总冲裁力的计算
- 格式:xls
- 大小:474.50 KB
- 文档页数:1

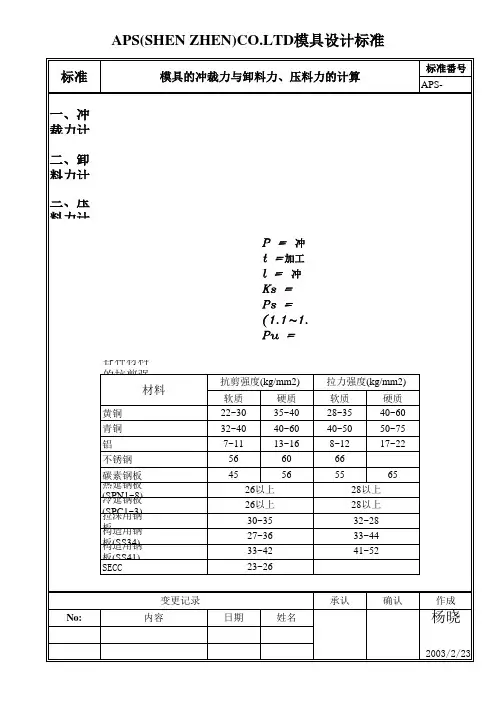
冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。
冲裁力计算一、冲压力:冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料(P顶件)冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离的力称作冲裁力.影响冲裁力的主要因素:A.材料的抗剪强度。
B.材料的厚度,C.冲裁件的轮郭周长。
D.冲裁间隙。
E.刃口的锐利程度。
F.冲裁速度及润滑情况。
2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限(不锈钢55kg/mmmm,热轧板35kg/mmmm,冷轧板30 kg/mmmm3、卸料力:把工件或废料从凸模上卸下的力P x=K x P冲其中K x-卸料力系数(0.02-0.06)=K t P n4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力P tK t-推件力系数(0.03-0.07) n-留于凹模洞口内的件数5、顶件力:顶件力P d--将工件或废料的从凹模洞口逆着冲裁方向项出所需的力。
P x=K x PP t=K t P nP d=K d P其中:P x、P t、P d--分别为卸料力、推件力和顶件力。
K x,K t,K d(0.04-0.08)分别是上述三种力的修正系数,P——冲裁力;n——查正表卡在凹模洞口内的件数,锥形出口无工件卡住,故P t=0,不计算推件力。
6、总的冲压力选择压力机吨位时,冲压力计算要根据冲模的具体结构考虑其计算方法。
1)刚性卸料装置自然落料方式:P z=P+P t=P+K t P n2)主要性卸料的和主要性顶料装置:P z=P+P a+P d=P+K x P+K z P3)主要性缺卸装置自然落料方式:P z=P+P x+P t=P+K x P+K t P nP z——总的部裁力即是压力机就给的最小压力.二、压力中心1、压力中心概念,冲裁力合力的作用点称模具的压力中心。
冲裁件的压中心与冲裁件的重心不同,它是指冲裁力合力的作用中心与冲裁力的大小及作用位置有关。
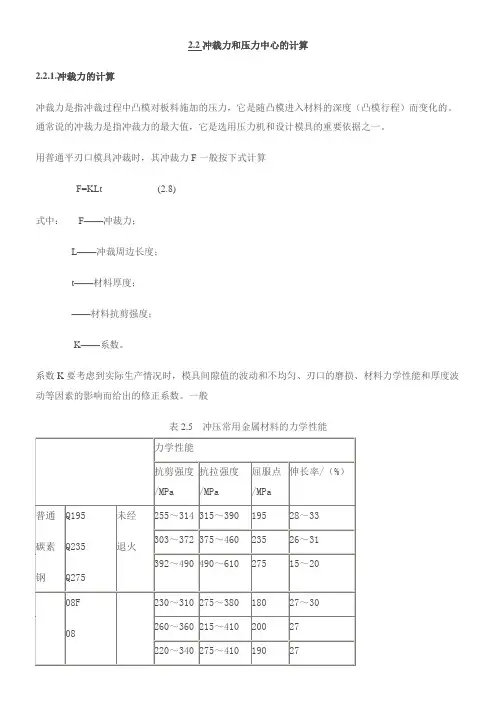
2.2冲裁力和压力中心的计算2.2.1.冲裁力的计算冲裁力是指冲裁过程中凸模对板料施加的压力,它是随凸模进入材料的深度(凸模行程)而变化的。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算F=KLt (2.8)式中:F——冲裁力;L——冲裁周边长度;t——材料厚度;——材料抗剪强度;K——系数。
系数K要考虑到实际生产情况时,模具间隙值的波动和不均匀、刃口的磨损、材料力学性能和厚度波动等因素的影响而给出的修正系数。
一般表2.5 冲压常用金属材料的力学性能取K=1.3。
为计算简便,也可按下式计算冲裁力:F≈Lt(2.9)式中为材料的抗拉强度。
查表2.5得=400Mpa 。
F= Lt=47.1×4×400 N=75000 N2.2.2.卸料力、推件力及顶件力的计算卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力=F (2.10)推件力=nF (2.11)顶件力=F (2.12)式中:F——冲裁力;、、——卸料力、推件力、顶件力系数,需查表得到;N——同时卡在凹模内的冲裁件数。
