成型条件点检表
- 格式:xls
- 大小:19.50 KB
- 文档页数:2

日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。




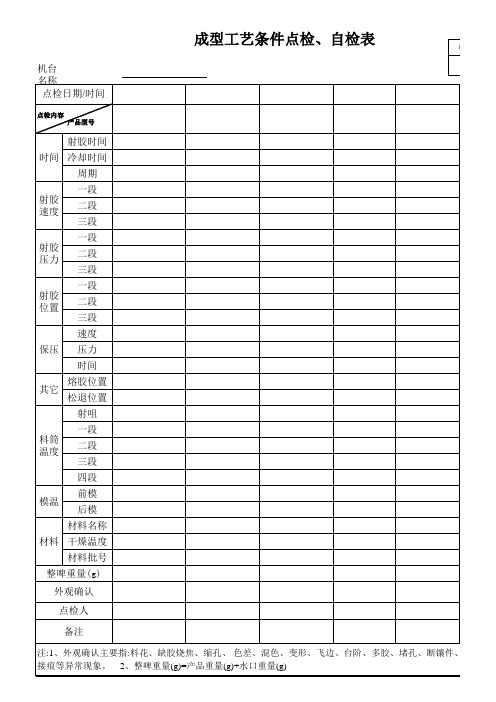
192021222324123456压力速度位置1段2段193段204段211段222段233段244段11段22段33段44段561段2段3段1段2段3段1段2段3段前模后模点检人审核1、口框生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90MPa (通常),根据实际情况可放宽至125MPa ,但不允许超过125MPa 。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70MPa 内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
2、端盖生产工艺:1)、模具温度:模芯和模腔的温度必须控制在50——70℃,两者温差要小于6 ℃,且模腔温度较高。
模具温度未达到要求不允许生产。
(需现场测试)2)、注塑压力:控制在70——90kg/cm2(通常),根据实际情况可放宽至100kg/cm2,但不允许超过100kg/cm2。
3)、保压:保压时间控制在5——20s ,尽量控制在8s;根据注塑机的类型,最高保压压力控制在50——70kg/cm2内。
(注意:注射压力和液压系统的压力是两个不同的概念,注射压力是指螺杆或柱塞端面处作用于机筒内熔融塑料单位面积上的力。
我们通过压力表和设备操作屏检测到的实际为液压系统的压力)。
保压压力保压速度保压时间模具温度分类标准值夜班实际点检值(时间)储料注塑时间(S )模温机温度冷却时间成型周期项目射出压力射出速度射出位置注塑成型工艺点检表生产日期机台编号产品名称产品图号(编码)标准值点检时间。
年月
时间
16点检内容日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日1确认紧急停止按钮动作是否正常
2安全门组件是否正常
3料管温度偏差(允可范围±5°C)
4管道有无漏油漏水现象
5集中润滑系统工作是否正常
6机台外观清洁
7运转时有无振动和异音
8落料口温度是否偏高,循环水是否开启
9散乱管道线路整理,各动作机构加油保养
时间16点检内容夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜日夜1确认紧急停止按钮动作是否正常
2安全门组件是否正常
3料管温度偏差(允可范围±5°C)
4管道有无漏油漏水现象
5集中润滑系统工作是否正常
6机台外观清洁
7运转时有无振动和异音
8落料口温度是否偏高,循环水是否开启
9散乱管道线路整理,各动作机构加油保养
15确认人(领班)
稽核有无异样(正常“OK”,异常“NG”)
确认人(领班)
11121314项目123抽核人(主 管)
抽核人(主 管)
672526点检人(技术员)
89102122设备每日点检表
设备名称: 注塑机编号:项目17
18192045注:①正常划“√”不正常划“×”备用划“/”调整中划“△”数字项须填写。
②点检中有异常,点检人必须报告上级。
③交接班后1小时内点检完毕。
稽核有无异样(正常“OK”,异常“NG”)
31点检人(技术员)
272829302324。
日 期 点检项目4.25.1温度设定值与实际值差值是否在±5℃范围内点检人审 核异常情况记录注﹕ 1.现场技术人员必须在生产作业前点检此设备﹐发现设备异常及时报修﹔3. 1.x---成型机 2.x---机械手 3.x---模温机4.x---升降台5.x---温控箱28293031序号点检22232425152627161718192021910111213145.2 2.线/组长每日审核﹐设备部工务人员不定期稽核点检状况.4.停机时无需点检,开机前对设备进行点检。
1.正常情况书写"O" ,异常情况书写"X" ;2.表中有数值处请填写实际值;456783.5机台是否整洁4.1升降台上下动作是否平稳(上升高度与机械手不可大于50cm)承接台面是否垫缓冲物(泡棉)有无漏气﹑漏电现象温控箱是否整洁﹐温控板是否齐全3.2系统管路阀门是否打开3.3温度设定值与实际值差值是否在±10℃范围内3.4水压表指数显示是否正常(>1kg/cm 2)2.3有无漏气﹑异音2.4气压值是否在5~7kgf/cm 2范围内3.1机器运转有无异音,有无漏水﹑漏油等现象1.6可动侧板及曲肘活动部位有无异常噪音或震动2.1程序动作是否正确2.2运行动作是否安全(安全开关确认)1.3油温是否在30℃~50℃范围内1.4有无漏电﹑漏水﹑漏气﹑漏油现象1.5机台是否整洁﹐安全装置是否正常生产设备日常点检记录表使用单位/线别: 设备名称: 成型机 机械手 模温机 升降台 温控箱 设 备 编 号: ________年________月1.1机器运转是否正常,润滑是否良好1.2料管温度设定值与实际值差值是否在±10℃范围内123。