锂离子动力电池设计步骤及要求
- 格式:pdf
- 大小:221.74 KB
- 文档页数:7
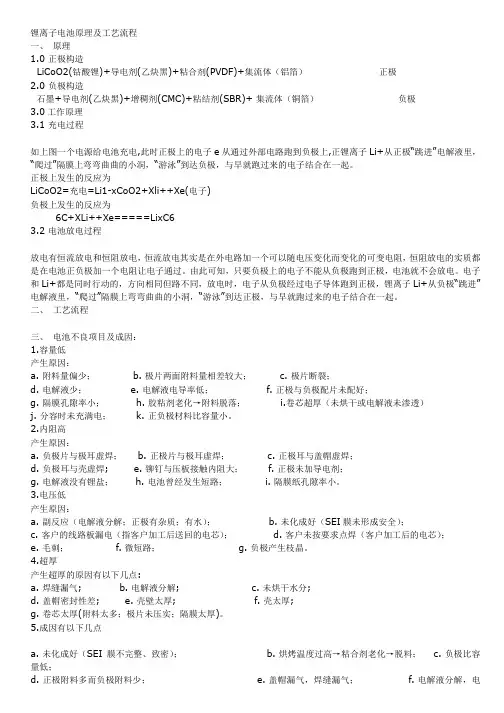
锂离子电池原理及工艺流程一、原理1.0 正极构造LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)正极2.0 负极构造石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)负极3.0工作原理3.1 充电过程如上图一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。
正极上发生的反应为LiCoO2=充电=Li1-xCoO2+Xli++Xe(电子)负极上发生的反应为6C+XLi++Xe=====LixC63.2 电池放电过程放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。
由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。
电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。
二、工艺流程三、电池不良项目及成因:1.容量低产生原因:a. 附料量偏少;b. 极片两面附料量相差较大;c. 极片断裂;d. 电解液少;e. 电解液电导率低;f. 正极与负极配片未配好;g. 隔膜孔隙率小; h. 胶粘剂老化→附料脱落; i.卷芯超厚(未烘干或电解液未渗透)j. 分容时未充满电; k. 正负极材料比容量小。
2.内阻高产生原因:a. 负极片与极耳虚焊;b. 正极片与极耳虚焊;c. 正极耳与盖帽虚焊;d. 负极耳与壳虚焊;e. 铆钉与压板接触内阻大;f. 正极未加导电剂;g. 电解液没有锂盐; h. 电池曾经发生短路; i. 隔膜纸孔隙率小。
3.电压低产生原因:a. 副反应(电解液分解;正极有杂质;有水);b. 未化成好(SEI膜未形成安全);c. 客户的线路板漏电(指客户加工后送回的电芯);d. 客户未按要求点焊(客户加工后的电芯);e. 毛刺;f. 微短路;g. 负极产生枝晶。
电动汽车用锂离子固态动力蓄电池性能试验方法及技术要求1范围本标准规定了电动汽车用锂离子固态动力蓄电池(以下简称蓄电池)的性能要求、试验方法和检验规则。
本标准适用于装载在电动汽车上的锂离子固态动力单体蓄电池。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2900.41-2008 电工术语原电池和蓄电池GB/T 19596-2017 电动汽车术语(ISO 8713:2002,NEQ)GB/T 31484-2015电动汽车用动力蓄电池循环寿命要求及试验方法GB/T 31485-2015电动汽车用动力蓄电池安全要求及试验方法GB/T 31486-2015电动汽车用动力蓄电池电性能要求及试验方法3术语和定义GB/T 19596-2017、GB/T 31484-2015、GB/T 31485-2015、GB/T 31486-2015 中界定的以及下列术语和定义适用于本文件。
为了便于使用,以下重复列出了68/1 19596-2017、GB/T 31484-2015、GB/T 31485-2015、GB/T 31486-2015 中的某些术语和定义。
3.1单体蓄电池secondary cell将化学能与电能进行相互转换的基本单元装置,通常包括电极、隔膜、电解质、外壳和端子,并被设计成可充电。
3.2混合固液电解质锂蓄电池mixed solid liquid electrolyte rechargeable lithium battery电池中同时含有液体和固体电解质的锂蓄电池。
3.3全固态锂蓄电池all solid state rechargeable lithium battery单体蓄电池中只含有固态电解质,不含有任何液体电解质、液态溶剂、液态添加剂的锂蓄电池。
3.4额定容量rated capacity室温下完全充电的蓄电池以1 I1(A)电流放电,达到企业技术条件中规定的放电终止条件时所放出的容量(Ah)。
锂离子电池行业规范条件为加强锂离子电池行业管理,引导产业转型升级,大力培育战略性新兴产业,推动锂离子电池产业健康发展,根据国家有关法律法规及产业政策,依据优化布局、规范秩序、保障质量、安全管理、推动创新、分类指导的原则,制定本规范条件。
一、产业布局和项目设立(一)锂离子电池行业的企业及项目应符合国家资源开发利用、环境保护、节能管理等法律法规要求,符合国家产业政策和相关产业发展规划及布局要求,符合当地土地利用总体规划、城市总体规划、环境功能区划和环境保护规划等要求。
(二)在国家法律法规、规章及规划确定或省级以上人民政府批准的基本农田保护区、自然保护区、饮用水水源保护区、生态功能保护区等法律、法规规定禁止建设工业企业的区域不得建设锂离子电池行业项目。
上述区域内的现有企业应逐步迁出。
(三)严格控制新上单纯扩大产能、技术水平低的锂离子电池行业项目。
对促进技术创新、提高产品质量、降低生产成本等确有必要的新建和改扩建项目,由行业主管部门按照相关规定加强组织论证。