n=h/t式中:h——凹模洞口的直刃壁高度;t——板料厚度。
查表2.6得, =0.04;=0.045;=0.05;n=h/t=20/4=5;卸料力=F=0.04×75000N=3000N推件力=nF=5×0.045×75000N=17000N顶件力=F=0.05×75000N=37500N表2.6卸料力、推件力、顶件力系数2.2.3.压力机公称压力的确定压力机的公称压力必须大于或等于各种冲压工艺力的总和。
模具冲裁力计算公式模具冲裁力的计算公式可不像做算术题那么简单,这里面的门道可多着呢!咱先来说说什么是模具冲裁力。
想象一下,你要把一块完整的材料剪成你想要的形状,就像剪纸一样,这时候你需要用的力就是冲裁力啦。
那怎么算出这个力有多大呢?这就得靠公式啦。
一般来说,模具冲裁力的计算公式是:F = Ltτ 。
这里的“F”就是冲裁力,“L”是冲裁周边长度,“t”是材料厚度,“τ”是材料的抗剪强度。
比如说,有一块长方形的钢板,长 10 厘米,宽 5 厘米,厚度是 2毫米,材料的抗剪强度是 300 兆帕。
那咱们来算算冲裁力有多大。
先把长度和宽度都换算成毫米,长就是 100 毫米,宽是 50 毫米。
冲裁周边长度 L 就等于(100 + 50)× 2 = 300 毫米。
材料厚度 t 是 2 毫米,抗剪强度τ 是 300 兆帕,换算一下就是 300N/mm²。
把这些数字带进公式里,冲裁力 F = 300 × 2 × 300 = 180000 牛。
是不是感觉还挺神奇的?我记得有一次在工厂里,师傅让我计算一个零件的冲裁力。
那是个形状有点复杂的零件,我一开始看着就有点发懵。
但是没办法,任务在身,只能硬着头皮上。
我拿着尺子量啊量,把每一段的长度都仔细记录下来,然后再换算单位,按照公式一步步计算。
算的时候心里那个紧张啊,就怕出错。
最后算出来交给师傅,师傅看了看,点了点头,说:“不错,小伙子,算对啦!”那一刻,我心里别提多高兴了,感觉自己的努力没有白费。
不过,这里面还有一些小细节要注意哦。
材料的抗剪强度可不是一个固定不变的值,它会受到材料的材质、硬度、温度等因素的影响。
所以在实际计算的时候,要根据具体情况选择合适的抗剪强度值。
而且,有时候模具的结构也会对冲裁力产生影响。
比如说,如果模具的刃口比较锋利,冲裁力就会相对小一些;要是刃口比较钝,那冲裁力可就大了。
所以,在设计模具的时候,也要考虑到这些因素,尽量让冲裁过程更省力、更高效。

冲床冲裁力及冲剪力计算公式许多用户在购买冲床时会问到一些问题:如何选择冲床吨位?多厚的板子用多大的冲床?冲多大的孔用多大的冲床?类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。
冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
冲床冲压力计算公式冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1, l冲压后产品的周长,单位mm; t 为材料厚度,单位mm; Г为材料抗剪强度.单位MPa . 算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T. 这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。

冲裁力的计算公式表格
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模切入材料的深度而变化的。
冲裁力F冲一般可按下式计算: F冲=KLtτ
