因不宜加工,往往粗糙、壁厚不均匀。
组合式锻压喷头完善了加工工艺,提高了加工精度,其水冷型腔内壁均匀、光滑、机械强度高,因此可使壁厚减薄至铸造喷头的1/2~2/3,型腔容积增大,提高了外层高温负荷区向内水冷层快速传热的速度。
专利名称:转炉强化供氧的炼钢方法
专利类型:发明专利
发明人:韩志杰,杨文远,常金宝,杜昆,李荣生,郑从杰申请号:CN98102292.8
申请日:19980622
公开号:CN1210151A
公开日:
19990310
专利内容由知识产权出版社提供
摘要:本发明属于炼钢领域。
主要适用于转炉顶吹氧炼钢。
本发明转炉顶吹氧炼钢方法的主要技术特征是供氧氧枪喷头的喷孔数采用4—5孔,喷孔喉口直径D为22—28mm,喷孔夹角α为10—12°;氧枪工作参数为:氧流量9000—15000m/h,工作压力0.95—1.1MPa,氧枪内管氧气流速45—60m/s,在此情况下,供氧强度可达到4.65m/min.t钢以上,平均每炉钢的吹氧时间可由13.5min减少到11分,缩短2分钟以上,生产能力可提高7%以上。
申请人:唐山钢铁集团有限责任公司,冶金工业部钢铁研究总院
地址:063016 河北省唐山市滨河路9号
国籍:CN
代理机构:北京科技大学专利代理事务所
代理人:成光祜
更多信息请下载全文后查看。
浅析转炉氧枪喷头更换专用装置设计与应用摘要:转炉氧枪喷头工作环境极其恶劣。
在高温钢渣的冲刷和急冷急热作用下,经过一段时间的使用后,喷头逐渐地熔损变薄,出于经济方面考虑,需将喷头进行更换。
氧枪喷头重120公斤左右。
氧枪对喷头的安装及焊接精度较高,但是由于喷头头部的特殊圆弧形状及自身的重量给安装精度调整造成了很大的影响。
在安装定位过程中,由于需进行反复的敲打和撬动喷头,很容易造成喷头掉落安装位置,从而形成作业安全及施工质量隐患。
本文所研发的专用装置就是系统地将千斤顶和横向及纵向移动装置组合在一起,形成一个专用的氧枪喷头安装专用小车,将氧枪喷头直接放到小车上,只要一名操作工便对氧枪喷头进行精确定位并进行对口焊接,从而达到安全高效的特点。
通过本装置的研发与应用,使氧枪喷头的作业由以前的三人协同完成缩减至一人独立完成,氧枪喷头各层管口对中时间由120分钟缩短为20分钟,并且使氧枪的安装质量得到明显地提高,同时使操作者的施工安全得到很大程度的保证。
经实践证明,该装置应用效果显著且具有较高的推广价值。
关键词:氧枪喷头;更换;专用工具引言转炉的氧枪最主要的作用就是把氧气的压力能转换为高速的动能,从而达到吹入金属熔池的目的。
一般情况下氧枪由三部分构成:枪头、枪身、枪尾。
枪尾的作用是把氧枪固定在传动机构上,同时通入冷却水和氧气,枪身的作用是传递冷却水和氧气到枪头。
枪头的作用是给转炉里面的金属供氧,从而完成钢水的冶炼[1-3]。
氧枪喷头位于枪头的最前端,其工作环境极其恶劣,在高温钢渣的冲刷和急冷急热作用下,喷头逐渐地熔损变薄,经过一段时间的使用后,需更换旧喷头。
1 氧枪喷头在更换过程中存在如下问题1.1 倒运困难氧枪喷头自重在120公斤左右,施工人员将喷头由备件放置点移动至工作位置较麻烦,首先需要多台手拉葫芦配合倒运至焊接位置附近,倒运过程中存在歪拉斜吊等违章操作,有一定的安全隐患。
在接近焊接位置后需要三个人配合使用撬棍挪动、调节至最终位置,每次倒运、调节过程大概需要50分钟左右,倒运效率较低。
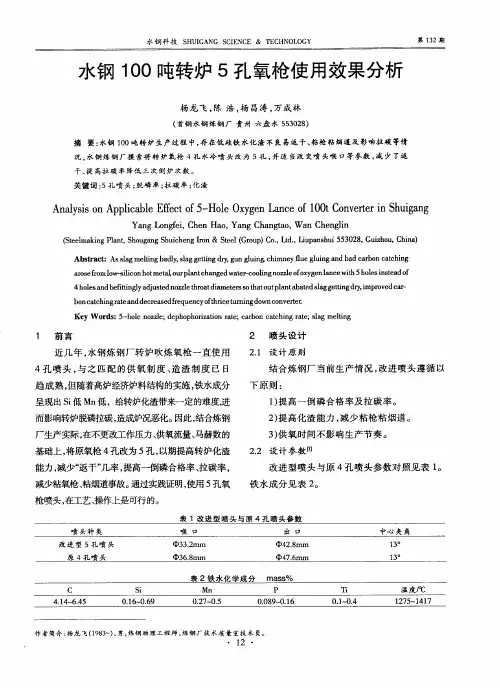
100 t转炉五孔氧枪喷头设计与应用