二、生产规模和工艺技术(一)企业应具备以下条件:在中华人民共和国境内依法注册成立,具有独立法人资格;具有锂离子电池行业相关产品的独立生产、销售和服务能力;具有高新技术企业资质或省级以上独立研发机构、技术中心;主要产品具有技术发明专利。
二)企业应满足以下规模要求:电池年产能不低于1亿瓦时;正极材料年产能不低于2000吨;负极材料年产能不低于2000吨;隔膜年产能不低于2000万平方米;电解液年产能不低于2000吨,电解质产能不低于500吨。
企业申报时上一年实际产量不低于实际产能的50%。
(三)企业应采用工艺先进、节能环保、安全稳定、自动化程度高的生产工艺和设备,在电极制造和电极卷绕或叠片等关键工序应采用自动化设备,注液时具备温湿度和洁净度等环境条件控制,具备有机溶剂回收系统。
工艺、装备及相关配套设施应达到以下要求:1.应具有电池正负极材料铁、锌、铜等金属有害杂质检测能力,检测精度不低于1ppm;2.应具有涂敷厚度和长度检测手段,涂敷厚度的测量精度为2um,涂敷长度的测量精度不低于1mm;3.应具有电池电极剪切后产生的毛刺抽样检测能力,检测精度为1 卩m;4.应具有电池电极烘干后的含水量抽样检测能力,检测精度为10ppm;5.应具有电池电极卷绕/叠片后的对齐度抽样检测能力,检测精度为0.1mm;6.应具有电池装配后的内部短路在线检测能力(如采用HI-POT测试);7.对于多芯电池组的组成电池,应具有开路电压和内阻在线检测能力,检测精度分别为lmV和lmQ;8.应具有保护板功能在线检测。
《电动汽车用锂离子蓄电池安全要求》征求意见稿编制说明一、工作简况1、任务来源近几年,国务院《节能与新能源汽车产业发展规划(2012-2020年)》、《中国制造2025》、工信部《汽车产业中长期发展规划》等文件陆续出台,并提出新能源汽车将成为我国汽车行业未来重点发展领域和建设汽车强国的突破口。
2012年到2017年11月,新能源汽车年产销由1.3万增长至60.9万,保有量已超1%的临界点,超过日本和美国成为世界第一,行业结束导入期,稳步进入成长期。
2016年7月6日,国务院副总理马凯同志在西安召开的新能源汽车产业发展座谈会做出重要指示,强调要抓好新能源汽车五大安全体系建设:一是要加强安全技术支撑体系,要加强技术攻关,以技术来保障安全。
二是要建立安全标准的规范体系,结合技术和产业化发展,要加快推进相关的标准制定。
三是要强化远程运行的监控体系,以建立体系、统一要求、落实责任为重点,来加快覆盖国家、地区、企业运行的一个监控平台。
四是要健全安全责任体系,要明确生产企业主体责任和政府监管责任,要狠抓落实,做到全面覆盖、无缝连接。
五是要建立安全法规体系,围绕标准监管、处罚、问责等环节,要建立起新能源汽车安全的法规体系。
锂离子动力电池作为动力电池最主要类型,有必要建立相应的安全强制标准。
该标准基于GB/T 31485-2015《电动汽车用动力蓄电池安全要求及试验方法》和GB/T 31467.3-2015《电动汽车用锂离子动力蓄电池包和系统第3部分:安全性要求与测试方法》,修订并升级为强制性标准。
标准制定计划已于2016年9月正式下达,计划编号20160967-Q-339。
2、主要工作过程根据有关部门对电动汽车领域标准体系建设的要求,全国汽车标准化技术委员会电动车辆分技术委员会组织“电动汽车电池工作组”,系统开展电动汽车用锂离子动力电池安全标准的制定工作。
二、标准编制原则和主要内容1、编制原则1)本标准编写符合GB/T 1.1《标准化工作导则》规定;2)本标准基于GB/T 31485和GB/T 31467.3,对电池单体、模组、电池包或系统的试验方法与安全要求进行系统梳理;基于对近几年国内外电动汽车安全事故的经验总结;基于对国内外电动汽车安全失效与防范机制进一步理解;3)针对修订内容,在工作组内进行多次意见征求,并在会上充分讨论;4)起草过程,充分考虑国内外现有相关标准的统一和协调。
锂离子动力电池项目计划方案一、项目背景和目标锂离子动力电池是目前电动汽车领域使用最广泛的能源存储技术之一,具备高能量密度、轻量化和长寿命等优点,被广泛应用于电动汽车、无人机和储能系统等领域。
本项目旨在开展锂离子动力电池研发和生产,以满足市场对高品质、高性能锂离子动力电池的需求。
项目目标:1.设计和开发一种高能量密度、高循环寿命的锂离子动力电池;2.建立完善的生产工艺和质量控制体系,确保生产出高品质的电池产品;3.提高电池的生产效率和降低成本,以提供市场竞争力的价格;4.与相关领域的合作伙伴合作,开展相关技术研究和应用推广。
二、项目内容1.锂离子电池设计与开发:(1)选取适宜的正、负极材料,并进行性能测试和筛选;(2)优化电池结构,提高电池的能量密度和循环寿命;(3)研究电池材料的合成方法和制备工艺,确保电池的高质量生产;(4)设计电池管理系统(BMS),实现电池的安全管理和性能监控。
2.生产工艺和质量控制:(1)确立生产工艺流程和标准操作规程,保证电池生产的一致性和稳定性;(2)建立完善的质量控制体系,包括原材料采购管理、生产过程控制和成品检验等;(3)引进国内外先进的生产设备和检测仪器,提高生产效率和产品质量。
3.生产线建设和调试:(1)根据产能需求和生产要求,设计和规划生产线布置;(2)采购所需设备和材料,搭建生产线;(3)对生产线进行调试和优化,确保生产运行的稳定性。