式中 F冲——冲裁力,N;
K——系数;考虑到冲裁模刃口的磨损、凸模与凹模间隙之波动(数值的变化或分布不均)学性能与厚度公差的变化等因素而设置的安全系数,一般取1.3。
L——冲裁周边总长,度,mm; τ——材料抗剪强度,MPa;
当查不到抗剪强度τ时,可用抗拉强度σb代替τ,这时取K=1的近似计算法计算。
即 F 式中 σb——材料的抗拉强度,MPa。
度而变化的。
的变化或分布不均)、润滑情况、材料力—冲裁周边总长,mm; t——材料厚计算法计算。
即 F冲=Ltσb 。
冲裁力的计算公式冲裁力可以通过以下公式计算:冲裁力=压力×施加力的面积其中,压力是指单位面积上施加的力,通常用帕斯卡(Pa)作为单位。
施加力的面积是指施加力的面积大小,通常用平方米(㎡)作为单位。
为了更好地理解冲裁力的计算公式,我们可以从牛顿力学的角度来解释。
牛顿第二定律告诉我们,物体的加速度与作用在物体上的力成正比,与物体的质量成反比。
这个定律可以表达为以下公式:F=m×a其中,F代表物体所受的力,m代表物体的质量,a代表物体的加速度。
考虑一个简单的冲裁场景,假设有一个质量为m的物体,被施加一个力F,它的加速度a可以通过牛顿第二定律计算:a=F÷m通常情况下,我们可以认为冲裁过程瞬间完成,物体的加速度为0。
因此,上述公式可以写成:F=m×0根据牛顿第二定律,物体的加速度为0,所以它所受的力F也必须为0。
但实际上,在冲裁过程中,我们可以观察到物体受到了巨大的压力和力。
这是因为冲裁过程中,施加在物体上的力并不是瞬间改变的,而是在一段时间内以一定的速率施加的。
在瞬间施加力的时候,物体会受到很大的冲击力,随着时间的推移,冲击力逐渐减小,最终变为0。
冲击力可以用力与时间的积分来计算。
但是,如果我们只关注瞬间冲击力的话,可以简化计算。
我们可以将施加力随时间变化的过程看作一个冲击力波形。
根据动量守恒定律,物体所受的冲击力等于物体改变动量的速率。
因此:冲击力=施加力的斜率×施加力的持续时间施加力的持续时间可以看作是冲击波的宽度。
因此,冲击力可以表示为以下公式:冲击力=施加力×冲击时间对于一个已知形状的物体,我们可以通过实验测量得到冲击波形,然后计算施加力的斜率和持续时间,从而得到冲击力。
如果我们设定施加力的面积为A,那么施加力可以表示为:施加力=压力×A将施加力代入冲击力的公式中:冲击力=压力×A×冲击时间因此,冲裁力可以通过压力乘以施加力的面积来计算。

压力机冲裁力计算公式冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中x、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数落料前的毛坯未注公差尺寸的极限偏差,故取落料件的尺寸公差为Ф119㎜由《冲压手册》表2-31的公式进行计算D凹 = (D-x△)+δ凹=(119-0.5×(-0.87))=119.44式中: x = 0. 5,由《冲压手册》表2-30查得,δ凹 = +0.035,由《冲压手册》表2-28查得。
D凸 = (D-x△-2Cmin)-= (119-0. 5×(-0.87)-2×0.07)= 119.37式中: Cmin = 0.07,由《冲压手册》表2-25查得,表查得Cmax = 0.1)δ凸 = -0.025 ,由《冲压手册》表2-25查得。
冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。