李双武;张朝发;冯涛;刘爱国
【期刊名称】《冶金能源》
【年(卷),期】2024(43)2
【摘要】针对低硅铁水冶炼存在的化渣效果差、氧枪粘渣粘钢严重的问题,根据可压缩流体理论及射流与熔池作用原理设计开发了五孔氧枪喷头,主要工艺参数为:喷
孔夹角13°,Ma 2.0,喉口直径36.8 mm,出口直径47.8 mm,设计氧气压力0.80 MPa,设计供氧强度3.8 m~3/(min·t)。
氧枪枪位控制在1.3~1.9 m,熔池冲击深度、冲击面积和混匀时间均在合理范围内。
生产实践表明,使用五孔喷头吹氧时间缩短
0.5 min、氧气消耗降低1.1 m~3/t,脱磷率提高4.1个百分点,终渣FeO含量降低
1.2个百分点,一次拉碳出钢率提高1.7个百分点,基本解决转炉低硅铁水冶炼存在
的问题,转炉技术指标明显改善。
【总页数】4页(P36-39)
【作者】李双武;张朝发;冯涛;刘爱国
【作者单位】唐山钢铁集团有限责任公司;河北省高品质钢连铸技术创新中心
【正文语种】中文
【中图分类】TF7
【相关文献】
1.鞍钢100t转炉氧枪喷头结构优化与应用
2.150 t转炉5孔氧枪喷头的设计与应用
3.100t转炉氧枪喷头的设计与优化
4.转炉氧枪喷头的设计与应用
5.5孔氧枪喷头在120t转炉上的设计与应用
因版权原因,仅展示原文概要,查看原文内容请购买。
五孔氧枪喷头在300吨转炉的应用
作者:张世伟
来源:《科学与财富》2015年第22期
摘要:为了降低转炉终渣TFe,提高转炉金属收得率,对马钢300吨顶底复吹转炉氧枪喷头参数进行优化。
通过氧枪喷头参数的优化,脱磷率和金属收得率有一定提高,终渣TFe有所下降。
关键词:氧枪喷头;转炉;应用
随着顶底复吹转炉的发展,合理选择氧枪喷头的工艺参数是实现高效、平稳吹炼的有效途径。
马钢四炼钢装备3座300吨的顶底辅吹转炉,采用6孔拉瓦尔喷头超音速氧枪,在冶炼过程中转炉终渣TFe含量偏高,转炉终点控制存在炉渣过泡现象。
为了提高转炉终点控制水平,在氧枪设计上将原来的六孔氧枪改进YP356D型五孔氧枪,取得了一定的效果。
1.工艺试验方案
为了验证YP356D型五孔氧枪的试验效果,特选定一座转炉作为试验对象,供氧制度和氧枪相关参数如表1所示。
由表1可知:YP356D 5孔喷头与6孔喷头的参数对比略有变化,考虑到5孔枪供氧强度较大,氧气流对液面的冲击力较大,氧气射流穿入熔池较深,接触面积较小,化渣及脱P效果较6孔枪应较差,实际操作时将整体枪位略有提高。
2.铁水条件
进厂铁水较稳定,从生产过程中的实际数据统计得出,YP356D型五孔氧枪试验炉次与六孔氧枪的铁水条件波动不大,对比数据真实可靠。
具体铁水条件比较如表2 所示。
3.实验结果
3.1转炉终点控制对比
从表3可以看出,在终点温度控制相当的情况下,耗氧量降低约58标准立方,终点氧降低55ppm,终渣TFe含量降低2.5%。
3.2过程化渣和脱磷效果
从图3和图4的吹炼过程声呐化渣和过程参数看,化渣过程未见明显异常,脱磷效率较6孔喷头高0.65%。
3.3 钢铁料消耗对比
从表5可以看出,由于终渣Tfe的降低,总的金属料消耗水平有所下降,在辅料消耗相当的情况下,吨钢钢铁料消耗降低6.6kg/吨钢。
4.结论
通过前两个5孔枪喷头的试验效果来看,平均每炉的耗氧量减少了58m3,5孔枪化渣效果与6孔枪区别不大,平均脱磷率提高0.65%,终渣TFe的统计结果较6孔枪下降2.5%,在辅料消耗相当的情况下,金属料消耗降低6.6kg/吨钢,取得了很好的效果。
■。