4.成本控制:(1)优化样品测试和试产过程,减少原材料和人力资源的浪费;(2)降低生产过程中的能耗,提高资源利用率;(3)与供应商合作,争取获得原材料的优惠价格;(4)提高生产效率,降低生产成本。
5.合作研发和应用推广:(1)与相关科研机构和高校合作,开展锂离子动力电池相关的研究和技术开发;(2)积极参与行业展览和技术交流活动,推广电池产品;(3)与电动汽车制造商、无人机制造商等合作,提供定制化的电池解决方案。
三、项目实施计划1.前期准备阶段:(1)成立项目团队,明确项目目标和任务;(2)制定详细的项目计划,包括各项任务和时间节点;(3)进行市场调研,明确需求和竞争情况;(4)确定合作伙伴和供应商,与其建立合作关系。
基于液冷的锂离子动力电池散热结构优化设计作者:刘霏霏袁康李骏洪显华龚阳来源:《湖南大学学报·自然科学版》2021年第10期摘要:針对锂离子电池单体成组后温度场的非均匀性导致的热不一致性问题,以及高温下电池单体间的热交互引发的热安全性问题,采用仿真与试验相结合的方式,基于锂离子电池生-传热机理,设计了电池单体单独成组、电池单体之间夹隔泡沫棉、电池模组底部布置液冷板3种递进式散热方案,并对液冷板进行了优化设计. 采用有限元软件STAR-CCM+,仿真分析了3种方案下电池模组在不同放电倍率时的温度分布. 结果表明:增加泡沫棉可减少电池间的热交互,进而提高电池单体间的热均衡性. 在结合泡沫棉、导热板以及优化后(采用液冷管道串-并联组合方式)的液冷系统散热条件下,电池模组以2C倍率放电时最高温度为35.08 ℃,最大温差仅为4.85 ℃. 研究结果可为电池热管理散热系统结构设计提供一定的理论基础.关键词:锂离子电池;液冷;散热;STAR-CCM+;结构优化中图分类号:U469.72 文献标志码:AOptimal Design of Heat Dissipation Structure ofLithium-ion Power Batteries Based on Liquid CoolingLIU Feifei YUAN Kang LI Jun HONG Xianhua GONG Yang(School of Mechatronics and Vehicle Engineering,East China Jiaotong University,Nanchang 330013,China)Abstract:Aiming at solving the thermal inconsistency problem caused by non-uniformity of temperature field after lithium-ion battery cells are grouped,and the thermal safety problem caused by the thermal interaction between the battery cells at high temperature. The combined method with simulation and test is adopted. Three progressive heat dissipation schemes are designed based on the heat generation-transfer mechanism of lithium-ion batteries. including individual battery cells in groups,foam cotton between the battery cells,and liquid cooling plate arranged at the bottom of the battery module respectively. Also the liquid cooling plate is optimized. The finite element software STAR-CCM+ is used to simulate the temperature distribution of the battery modules at different discharge rates for the three schemes. The results show that the increase of foam cotton can reduce the thermal interaction between the batteries,thereby improving the thermal uniformity between the battery cells. Under the heat dissipation condition of the combination with foam cotton,heat conducting plate and optimized(using liquid cooled pipeline series parallel combination) liquid cooling system,the maximum temperature of the battery