压力机冲裁力计算公式:FP=KptLτ式中τ——材料抗剪强度L——冲裁周边总长(mm)t——材料厚度(mm)K——安全系数(1.3)P=f Ltσb =0.8*350*8*600式中:f为经验系数,一般取0.6-0.9;L为单孔周长,mm;t为板材厚度,mm;σb为板材强度极限(抗拉强度),MPa。
按图1所示尺寸:取σb=470MPa,f=0.9,因两孔同时冲裁,所以计算得冲裁力为:P≈143.6(t)。
锻锤与压力机的换算关系为:P=800℃,其中G为锻锤落下质量。
则:G=143.6/800≈0.18 (t)从上式可知选用200kg自由锻锤即可满足冲裁力,但由于受其锻锤砧块尺寸所限,决定选用1t自由锻锤,既保证了足够的冲裁力,又满足了冲模工作面尺寸要求。
4. 模具设计为了保证两孔孔距尺寸公差,我们设计了两孔一次冲出的整体凹模,凹模由漏盘和导板组成,并用两个M12螺栓和两个销钉将二者固定,如图3所示。
冲裁凹模剖面图如图4所示。
凹模漏盘材料为T8A,导极为45号钢。
冲裁冲头材料为T8A,冲挤冲头材料为W18Cr4V。
如图5所示。
冲头和过冲冲头可多做几个,交替使用,以便随时冷却,提高工效和冲头寿命。
一、冲裁力的计算冲裁力是指冲裁过程中的最大剪切抗力,计算冲裁力的目的是为了合理选择压力机和设计模具。
各种形状刃口冲裁力的基本计算公式见表6。
考虑到模具刃口的磨损、凸模与凹模的间隙不均、材料性能的波动和材料厚度偏差等因素,实际所需冲裁力应比表列公式计算的值增加30%。
表 6 冲裁力的计算公式及举例注:1. τ为材料之抗剪强度。
由表查得:τ=440Mpa2.双斜刃凸模和凹模的主要参数列于表7中如用平刃口F=KLtτ式中 F—冲裁力(N)L—冲裁件周长(mm);t—材料厚度(mm);τ—材料剪切强度(Mpa)K-系数。
考虑到模具刃口的磨损,模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般K取1.3。
二,降低冲裁力的方法在冲裁力超过车间现有压力机吨位,就必须采取措施降低冲裁力。
精心整理冲床冲裁力及冲剪力计算公式许多用户在购买冲床时会问到一些问题:如何选择冲床吨位?多厚的板子用多大的冲床?冲多大的孔用多大的冲床?类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。
单位MPa . 算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=LtσbKx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)L——冲裁周长(mm);τ——材料抗剪强度(MPa);查手册不同的材料不一样K——安全系数,一般取K=1.3.算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数b-----材料抗拉强度(Mpa)K-------修正系数。
冲裁力、卸料力及推件力的计算。
录入: 151zqh 来源: 日期: 2006-7-9,16:36一、冲裁力的计算冲裁力是指冲裁过程中的最大剪切抗力,计算冲裁力的目的是为了合理选择压力机和设计模具。
各种形状刃口冲裁力的基本计算公式见表6。
考虑到模具刃口的磨损、凸模与凹模的间隙不均、材料性能的波动和材料厚度偏差等因素,实际所需冲裁力应比表列公式计算的值增加30%。
表 6 冲裁力的计算公式及举例注:1. τ为材料之抗剪强度。
由表查得:τ=440Mpa2.双斜刃凸模和凹模的主要参数列于表7中F=KLtτ式中 F—冲裁力(N)L—冲裁件周长(mm);t—材料厚度(mm);τ—材料剪切强度(Mpa)K-系数。
