焊接不良专案改善报告PPT
- 格式:ppt
- 大小:2.11 MB
- 文档页数:8

焊接质量不符合项辨识与主要缺陷控制对策l4、罐板组对后首先目测曲率半径,如有问题再用自备样板(1m、2m)检查壁板的弧度是否超出设计(或规范)要求。
罐底板排板焊接是否严格按照规定的焊接顺序进行,焊后检查底板是否存在变形。
l5、管材坡口火焰切割是否出现沟槽、缩口;是否对坡口淬硬层进行打磨;管件组对坡口角度是否合理;吊装设备、对口器配置是否合理;阀门、三通等管件与管材坡口的壁厚偏差是否进行了打磨处理,且满足焊接质量要求。
l6、管线隔夜焊口是否完成壁厚焊接的50%,厚壁工艺管线是否一次焊接完成(不得焊接两遍,然后长时间搁置)。
l7、线路焊接管墩高度是否符合规范要求(400mm-500mm),焊后管线是否存在长距离悬空(规范要求每根管子下方至少一个管墩),沟下连头、返修焊口操作空间距离(管壁至沟壁)是否大于0.6m。
l8、当日管线、装置等焊接,分包商质检人员是否进行外观检查,并做好质检记录。
总包商质检人员是否定期对焊接外观质量进行抽检和复验分包商质检记录。
l9、无损检测人员是否认真履行外检程序,外观存在的缺陷是否及时通知责任单位进行处理,尽量避免和减少焊接返工误工造成的不利影响。
l10、项目焊接工艺评定、焊接工艺规程编制是否齐全有效,分包商焊接作业指导书编制能否满足焊接质量控制的要求。
焊接外观质量检查内容及检查方法一主 要 内 容常见焊接质量不符合项的辨识二焊接主要缺陷成因分析及控制对策三二、常见焊接质量不符合项辨识焊接质量不符合项管理类(链接)实体类(链接)技术水平焊接行为焊接外观质量检查内容及检查方法一主 要 内 容常见焊接质量不符合项的辨识二焊接主要缺陷成因分析及控制对策三三、焊接主要缺陷成因分析及控制对策焊缝弧坑焊缝密集气孔焊缝体积较大的夹渣工艺管线焊接变形其他焊瘤焊缝未焊透焊缝未融合焊缝裂纹焊接主要缺陷咬边飞溅其他未焊满母材灼伤余高超标焊接主要缺欠减少缺陷形成,能有效地提高焊接一次合格率,同时,亦有利于缺陷返修合格。
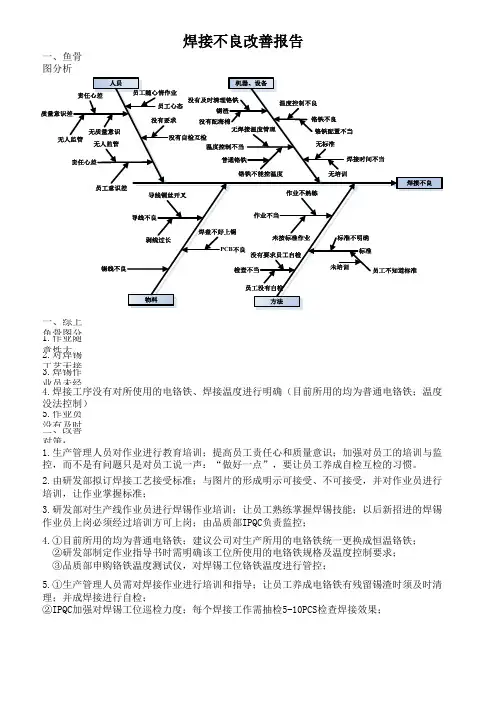
控,而不是有问题只是对员工说一声:“做好一点”,要让员工养成自检互检的习惯。
2.由研发部拟订焊接工艺接受标准;与图片的形成明示可接受、不可接受,并对作业员进行培训,让作业掌握标准;
3.研发部对生产线作业员进行焊锡作业培训;让员工熟练掌握焊锡技能;以后新招进的焊锡作业员上岗必须经过培训方可上岗;由品质部IPQC负责监控;
4.①目前所用的均为普通电铬铁;建议公司对生产所用的电铬铁统一更换成恒温铬铁;
②研发部制定作业指导书时需明确该工位所使用的电铬铁规格及温度控制要求;
③品质部申购铬铁温度测试仪,对焊锡工位铬铁温度进行管控;
5.①生产管理人员需对焊接作业进行培训和指导;让员工养成电铬铁有残留锡渣时须及时清理;并成焊接进行自检;
②IPQC加强对焊锡工位巡检力度;每个焊接工作需抽检5-10PCS检查焊接效果;
拟定:审核:。