module is 35.08 ℃ at 2C discharge rate,and the maximum temperature difference is only 4.85 ℃. The research results can provide a theoretical basis for the structure design of cooling system for battery thermal management.Key words:lithium-ion batteries;liquid cooling;heat dissipation;STAR-CCM+;structural optimization纯电动汽车未来是人类的主流交通工具之一,动力电池是其唯一的动力源[1]. 而温度是制约动力电池性能的最关键因素之一,其中最高温度和温度一致性左右着电池寿命和续航里程[2]. 因此,动力电池热管理研究是当下的主要热点之一. 锂离子动力电池理想的工作温度范围在25 ~ 40 ℃,且电芯单体之间温差不宜超过5 ℃[3]. 在电池的充放电过程中,模组本身由于化学反应会产生大量的热,如果热量不及时散出而积累在电芯内,会导致模组内部产生较大的温升及单体电芯的温度一致性较差,并由此会引发一系列后果,轻则影响电池的循环次数,重则导致电池热失控甚至引发火灾[4]. Liu等人[5]的实验研究发现,选取一个锂离子电池,并且使用NCM523作为该电池的正极材料,在53 ℃的环境下做100次循环后发现,该电池的寿命比之正常的减少了52.8%. Guo等人[6]使用磷酸铁锂电池做了相关的实验并且对数据进行了对比发现,在30 ℃、50 ℃的环境下分别做50次的循环,处于50 ℃条件下的电池寿命及容量衰减得更多. 李龙飞[7]研究发现电池成组后以同倍率放电,2C时最高温度比单体放电时高22.68 ℃;电芯温差也达到了9.82 ℃,远高于单体放电时的4.98 ℃. Yuksel等人[8]研究了磷酸铁锂电池的温度环境对寿命及容量的影响发现,采用强制风冷进行冷却散热后,电池的寿命能提升6%左右.根据介质的不同电池热管理可区分为空气冷却、液体冷却、相变材料冷却等[9]. 但随着电池功率性能的要求,单纯的空气冷却已经满足不了高倍率充放电电池系统的散热要求,尽管相变冷却性能良好,但其颇高的成本限制了其在生产中的应用[10]. 因此,对于高充放电率、高产热率的电池组而言,液体冷却具有明显的优势. 邱焕尧[11]设计了一种W形冷却管道,布置在18 650圆形电池的周围,模组以2C倍率放电,最高温度控制在38 ℃,温差控制在5 ℃之下;许时杰[12]设置了一种蛇形液冷管道,布置于方形电池模组的底部位置,模组以2C倍率放电,温度最高为39.2 ℃,温差为4.26 ℃;电池液冷散热研究主要是通过改变电池的排布结构以及液冷管道的结构实现散热优化等,然而对于电池成组后引发的热交互对液冷散热影响的研究尚较缺乏. 针对电池成组后的热不一致性及热安全性问题,设计了一种新的电池散热结构,即在电池单体之间夹隔泡沫棉,隔绝单体之间的热交互,同时当电池在行驶路况时起到一定的减震保护作用,并且在模组底部加入导热垫和液冷板,加快散热速度. 在单体电芯的内阻测试实验及电芯放电温升实验的基础上准确建立了电池的热仿真模型,并进行模组递进式散热设计:方案一采用自然散热、方案二采用在电池单体之间夹隔泡沫棉,方案三采用液冷系统散热并且对液冷散热结构进行了优化设计. 应用STAR-CCM+软件,对电池模组在不同放电倍率下的温度场进行热仿真分析,对比电池的散热效率,得出电池模组的最优散热方案.1 数学模型的建立1.1 锂离子电池产热机理1.2 电芯热物性参数获取1.2.1 电芯导热系数锂离子动力电池的内部组成材料多种多样,每种材料的导热系数都不尽相同,并且其内部材料的排布排列形式也有所差异. 因此锂离子电池的导热系数在各个方向是不同的,即具有各向异性. 本文采用串并联热阻的方式计算电池的导热系数,假设电池的厚度方向为Z方向,宽度方向为X方向,高度方向为Y方向[14].1.2.2 电芯密度1.2.3 电芯比热容计算1.3 锂电池单体生热速率模型及热边界条件建立1.3.1 电池生热速率模型1.3.2 热边界条件1.4 流场与温度场协同原理介绍2 电池内阻的测定及温升实验2.1 电池内阻测试2.2 单体电芯温升实验3 电池建模仿真及验证4 电池模组的建立及仿真分析4.1 方案一自然散热模组设计及热仿真分析方案一采用10个电池单体并联组成1个模组,编号从1至10. 如图6所示. 图7为方案一模组在自然对流条件下2C倍率放电结束时的温度云图. 图8为方案一模组中电池单体在2C放电结束时的最高温度、最低温度和温差数据图.由图7和图8可知,当模组2C放电时,整个模组内部的温度明显高于外壁面与极耳部分. 这是由于在对流的条件下,外壁面和极耳部分能充分的对流散热,而模组内部由于空气流通的限制,产生的热量很难通过对流换热传出,并且电池单体之间产生热交互的作用,随着热量积累导致温度升高. 2C放电时最高温度达到了56.48 ℃,已经超过了电池最合适的温度范围;且模组以2C倍率放电时,单体电池的温差较大,达到了7 ℃以上,此时的单体电池温度一致性较差. 若电池长期处于此温度环境中,则会损伤电池的使用寿命,并且还会带来一定的安全隐患. 