新版通风与空调工程施工工艺课件.ppt
- 格式:ppt
- 大小:1.04 MB
- 文档页数:70


通风与空调工程施工工艺24.1合用范围合用变电站的主控楼、继电器室等建筑物小型集中空调与通风设备安装。
施工准备24.2工艺流程(见图24-1)管道和预埋作业室内机安装冷凝配管室内冷凝水管安装电缆敷设室内管道机安装冷凝管安装室外机安装制冷剂的加注运转调理测试质量查收图24-1工艺流程图24.3工艺流程说明及主要质量控制重点:施工准备(1)资料准备:准备各样标准紧固件、密封垫、润滑油、冲洗剂及制冷剂等资料,并认真检查质量和数目。
(2)施工机具准备:准备安装钳工和起重常用工具,还要准备吊装机具和量具,吊装机具要保证负荷能力的安全靠谱,精细量具要切合使用的精度等级。
(3)技术准备:1)图纸会检:严格依据国家电网企业《电力建设工程施工技术管理导则》(以下简称导则)的要求做好图纸会检工作。
2)技术交底:应依据导则规定每个分项工程一定分级进行施工技术交底。
技术交底内容要充分,拥有针对性和指导性,全体参加施工的人员都要参加交底并署名,形成书面交底记录。
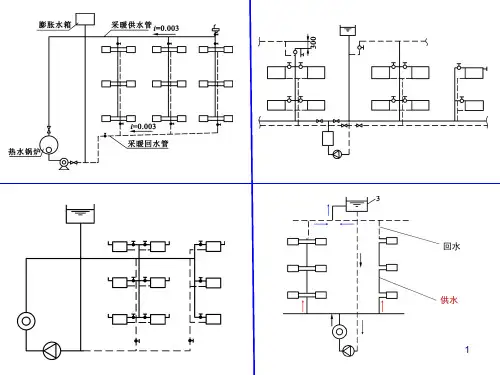
管道和预埋作业依据设计要求及现场实质状况确立空调及管道的地点、大小、数目,预留管道孔时应使管道拥有向下的坡度(排水坡度起码保持i≥0.01,同时考虑绝缘管的厚度)。
冷凝管应就近接入落水管,实现有组织排水,冷凝管的通孔直径应试虑绝缘资料的厚度(最好气管和液管双排并列)。
室内机安装安装前一定检查查对设备型号,依据图纸标出安装地点,安装悬吊支架,悬吊支架一定足以蒙受室内机的重量;安装室内机时应保持水平应保证有足够的冷凝水管地点,冷凝水排放应通畅,见图24-2。
图24-2空调室内机安装冷凝配管:1)依据图纸配铜管,加工时吹净,使用氮气进行替代。
2)冷凝管的封盖:包扎时防备水分、脏物或尘埃进入管内,每根管的尾端一定包扎封盖。
3)冷凝管的冲洗:将压力调理阀装在氮气瓶上,将压力调理阀与室外机液体管侧的通进口用充气管连结,翻开氮气瓶阀至压力调理至必定压力,对室内机、气管、液管进行冲洗。
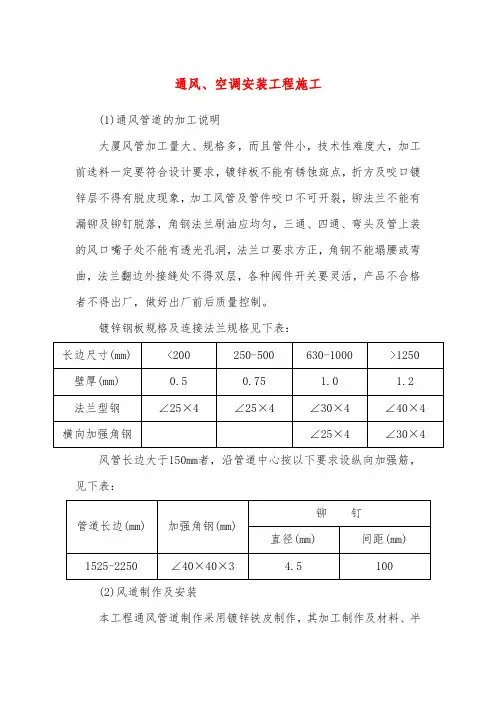
通风、空调安装工程施工(1)通风管道的加工说明大厦风管加工量大、规格多,而且管件小,技术性难度大,加工前选料一定要符合设计要求,镀锌板不能有锈蚀斑点,折方及咬口镀锌层不得有脱皮现象,加工风管及管件咬口不可开裂,铆法兰不能有漏铆及铆钉脱落,角钢法兰刷油应均匀,三通、四通、弯头及管上装的风口嘴子处不能有透光孔洞,法兰口要求方正,角钢不能塌腰或弯曲,法兰翻边外接缝处不得双层,各种阀件开关要灵活,产品不合格者不得出厂,做好出厂前后质量控制。
镀锌钢板规格及连接法兰规格见下表:风管长边大于150mm者,沿管道中心按以下要求设纵向加强筋,见下表:(2)风道制作及安装本工程通风管道制作采用镀锌铁皮制作,其加工制作及材料、半成品、成品堆放场地很大,据初步测算,需型多堆放场地50m2,法兰下料、组焊、钻孔场地100m2,法兰油漆堆放场地60m2,划线下料、成型、铆接、试装场地50m2,成品堆放场地300m2,其他用地100m2,合计需加工制作场地约660m2。
该工程施工场地狭小,分项安装工程同步进行,对场地的使用受到很大的限制。
因此,在地下及地上结构一二层拆模完毕后马上见缝插针,同土建等各单位协商,暂且把它做为风管加工场地。
风管制作以机械加工为主,手工制作为辅采取现场预制,预制前先复核现场尺寸,预制后先预装编号,再开风口,制作秩序按:地下二层→一至五层→六至十九层的顺序进行,风管预制作业按法兰和风管两条制作线、组织平行流水作业,风管法兰预制均以角钢中线在钢板平台上定位组焊,以保证其互换性。
风管按自下而上的秩序分层进行安装,机房的风管在空调机组就位后安装,风管按8~12m长度设段,分段组装和吊装;防火阀、防烟阀可与风管段一同组装,随风管段吊装。
消声器应先于风管吊装就位,为不使风管吊装产生捆扎变形,可采用特制的吊架(吊架尺寸由施工方案确定。
)风管保温可在风管分段组装后进行,以减少高空作业和加快进度。
有法兰联接的风管采用δ=3 mm橡胶板或用8501阻燃胶带,排烟系统法兰垫料采用石棉扭绳,厨房排气及洗碗机排气采用石棉扭绳加油为垫料,但必须把垫料放在螺丝孔里边,保证使用时不漏凝结水。