考虑到模具刃口的磨损,模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般K取1.3。
二,降低冲裁力的方法在冲裁力超过车间现有压力机吨位,就必须采取措施降低冲裁力。
一般采用以下几种方法:(1)材料加热红冲。
材料加热后,抗剪强度大大地降低,从而降低冲裁力。
一般适用于厚板或工件表面质量及精度要求不高的零件。
(2)在度凸模冲模中,将凸模作阶梯形布置。
其一般用在几个凸模直径相差悬殊、彼此距离又很近的情况下,采用阶梯形布置还能避免小直径凸模由于承受材料流动的挤压力而产生折断或倾斜的现象(此时应将小凸模做短一些)。
凸模间的高度差h 取决于材料厚度,如:t <3mm, h=tt>3mm, h=0.5t(3) 用斜刃口模具冲裁。
斜刃口冲模的冲裁力可用斜刃剪切公式近似计算,即:F'=K0.5 t τ/tgφ ≈0.5 t σb/ tgφ式中 K--系数,一般取1.3τ--材料抗剪强度,[τ] 为Mpaφ--刃口斜角(一般小于12°)斜刃冲裁力也可用下列简化公式计算:F'=KLtτ当h=t时,K=0.4-0.6h=2t时, K=0.2-0.4式中 L--剪切周长, [L]为mmh--斜刃高度, [h]为mmτ--材料抗剪强度,[τ] 为Mpat--材料厚度, [t]为mm三、卸料力、推件力和顶件力冲裁时,工件或废料从凸模上卸下来的力叫卸料力,从凹模内将工件或废料顺着冲裁的方向推出的力叫推件力,逆冲裁方向顶出的力叫顶件力。
冲裁力、卸料力及推件力的计算。
录入: 151zqh 来源: 日期: 2006—7—9,16:36一、冲裁力的计算冲裁力是指冲裁过程中的最大剪切抗力,计算冲裁力的目的是为了合理选择压力机和设计模具.各种形状刃口冲裁力的基本计算公式见表6.考虑到模具刃口的磨损、凸模与凹模的间隙不均、材料性能的波动和材料厚度偏差等因素,实际所需冲裁力应比表列公式计算的值增加30%。
表 6 冲裁力的计算公式及举例注:1. τ为材料之抗剪强度.由表查得:τ=440Mpa2.双斜刃凸模和凹模的主要参数列于表7中F=KLtτ式中 F-冲裁力(N)L—冲裁件周长(mm);t—材料厚度(mm);τ—材料剪切强度(Mpa)K-系数。
考虑到模具刃口的磨损,模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般K取1。
3。
二,降低冲裁力的方法在冲裁力超过车间现有压力机吨位,就必须采取措施降低冲裁力.一般采用以下几种方法:(1)材料加热红冲。
材料加热后,抗剪强度大大地降低,从而降低冲裁力。
一般适用于厚板或工件表面质量及精度要求不高的零件.(2)在度凸模冲模中,将凸模作阶梯形布置。
其一般用在几个凸模直径相差悬殊、彼此距离又很近的情况下,采用阶梯形布置还能避免小直径凸模由于承受材料流动的挤压力而产生折断或倾斜的现象(此时应将小凸模做短一些).凸模间的高度差h 取决于材料厚度,如:t 〈3mm, h=tt>3mm, h=0。
5t(3)用斜刃口模具冲裁. 斜刃口冲模的冲裁力可用斜刃剪切公式近似计算,即:F’=K0.5 t τ/tgφ ≈0。
5 t σb/ tgφ式中 K——系数,一般取1。
3τ—-材料抗剪强度,[τ] 为Mpaφ--刃口斜角(一般小于12°)斜刃冲裁力也可用下列简化公式计算:F'=KLtτ当h=t时,K=0.4-0.6h=2t时, K=0.2-0.4式中 L—-剪切周长,[L]为mmh——斜刃高度, [h]为mmτ-—材料抗剪强度,[τ]为Mpat——材料厚度, [t]为mm三、卸料力、推件力和顶件力冲裁时,工件或废料从凸模上卸下来的力叫卸料力,从凹模内将工件或废料顺着冲裁的方向推出的力叫推件力,逆冲裁方向顶出的力叫顶件力。