故锂离子电池单体不能直接大量成组使用,必须设计合理的散热方案.4.2 方案二单体电池夹隔泡沫棉的模组设计及热仿真分析基于方案一可知电池成组时高温区域主要集中在内部,一部分原因是由于电池放电时产热过多没能及时的散出,另一部分原因在于电池与电池单体之间紧密接触,它们之间发生的热交互作用,因此温度聚集在内部区域. 为此进行模组散热设计的改进. 如图9所示,方案二所使用的是在电芯单体之间夹隔泡沫棉,由于泡沫棉的导热系数很低,这样可以阻止电芯单体之间的热传递,防止热量堆积在一起.由图10和图11可知,电池单体之间夹隔泡沫棉之后,由于泡沫棉的低导热性,使得电池的热量沿平行于泡沫棉方向传导,从而达到热均衡性,模组最大温差为5.32 ℃. 由于单体成组放电,电池产热量大,单纯的自然冷却以及采取热源之间相互隔离的方法显然还是不能将温度控制在合适范围内,仍然处于50 ℃以上的高温条件.4.3 方案三采用液冷系统的模组设计及热仿真分析针对方案二中模组在放电情况下温度仍然較高的问题,本方案采用液冷系统给电池模组进行强制散热,液冷板流道结构及电池模组如图12所示,电池模组下面垫有导热垫,在导热垫下面装有液冷板,液冷板采用铝制,流量进口采用质量流量,设置为2 L/min.图13为方案三模组在2C放电结束时的温度云图、流道压力分布图以及速度矢量图. 根据图13(a)可知,采用了液冷系统进行强制散热后,模组高温问题得到明显的改善. 2C倍率放电时最高温度为38.39 ℃,整个模组的高低温区域较为明显. 单体电池的温差较大,这是因为流道内冷却液的分配不均匀所导致的. 从压力分布图13(b)也可以看出,右边的压力整体都是高于左边的,压降为192 Pa. 速度矢量图13(c)中的速度分布也是右边更加的均匀,左边的流量分配得很少,导致散热协同效果差. 从而造成了模组的温度场差异化较明显,右边温度低左边温度高的现象. 需要优化液冷板的流道结构来改变模组温度分布不均匀,单体电池温差较大这一现象.根据介质的不同电池热管理可区分为空气冷却、液体冷却、相变材料冷却等[9]. 但随着电池功率性能的要求,单纯的空气冷却已经满足不了高倍率充放电电池系统的散热要求,尽管相变冷却性能良好,但其颇高的成本限制了其在生产中的应用[10]. 因此,对于高充放电率、高产热率的电池组而言,液体冷却具有明显的优势. 邱焕尧[11]设计了一种W形冷却管道,布置在18 650圆形电池的周围,模组以2C倍率放电,最高温度控制在38 ℃,温差控制在5 ℃之下;许时杰[12]设置了一种蛇形液冷管道,布置于方形电池模组的底部位置,模组以2C倍率放电,温度最高为39.2 ℃,温差为4.26 ℃;电池液冷散热研究主要是通过改变电池的排布结构以及液冷管道的结构实现散热优化等,然而对于电池成组后引发的热交互对液冷散热影响的研究尚较缺乏. 针对电池成组后的热不一致性及热安全性问题,设计了一种新的电池散热结构,即在电池单体之间夹隔泡沫棉,隔绝单体之间的热交互,同时当电池在行驶路况时起到一定的减震保护作用,并且在模组底部加入导热垫和液冷板,加快散热速度. 在单体电芯的内阻测试实验及电芯放电温升实验的基础上准确建立了电池的热仿真模型,并进行模组递进式散热设计:方案一采用自然散热、方案二采用在电池单体之间夹隔泡沫棉,方案三采用液冷系统散热并且对液冷散热结构进行了优化设计.应用STAR-CCM+软件,对电池模组在不同放电倍率下的温度场进行热仿真分析,对比电池的散热效率,得出电池模组的最优散热方案.1 数学模型的建立1.1 锂离子电池产热机理1.2 电芯热物性参数获取1.2.1 电芯导热系数锂离子动力电池的内部组成材料多种多样,每种材料的导热系数都不尽相同,并且其内部材料的排布排列形式也有所差异. 因此锂离子电池的导热系数在各个方向是不同的,即具有各向异性. 本文采用串并联热阻的方式计算电池的导热系数,假设电池的厚度方向为Z方向,宽度方向为X方向,高度方向为Y方向[14].1.2.2 电芯密度1.2.3 电芯比热容计算1.3 锂电池单体生热速率模型及热边界条件建立1.3.1 电池生热速率模型1.3.2 热边界条件1.4 流场与温度场协同原理介绍2 电池内阻的测定及温升实验2.1 电池内阻测试2.2 单体电芯温升实验3 电池建模仿真及验证4 电池模组的建立及仿真分析4.1 方案一自然散热模组设计及热仿真分析方案一采用10个电池单体并联组成1个模组,编号从1至10. 如图6所示. 图7为方案一模组在自然对流条件下2C倍率放电结束时的温度云图. 图8为方案一模组中电池单体在2C放电结束时的最高温度、最低温度和温差数据图.由图7和图8可知,当模组2C放电时,整个模组内部的温度明显高于外壁面与极耳部分. 这是由于在对流的条件下,外壁面和极耳部分能充分的对流散热,而模组内部由于空气流通的限制,产生的热量很难通过对流换热传出,并且电池单体之间产生热交互的作用,随着热量积累导致温度升高. 2C放电时最高温度达到了56.48 ℃,已经超过了电池最合适的温度范围;且模组以2C倍率放电时,单体电池的温差较大,达到了7 ℃以上,此时的单体电池温度一致性较差. 若电池长期处于此温度环境中,则会损伤电池的使用寿命,并且还会带来一定的安全隐患. 故锂离子电池单体不能直接大量成组使用,必须设计合理的散热方案.4.2 方案二单体电池夹隔泡沫棉的模组设计及热仿真分析基于方案一可知电池成组时高温区域主要集中在内部,一部分原因是由于电池放电时产热过多没能及时的散出,另一部分原因在于电池与电池单体之间紧密接触,它们之间发生的热交互作用,因此温度聚集在内部区域. 为此进行模组散热设计的改进. 如图9所示,方案二所使用的是在电芯单体之间夹隔泡沫棉,由于泡沫棉的导热系数很低,这样可以阻止电芯单体之间的热传递,防止热量堆积在一起.由图10和图11可知,电池单体之间夹隔泡沫棉之后,由于泡沫棉的低导热性,使得电池的热量沿平行于泡沫棉方向传导,从而达到热均衡性,模组最大温差为5.32 ℃. 由于单体成组放电,电池产热量大,单纯的自然冷却以及采取热源之间相互隔离的方法显然还是不能将温度控制在合适范围内,仍然处于50 ℃以上的高温条件.4.3 方案三采用液冷系统的模组设计及热仿真分析针对方案二中模组在放电情况下温度仍然较高的问题,本方案采用液冷系统给电池模组进行强制散热,液冷板流道结构及电池模组如图12所示,电池模组下面垫有导热垫,在导热垫下面装有液冷板,液冷板采用铝制,流量进口采用质量流量,设置为2 L/min.图13为方案三模组在2C放电结束时的温度云图、流道压力分布图以及速度矢量图. 根据图13(a)可知,采用了液冷系统进行强制散热后,模组高温问题得到明显的改善. 2C倍率放电时最高温度为38.39 ℃,整个模组的高低温区域较为明显. 单体电池的温差较大,这是因为流道内冷却液的分配不均匀所导致的. 从压力分布图13(b)也可以看出,右边的压力整体都是高于左邊的,压降为192 Pa. 速度矢量图13(c)中的速度分布也是右边更加的均匀,左边的流量分配得很少,导致散热协同效果差. 从而造成了模组的温度场差异化较明显,右边温度低左边温度高的现象. 需要优化液冷板的流道结构来改变模组温度分布不均匀,单体电池温差较大这一现象.根据介质的不同电池热管理可区分为空气冷却、液体冷却、相变材料冷却等[9]. 但随着电池功率性能的要求,单纯的空气冷却已经满足不了高倍率充放电电池系统的散热要求,尽管相变冷却性能良好,但其颇高的成本限制了其在生产中的应用[10]. 因此,对于高充放电率、高产热率的电池组而言,液体冷却具有明显的优势. 邱焕尧[11]设计了一种W形冷却管道,布置在18 650圆形电池的周围,模组以2C倍率放电,最高温度控制在38 ℃,温差控制在5 ℃之下;许时杰[12]设置了一种蛇形液冷管道,布置于方形电池模组的底部位置,模组以2C倍率放电,温度最高为39.2 ℃,温差为4.26 ℃;电池液冷散热研究主要是通过改变电池的排布结构以及液冷管道的结构实现散热优化等,然而对于电池成组后引发的热交互对液冷散热影响的研究尚较缺乏. 针对电池成组后的热不一致性及热安全性问题,设计了一种新的电池散热结构,即在电池单体之间夹隔泡沫棉,隔绝单体之间的热交互,同时当电池在行驶路况时起到一定的减震保护作用,并且在模组底部加入导热垫和液冷板,加快散热速度. 在单体电芯的内阻测试实验及电芯放电温升实验的基础上准确建立了电池的热仿真模型,并进行模组递进式散热设计:方案一采用自然散热、方案二采用在电池单体之间夹隔泡沫棉,方案三采用液冷系统散热并且对液冷散热结构进行了优化设计. 应用STAR-CCM+软件,对电池模组在不同放电倍率下的温度场进行热仿真分析,对比电池的散热效率,得出电池模组的最优散热方案.1 数学模型的建立1.1 锂离子电池产热机理1.2 电芯热物性参数获取1.2.1 电芯导热系数锂离子动力电池的内部组成材料多种多样,每种材料的导热系数都不尽相同,并且其内部材料的排布排列形式也有所差异. 因此锂离子电池的导热系数在各个方向是不同的,即具有各向异性. 本文采用串并联热阻的方式计算电池的导热系数,假设电池的厚度方向为Z方向,宽度方向为X方向,高度方向为Y方向[14].1.2.2 电芯密度1.2.3 电芯比热容计算1.3 锂电池单体生热速率模型及热边界条件建立1.3.1 电池生热速率模型1.3.2 热边界条件1.4 流场与温度场协同原理介绍2 电池内阻的测定及温升实验2.1 电池内阻测试2.2 单体电芯温升实验3 电池建模仿真及验证4 电池模组的建立及仿真分析4.1 方案一自然散热模组设计及热仿真分析方案一采用10个电池单体并联组成1个模组,编号从1至10. 如图6所示. 图7为方案一模组在自然对流条件下2C倍率放电结束時的温度云图. 图8为方案一模组中电池单体在2C放电结束时的最高温度、最低温度和温差数据图.由图7和图8可知,当模组2C放电时,整个模组内部的温度明显高于外壁面与极耳部分. 这是由于在对流的条件下,外壁面和极耳部分能充分的对流散热,而模组内部由于空气流通的限制,产生的热量很难通过对流换热传出,并且电池单体之间产生热交互的作用,随着热量积累导致温度升高. 2C放电时最高温度达到了56.48 ℃,已经超过了电池最合适的温度范围;且模组以2C倍率放电时,单体电池的温差较大,达到了7 ℃以上,此时的单体电池温度一致性较差. 若电池长期处于此温度环境中,则会损伤电池的使用寿命,并且还会带来一定的安全隐患. 故锂离子电池单体不能直接大量成组使用,必须设计合理的散热方案.4.2 方案二单体电池夹隔泡沫棉的模组设计及热仿真分析基于方案一可知电池成组时高温区域主要集中在内部,一部分原因是由于电池放电时产热过多没能及时的散出,另一部分原因在于电池与电池单体之间紧密接触,它们之间发生的热交互作用,因此温度聚集在内部区域. 为此进行模组散热设计的改进. 如图9所示,方案二所使用的是在电芯单体之间夹隔泡沫棉,由于泡沫棉的导热系数很低,这样可以阻止电芯单体之间的热传递,防止热量堆积在一起.由图10和图11可知,电池单体之间夹隔泡沫棉之后,由于泡沫棉的低导热性,使得电池的热量沿平行于泡沫棉方向传导,从而达到热均衡性,模组最大温差为5.32 ℃. 由于单体成组放电,电池产热量大,单纯的自然冷却以及采取热源之间相互隔离的方法显然还是不能将温度控制在合适范围内,仍然处于50 ℃以上的高温条件.4.3 方案三采用液冷系统的模组设计及热仿真分析针对方案二中模组在放电情况下温度仍然较高的问题,本方案采用液冷系统给电池模组进行强制散热,液冷板流道结构及电池模组如图12所示,电池模组下面垫有导热垫,在导热垫下面装有液冷板,液冷板采用铝制,流量进口采用质量流量,设置为2 L/min.图13为方案三模组在2C放电结束时的温度云图、流道压力分布图以及速度矢量图. 根据图13(a)可知,采用了液冷系统进行强制散热后,模组高温问题得到明显的改善. 2C倍率放电时最高温度为38.39 ℃,整个模组的高低温区域较为明显. 单体电池的温差较大,这是因为流道内冷却液的分配不均匀所导致的. 从压力分布图13(b)也可以看出,右边的压力整体都是高于左边的,压降为192 Pa. 速度矢量图13(c)中的速度分布也是右边更加的均匀,左边的流量分配得很少,导致散热协同效果差. 从而造成了模组的温度场差异化较明显,右边温度低左边温度高的现象. 需要优化液冷板的流道结构来改变模组温度分布不均匀,单体电池温差较大这一现象.。
动力电池设计方案1 综述电动车得得电池就好比汽车油箱里得汽油.它就是由小块单元电池通过串并联方式级联后,通过BMS得管理,将电能传递到高压配电盒,然后分配给驱动电机与各个高压模块(D C/DC、空调压缩机、PTC等)。
电池管理系统(BMS)采用得就是一个主控制器(BMU)与多个下一级电池采集模块(LECU)组成模块化动力电池管理系统,就是一种具有有效节省电池电能、提高车辆安全性、实现充放电均衡与降低运行成本功能得电池管理系统模式.高压控制系统得预充电及正负极高压继电器均由BMS控制,设置了充电控制继电器,增加高压充电时得安全性。
2 设计标准下列文件为本次MA00-ME100设计整改参考标准。
凡就是注日期得文件,其随后所有得修改单(不包括勘误得内容)或修订版均不适用于本次设计开发,然而,鼓励根据本文件达成协议得各方研究就是否可使用这些文件得最新版本。
凡就是不注日期得文件,其最新版本适用于本次设计开发。
GB/T 18384、1-2001电动汽车安全要求第1部分:车载储能装置GB/T18384、2—2001 电动汽车安全要求第2部分:功能安全与故障保护GB/T 18384、3—2001电动汽车安全要求第3部分:人员触电GB/T 18385 —2005电动汽车动力性能试验方法GB/T 18386-2005 电动汽车能量消耗率与续驶里程试验方法GB/T 18388 —2005 电动汽车定型试验规程GB/T 18487、1-2001电动车辆传导充电系统一般要求GB/T 18487、2—2001 电动车辆传导充电系统电动车辆与交流/直流电源得连接要求GB/T18487、3—2001 电动车辆传导充电系统电动车辆与交流/直流充电机(站)GB/T 17619—1998机动车电子电器组件得电磁辐射抗扰性限值与测量方法GB/T 18387—2008 电动车辆得电磁场辐射强度得限值与测量方法带宽9KHz~30MHzQC/T743—2006 电动汽车用锂离子蓄电池QC/T 413-2002 汽车电气设备基本技术条件ISO 11898-1-2003 道路车辆控制面网络(CAN)第1部分:数据链接层与物理信号ISO 11898—2-2003 道路车辆控制器局域网(CAN)第2部分:高速媒体访问单元ISO7637—2道路车辆由传导与耦合引起得电骚扰(电源线瞬态传到干扰抗绕性试验)ISO11452-2 道路车辆窄带辐射得电磁能量产生得电干扰得部件试验方法(吸波屏蔽外壳)3 动力电池得标准在电动汽车中,动力电池组必须就是具有强大能量得动力电源,除了作为驱动动力能源外,还要向空调系统、动力转向系统等提供电力能源.此外,由于实际使用得需要,电动汽车对动力电池还有更多得要求:(1) 由于电动汽车就是一种代步工具,必须有一定得续驶里程,所以电池要有较大得比能量。

目录CONTENTS01锂离子电池基础介绍篇02锂离子电池设计篇03 锂离子电池研发篇04锂离子电池安全性能篇锂离子电池基础介绍篇20世纪80年代首次提出锂离子电池的概念,其后索尼公司于1991年成功推出了第一个商用锂离子电池产品,标志着锂离子电池大规模产业化的开始。
尤其是在全球可持续发展越来越受到人们重视的今天,新能源汽车产业快速发展,锂离子电池的发展也随之加速。
锂离子电池由于其能量密度高、循环寿命长等优点,成为当今市场上电动汽车应用最广泛的电池体系。
随着电动汽车的迅速扩张,锂离子电池在国民经济中的比重和社会发展中的战略地位会越来越重要。
以及锂离子电池在手机、笔记本电脑、数码相机等便携式电器中得到了广泛应用,已然成为社会生活不可缺少的必需品,锂离子电池的发展未来无可限量!化学原理正极材料钴酸锂(LiCoO 2)、锰酸锂(LiMn 2O 4)三元、磷酸铁锂(LiFePO 4)负极材料石墨、硬炭、软炭、钛酸锂Si基材料电解液六氟磷酸锂、DMC、DEC混合液辅料导电剂、粘结剂、溶剂集流体金属件顶盖、铝壳/钢壳、铝塑膜、绝缘托板、顶盖贴片、底部贴片、软连接顶支架隔膜PE/PP/PP-PE-PP 电 池材 料•电池在一定放电条件下所能给出的电量称为电池的容量,以符号C表示。
常用的单位为安培小时,简称安时(Ah)或毫安时(mAh)。
•电池的容量可以分为理论容量、额定容量、实际容量。
•理论容量是把活性物质的质量按法拉第定律计算而得的最高理论值。
为了比较不同系列的电池,常用比容量的概念,即单位体积或单位质量电池所能给出的理论电量,单位为Ah/kg(mAh/g)或Ah/L(mAh/cm 3)。
•实际容量是指电池在一定条件下所能输出的电量。
它等于放电电流与放电时间的乘积,单位为 Ah,其值小于理论容量。
•额定容量也叫保证容量,是按国家或有关部门颁布的标准,保证电池在一定的放电条件下应该放出的最低限度的容量。
容量电化学性能• 开路电压:电池在开路状态下的端电压称为开路电压。
锂离子动力电池设计介绍摘要:本文简要介绍了锂离子动力电池设计的基本原则、设计要求、评价锂离子动力电池性能的主要指标和锂离子动力电池设计的基本步骤,并结合 8Ah锰酸锂动力电池的设计实例,详细介绍了锂离子动力电池设计过程中各主要参数的确定方法、计算过程以及设计过程中相关细节的注意事项,结合本公司实际生产能力和生产设备的实际工况,确定了正负极极片分段的设计思路,将正负极极片分别分为四段,卷成两个电芯,采用内部并联的方式与电池的极柱链接,成功的解决了生产中极片过长极片不易加工和卷绕不易对齐的难题,为动力电池的设计提供重要的参考依据。
1 锂离子动力电池的设计基础1.1 动力电池设计的基本原则动力电池设计,就是根据用电设备的要求,为设备提供工作电源或动力电源。
因此,动力电池设计首先必须根据用电设备需要及电池的特性,确定电池的电极、电解液、隔膜、外壳以及其他部件的参数,对工艺参数进行优化,并将它们组成有一定规格和指标(如电压、容量、体积和重量等)的电池组。
动力电池设计是否合理,关系到电池的使用性能,必须尽可能使其达到设计最优化。
1.2 动力电池的设计要求动力电池设计时,必须了解用电设备具对电池性能指标及电池使用条件,一般应考虑以下几个方面:1电池工作电压;2电池工作电流,即正常放电电流和峰值电流;3电池工作时间,包括连续放电时间、使用期限或循环寿命;4电池工作环境,包括电池工作环境及环境温度;5电池最大允许体积;锂离子动力电池由于其具有优良的性能,使用范围越来越广,有时要应用于一些特殊场合,因而还有一些特殊要求,如耐冲击、振动、耐高低温、低气压等。
在考虑上述基本要求时,同时还应考虑材料来源、电池特性的决定因素、电池性能、电池制造工艺、技术经济分析和环境温度。
1.3 评价动力电池性能的主要指标动力电池性能一般通过以下几个方面来评价:1容量。
电池容量是指在一定放电条件下,可以从电池获得的电量,即电流对时间的积分,一般用Ah表示,它直接影响电池的最大工作电流和工作时间。
锂电池选型的详细步骤1.引言概述部分的内容可以从以下几个方面展开:1.1 概述现如今,锂电池已经广泛应用于移动设备、电动汽车、储能系统等领域,成为当今时代不可或缺的能源储存技术之一。
锂电池以其高能量密度、长寿命和环保等优势,逐渐取代了传统的镍镉电池和镍氢电池,成为主流的电池技术。
然而,在选用合适的锂电池时,我们需要考虑多个因素,如电池类型、容量需求、循环寿命、安全性等。
因此,进行锂电池的选型是一个值得重视的过程。
本文将通过介绍锂电池的基本原理和分类,探讨锂电池选型的重要性,以及总结选型步骤和未来锂电池选型的发展趋势,帮助读者更好地了解和应用锂电池技术。
首先,我们将详细介绍锂电池的基本原理和分类。
锂电池是一种通过锂离子在正负极之间的迁移,从而实现电荷与放电过程的能源转换装置。
根据不同的正负极材料和电解液,锂电池被分为锂离子电池、锂聚合物电池和锂硫电池等多种类型。
每种类型的锂电池都有其特定的应用领域和性能指标,因此选型时需要根据实际需求进行权衡。
接下来,我们将探讨锂电池选型的重要性。
正确的锂电池选型可以保证设备的正常运行和性能稳定。
不同应用场景对锂电池的性能要求不同,例如移动设备对电池容量和体积的要求较高,而电动汽车对电池的能量密度和循环寿命有较高的要求。
因此,在选型时需要综合考虑多个因素,并根据应用需求进行权衡,以确保选用的锂电池能够满足实际应用的要求。
最后,我们将总结锂电池选型的步骤,并展望未来锂电池选型的发展趋势。
通过系统的选型步骤,读者可以了解到如何根据实际需求确定锂电池的类型、容量和性能指标。
未来,随着科技的不断发展,锂电池技术也将不断创新和改进,以满足人们对更高能量密度、更长循环寿命和更安全可靠的锂电池的需求。
通过对锂电池选型的详细步骤进行分析和阐述,本文旨在帮助读者更好地理解和应用锂电池技术,为他们在实际应用中做出明智的选型决策提供指导。
同时,对于锂电池行业的从业者和研究者来说,本文也可作为参考资料和技术交流的平台,促进锂电池选型技术的进一步发展和创新。